
工业固体废弃物制备陶粒及其应用研究进展
2021-01-22 02:15汪学彬杨重卿张祥伟侯东来孙志明
中国粉体技术 2021年2期
汪学彬, 杨重卿,, 张祥伟, 侯东来, 孙志明
(1. 甘肃建投矿业有限公司, 甘肃兰州730000; 2. 中国矿业大学(北京)化学与环境工程学院, 北京100083)
随着我国经济和现代化建设的发展, 工业固体废弃物的产生量与日俱增, 近年来更是以超过10亿t/a的速度迅速增长[1]。 工业固体废弃物的大量堆积不仅造成有限土地资源的巨大浪费,而且带来了严重的生态环境和安全问题。近年来,随着国家环保政策越来越严格,加快建立循环经济发展模式,实现大宗工业固体废弃物的资源化综合利用,已成为建设资源节约型、环境友好型社会和实现可持续发展的关键[2-4]。
陶粒是经过高温烧结或免烧工艺制备而成的颗粒物或柱状物产品。由于其密度小、内部多孔,形态、 成分较均一,且具有一定强度,因而展现出优异的使用性能,如质轻、耐腐蚀、抗冻、抗震、良好的隔绝性等,近年来被广泛应用于建筑材料、 环保材料和绿化材料等[5-6]。 按原料的主要来源, 陶粒可分为黏土陶粒、页岩陶粒、粉煤灰陶粒等。由于粉煤灰、尾矿和污泥等工业固废的主要化学成分(含SiO2、 Al2O3)与黏土或页岩相似,且往往粒径小、比表面积大,因此是一类理想的陶粒生产原料。利用工业固废为主要原料生产陶粒,既能适应市场对于轻质建材、环保材料的重大需求,符合国家发展战略,又可获得良好的经济和社会效益[7-9]。
国、内外针对工业固体废弃物制备陶粒技术及应用的研究已取得诸多进展。本文中基于工业固体废弃物制备陶粒的主要工艺及原料种类,对不同行业固废制备陶粒的可行性进行了探讨。同时,总结了近年来工业固废制备陶粒的技术研究现状和进展,并对其应用前景进行了系统分析。
1 陶粒制备
1.1 陶粒的分类
陶粒的生产原料主要包括基体材料和辅助材料。 陶粒的基体材料来源广泛, 近年来逐渐由早期的黏土、 页岩等矿产资源逐渐向工业固体废弃物发展,其中用于陶粒生产的工业固体废弃物根据来源的不同分为煤基固废(粉煤灰、 煤矸石等)、 工业废渣(钢渣、 矿渣、 高炉渣、 有色金属渣、 煤渣等)、 工业尾矿(选矿产生的各种尾矿)及污泥等。 不同类型工业固体废弃物制备陶粒原料及其产品特征见表1。
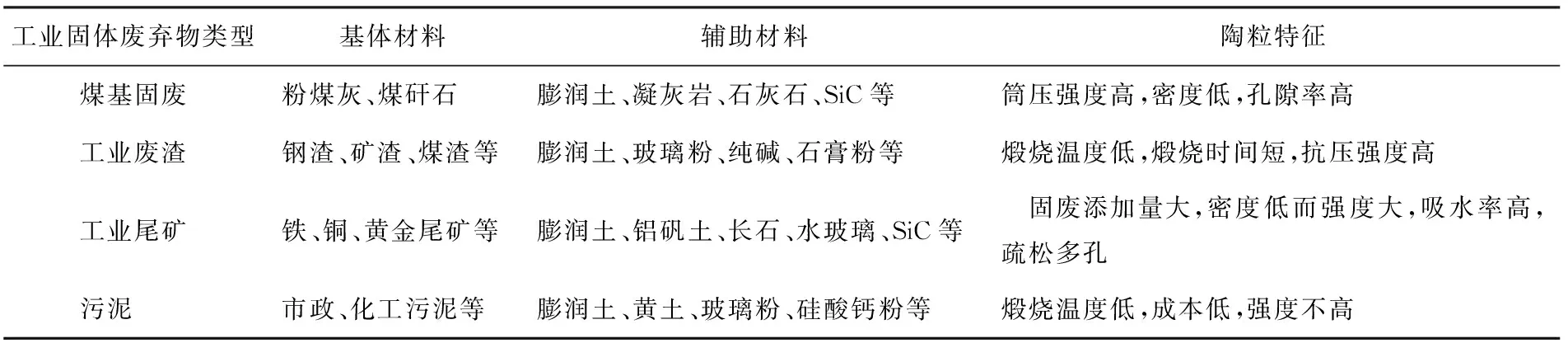
表1 工业固体废弃物制备陶粒的技术
1.2 陶粒制备工艺
1.2.1 烧结陶粒工艺
