植物乳杆菌BLPS-9中试发酵工艺优化及冻干保护剂筛选
2021-01-25 06:45:50辛国芹汪祥燕孟凡进宁慧宇徐海燕谷巍
中国饲料 2021年1期
辛国芹, 汪祥燕, 孟凡进, 宁慧宇, 徐海燕*, 谷巍
(1.山东省动物微生态制剂重点实验室,山东宝来利来生物工程股份有限公司,山东泰安271000;2.寿光市文家街道畜牧兽医工作站,山东寿光 262712)
乳酸菌是一种安全、优质、高效的益生菌,具有良好的生物学特性,可以调节动物肠道菌群平衡,增强免疫力,促进动物生长发育,提高饲料转化率,并具有改善饲养环境和环境污染的独特作用。我国农业部第1126号公告中允许使用的饲料微生物添加剂有16种,其中乳酸菌有11种,占68%左右(汪孟娟等,2014)。目前应用于饲料添加剂的乳酸菌主要有植物乳杆菌、双歧杆菌、嗜酸乳杆菌和粪链球菌等(Predigon,2013;赵红霞等,2013)。高密度培养是近几年来发酵工艺的重要目标与方向之一,细胞高密度培养(HCDF)是指在一定的培养条件和体系内,在不影响胞内产物积累的基础上,尽可能多的积累生物量(郑双凤等,2017),乳酸菌要通过高密度培养技术达到理想的高浓度产量,需要优化一系列相关的工艺参数来对发酵过程进行严格的控制。除此之外,乳酸菌发酵液后处理工艺也是乳酸菌菌粉制备的重要一环,如果离心条件掌握不当,菌体死亡率和损失率会随之增高,故而选用合适的离心条件是非常必要的(白景隆,2006),诸多菌粉制作技术中,真空冷冻干燥法生产的发酵剂由于具有含活菌数高、发酵活力强、遗传性稳定、便于储藏、携带方便、使用安全等优点而被广泛使用(乔发东等,1998)。冻干保护剂是冻干工艺过程中最为关键的因素之一,其不仅影响菌粉在冻干过程中的细胞存活率,也影响保藏期间的细胞稳定性(张英华等,2005),所以冻干保护剂的筛选是采用冻干法制备高活菌数乳酸菌制品研究的技术关键(陈声明等,1996)。
乳酸菌产品效果优异,安全性高,在市场中广受好评,但是储存过程存活率下降迅速的问题一直困扰着广大用户,本研究在现有乳酸菌生产工艺的基础上,通过对植物乳杆菌发酵过程中转速、发酵温度、发酵液pH调控、发酵时间、冻干保护剂等方面进行中试优化,从技术和经济角度提高乳酸菌发酵液及菌粉活菌数,同时简化操作步骤、降低各类含乳酸菌产品的成本、增强产品稳定性,为其实现工业化、研制动物微生态制剂产品奠定坚实的基础。
1 材料与方法
1.1 菌种 植物乳杆菌BLPS-9,由山东宝来利来生物工程股份有限公司菌种保藏中心保存。
1.2 培养基 TM:糖蜜1.0%、葡萄糖1.0%、柠檬酸三铵0.2%、乙酸钠0.5%、酵母膏0.5%、磷酸氢二钾0.5%、硫酸锰0.02%、硫酸镁0.05%、蛋白胨1.0%、牛肉膏 1.0%、吐温 80 0.1%,pH 6.5。
1.3 试验器材 精密pH计:PHS-3C,上海雷磁;紫外分光光度计:UNLC UV-2000,尤尼柯(上海)仪器有限公司;全自动高压灭菌器:LMQ.C-80K,新华牌;超净工作台:SW-CJ-2F,江苏通净净化设备有限公司;真空冷冻干燥机:FDU1100,山东爱博科技有限公司;低温台式高速离心机:Thermo Fisher;电热恒温培养箱:DHP-9082,bluepard;500 L发酵罐:KRH-BPJ50/500,江苏科海生物工程设备有限公司。
1.4 乳酸菌中试(500 L)发酵工艺优化
1.4.1 发酵时间的选择 接种量:2%;培养温度:37℃;罐压保持在0.05 Mpa,不通气;检测指标:接种至500 L发酵罐,30℃培养,每隔2 h取样一次,检测发酵液活菌数、OD600值、pH,并绘制生长曲线。
1.4.2 培养温度的选择 罐压保持在0.05 Mpa,不通气,分别选择 30、37、42℃培养 20 h,检测发酵液活菌数及pH。
1.4.3 搅拌最佳条件优化 罐压保持在0.05 Mpa,不通气,2%接种量,采用不搅拌、转速100、200、300 r/min条件下培养适宜时间,取样测定发酵液活菌数。
1.4.4 发酵液pH调控对活菌数的影响 罐压保持在0.05 Mpa,不通气,2%接种量,使用一定浓度的NaOH溶液,调整发酵液pH维持在5.0、6.0、7.0,培养20 h,测定发酵液活菌数。
1.5 乳酸菌发酵液离心条件的筛选 离心条件的选择:分别选择不同的转速和时间对等体积同批次发酵液进行离心,然后通过测离心前后活菌数存活率来确定收集高浓度菌体所需要的离心条件。离心条件如表1所示。
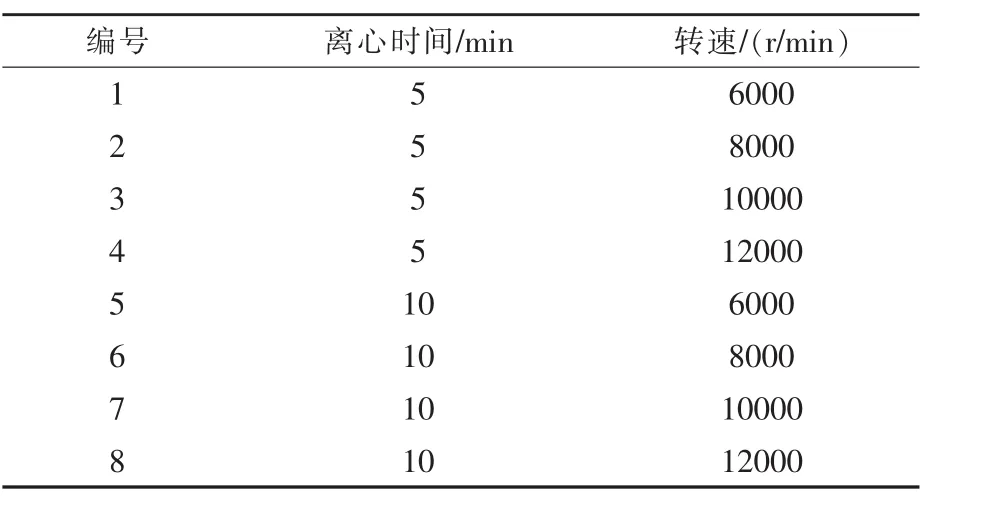
表1 乳酸菌发酵液离心条件筛选
悬浮液制备:准确称取2 L发酵液体经不同离心条件离心收集菌体,用0.9%灭菌生理盐水重悬至 20 mL,进行活菌数测定。
活菌数的测定:吸取1 mL待测菌液用灭菌的生理盐水进行10倍梯度稀释,选择适当的稀释梯度,吸取1 mL菌悬液置于平板内,加入15 mL左右的MRS培养基混匀,每个稀释梯度3个平行。平板在37℃恒温培养箱培养48 h后,选择菌落数为30~300的平板进行计数。
存活率/%=M1×V1/M2×V2×100;
式中:M1、M2分别为菌悬液及发酵液活菌;V1、V2分别为菌悬液及发酵液体积。
1.6 乳酸菌冻干保护剂的筛选
1.6.1 冻干保护剂的筛选 选定脱脂奶粉、海藻糖及甘油进行正交试验设计(表2)。
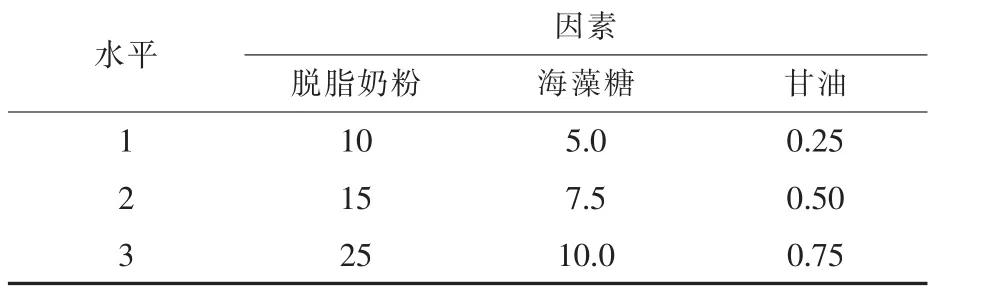
表2 正交试验因素水平设计%
1.6.2 冷冻干燥存活率的测定 取相同体积的菌悬液按比例添加不同组合的保护剂,相同条件下进行冷冻干燥,冷冻干燥后制粒,准确称取1 g菌粉置于99 mL灭菌生理盐水中,振荡均匀,制备菌悬液,其余同上。冻干存活率计算公式为(Lijin Huang 等,2006):
存活率/%=样品冻干后的活菌数/冻干前的活菌数×100。
1.7 植物乳杆菌菌粉贮存稳定性研究 最佳发酵及后处理工艺条件下制备的菌粉以糊精作为载体稀释至2×1011cfu/g,分别置于4、-20℃条件下进行贮存,每7 d进行取样测活菌数,试验周期维持28 d;活菌数测定方法如上所示。
2 结果与分析
2.1 乳酸菌中试(500 L)发酵工艺优化
2.1.1 发酵时间的选择 如表3所示,发酵至20 h时发酵液活菌数最高为57×108cfu/mL,此时发酵液pH为3.44,培养至32 h时活菌数下降一个数量级,选择培养20 h做为发酵终点。
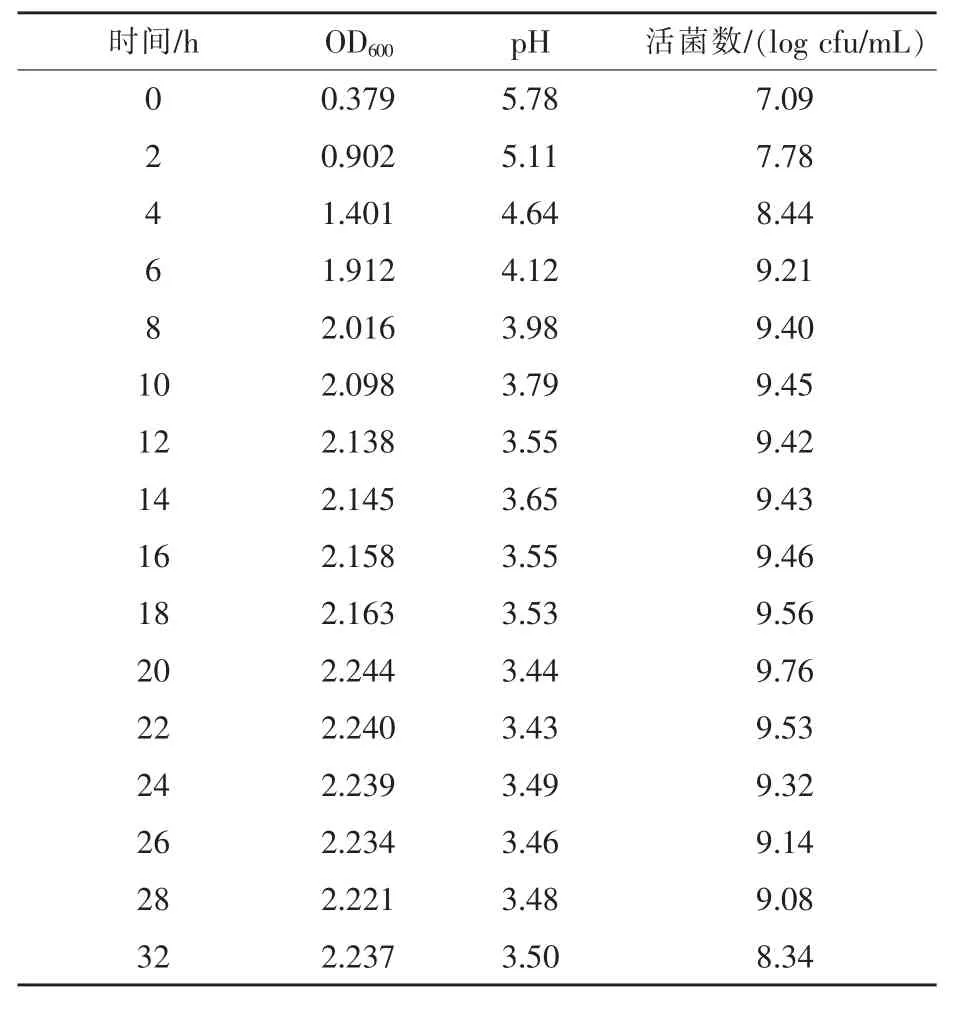
表3 菌株BLPS-9生长曲线
2.1.2 培养温度的选择 如表4所示,37℃培养20 h,发酵液pH最低为3.59,发酵液活菌数最高为55×108cfu/mL,后续发酵选择37℃进行培养。
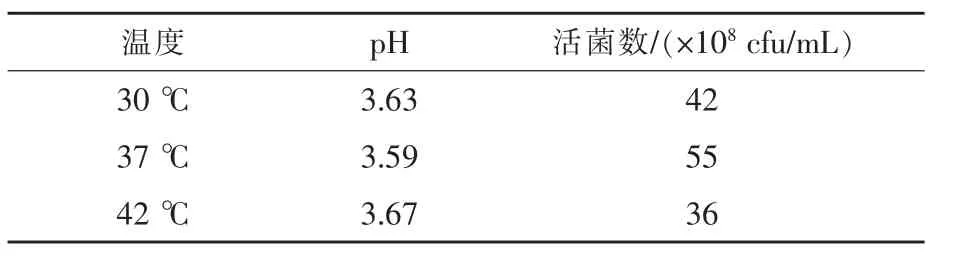
表4 不同培养温度对发酵液活菌数的影响
2.1.3 搅拌最佳条件优化 如表5所示,转速为100 r/min时,发酵液活菌数最高,为58×108cfu/mL,不搅拌条件下发酵液活菌数较低,仅为30×108cfu/mL,可能是因为培养基成分沉于罐底,不利于菌株的发酵生长,后续发酵选择以100 r/min搅拌培养。
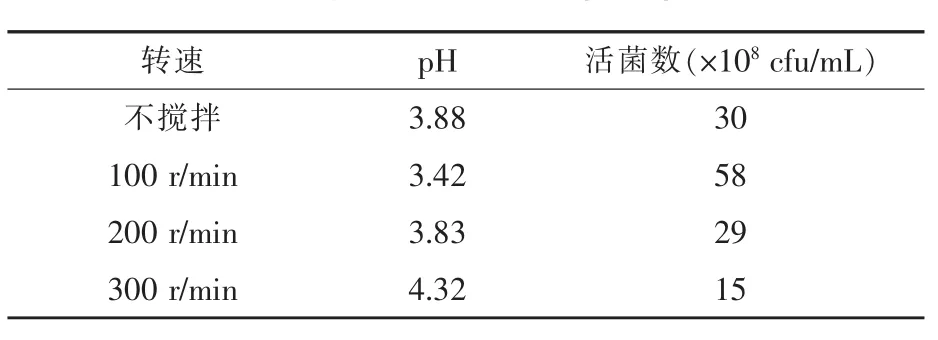
表5 不同搅拌速度对发酵液活菌数的影响
2.1.4 发酵液pH调控对活菌数的影响 如表6所示,调整发酵液维持在6.0活菌数最高,为64×108cfu/mL,较自然pH下活菌数高52.38%,发酵液pH维持在5.0时活菌数为46×108cfu/mL,较自然pH活菌数高9.5%,确定发酵液pH持续维持在6.0活菌数最高。乳酸菌的重要特性就是能够分解糖类物质产生乳酸。随着细菌的增殖,培养基的pH会不断降低,在培养乳酸菌的时候培养基的pH会降低到5以下(陈红梅,2008)。因而在发酵液中加入一定的缓冲物质,能更好的缓解pH的降低,且其活菌量也较高。这与其他的报道(吕兵等,2001)通过缓解pH方式来实现高密度培养的结果一致。

表6 发酵液pH调控对活菌数的影响
2.2 离心条件的筛选 如表7所示,以10000 r/min离心10 min菌悬液活菌数及存活率最高,分别为5.44×1011cfu/mL、92.25%。 离心转速越低、时间越短效果越不理想,菌体会随上清液流失;由于离心力的作用,转速越高时间越长会造成菌体的机械损伤而死亡。如果离心条件不适,必然导致发酵剂中活菌含量的下降。本试验所得结果与田洪涛(1998)所报道的“低速长时”或“高速短时”离心收获的活菌数最多基本一致。
2.3 冻干保护剂的筛选 采用3因素3水平的正交试验 L9(33)确定脱脂奶粉、海藻糖和甘油的复合配方,试验结果见表 8和表9。

表7 不同转速及离心时间对菌悬液活菌数的影响
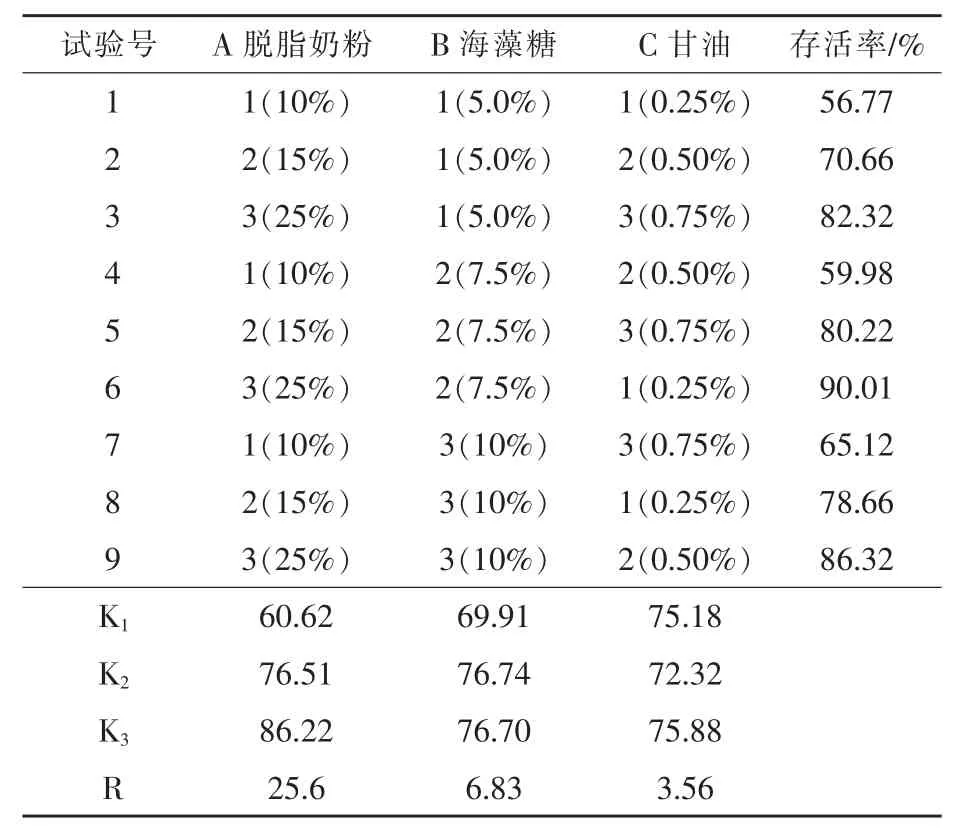
表8 植物乳杆菌冻干保护剂的筛选
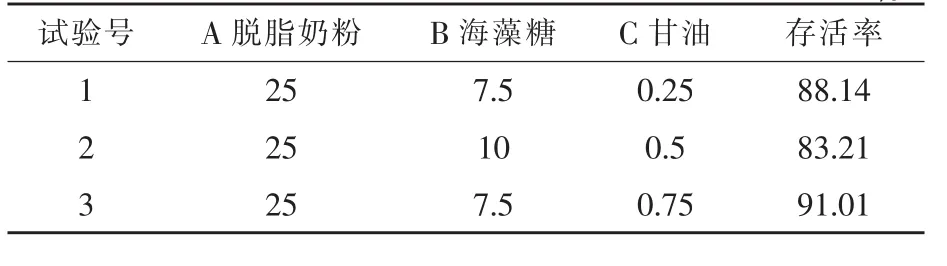
表9 植物乳杆菌最佳冻干保护剂组合的筛选%
不同冻干保护剂对植物乳杆菌BLPS-9冻干存活率影响顺序为A>B>C,即脱脂奶粉对冻干存活率影响最大,甘油最小。经优化后植物乳杆菌BLPS-9的最佳冻干保护剂配方为A3B2C3。即脱脂奶粉25%、海藻糖7.5%、甘油0.75%。经查表格设计中并无此项,选定冻干存活率较高的组别A3B2C1及A3B3C2做参照,针对最佳冻干保护剂组合进行试验验证,结果如下:
如表9所示,最佳冻干保护剂组合A3B2C3即脱脂奶粉25%、海藻糖7.5%、甘油0.75%条件下植物乳杆菌BLPS-9活菌存活率为91.01%,高于A3B2C1的88.14%,除却计数误差,活菌数可达6.0×1011cfu/g。
2.4 植物乳杆菌菌粉贮存稳定性研究 如表10所示,植物乳杆菌BLPS-9菌粉在不同条件下贮存,除却计数误差,在4℃和-20℃条件下贮存28 d菌粉活菌数无明显变化,存活率仍能超过90%。
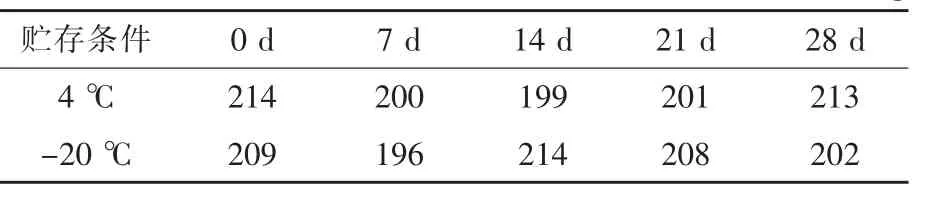
表10 不同贮存条件下植物乳杆菌菌粉活菌数变化 ×108cfu/g
3 结论
3.1 中试发酵工艺条件优化 采用实验室条件下乳酸菌最优发酵培养基进行(BLPS-9)500 L发酵罐中试试验,筛选的最佳发酵条件为:培养温度37℃、转速100 r/min、不通气、罐压维持0.05 Mpa、调控发酵液pH 5.5左右培养20 h,发酵液活菌数维持在50×108cfu/mL以上。
3.2 发酵液最佳离心条件的筛选 通过研究离心转速和离心时间对植物乳杆菌BLPS-9发酵液活菌数的影响,确定最佳离心条件为10000 r/min、10 min,浓缩100倍菌悬液活菌数可达5.44×1011cfu/mL。
3.3 冻干保护剂筛选 通过正交试验筛选确定最佳冻干保护剂配方:脱脂奶粉25%、海藻糖7.5%、甘油0.75%,采用此冻干保护剂植物乳杆菌BLPS-9冻干存活率可达91.01%,冻干粉活菌数可达 6×1011cfu/g。
3.4 菌粉贮存稳定性研究 以糊精为载体稀释植物乳杆菌BLPS-9菌粉至2×1010cfu/g,在不同条件下贮存,除却计数误差,在4℃和-20℃条件下贮存28 d菌粉活菌数无明显损失,可一定程度上提高乳酸菌产品的货架期。
猜你喜欢
中国饲料(2021年17期)2021-11-02 08:15:14
中国食品学报(2021年9期)2021-10-19 08:13:34
中南林业科技大学学报(2020年6期)2020-07-14 08:17:18
中国生物医学工程学报(2019年6期)2019-07-16 07:52:54
现代农业科技(2016年20期)2016-12-20 14:56:15
江苏农业科学(2016年7期)2016-10-20 15:20:00
科技资讯(2016年7期)2016-05-14 14:38:11
江苏农业科学(2014年9期)2014-11-15 13:28:06
湖北农业科学(2014年15期)2014-10-28 18:10:55
制冷学报(2014年3期)2014-03-01 03:07:08