烧结法是目前最为常见的一种陶粒制备工艺,且已大规模产业化应用。烧结法主要是通过调节基体材料和辅助材料的配比,经过研磨混匀后造粒,并在高温下进行物料烧结,冷却后最终得到陶粒成品。烧结过程中,随温度升高,原料逐渐熔融并形成具有一定黏度的固、液混合相,同时释放出H2O、 CO、 CO2、 SO2和SO3等气体,气体溢出使固、液混合相发泡膨胀,整个过程中始终存在“内部气体强烈逸出与被外部适宜黏度液相抑制”的动态平衡[10]。当烧结温度达到设定温度,稳定后,气体产生量逐渐减少,陶粒内部形成许多封闭、半封闭的孔隙。最终,经冷却后形成典型的蜂窝状结构。烧结法制备的陶粒具有硬度高、孔隙丰富、膨胀系数大、化学性质稳定等特点,但该工艺往往能耗较高,工艺复杂,生产成本较大。
1.2.2 免烧陶粒工艺
与烧结工艺相比,陶粒的免烧工艺没有高温烧结过程,取而代之的是自然或蒸汽养护流程。由于前期陶粒的胶凝性不足,制备过程中通常需要加入水泥作为激发剂来增强陶粒的胶凝性,同时为固体废弃物的活化提供所需的碱性环境。例如:邹正禹等[11]以粉煤灰和水泥为原料,添加活性成分FeS,按照最优化物料配比混匀造粒,经过自然养护和高温养护后,制备出优级粉煤灰陶粒(堆积密度为786 kg/m3, 表观密度为1 332 kg/m3,筒压强度为5.22 MPa,吸水率为21.4%,软化系数为88.5%)。邱珊等[12]利用秸秆灰为添加剂,在最佳配比下得到低堆积密度(785 kg/m3)、高比表面积(11.1 m2/g)和低破碎率(质量分数为2.3%)的免烧陶粒,其性能指标及浸出毒性均符合CJ/T 299—2008《水处理用人工陶粒滤料》的要求,具有良好的应用前景。虽然免烧工艺投资小、能耗低,但免烧陶粒的产品往往强度较低,膨胀系数小,适用领域较窄,且目前多处于实验室研究阶段,难以产业化。
1.3 工业固体废弃物制备陶粒的原理
陶粒的制备原理是在一定环境条件下, 基体材料和辅助材料发生不同的物理化学反应, 使得产物具有良好的膨胀效果, 从而实现产品多孔、 轻质并具有一定的强度。 陶粒膨胀必须满足以下2个基本条件: 第一, 高温条件下, 原料能够熔融并形成具有一定黏度的玻璃相, 从而对原料内部释放出的气体起到密封作用; 第二, 高温条件下生成黏性玻璃相后可使气体释放。 内部气体的释放是陶粒膨胀的基础, 当原料内部产生CO和CO2等气体时, 产生气体压力, 同时黏性玻璃相对气体溢出具有抑制作用。 在上述2个方面共同作用下, 实现产品的有效热膨胀。 另一方面, 冷却后部分溢出的气体使陶粒表面形成多孔结构, 未溢出的气体则在内部形成丰富孔道。
通常,原料的化学组成和相对含量会对陶粒的膨胀性和应用性能产生重要的影响,其应用性能主要受酸性氧化物和碱性氧化物共同影响。酸性氧化物SiO2和Al2O3在高温条件下可以生成莫来石,可增强陶粒的强度;碱性氧化物Fe2O3、 CaO、 MgO、 K2O和Na2O则对陶粒的烧制起到助熔作用,降低烧结温度,扩大烧结温度范围,并能够防止胚料在烧制中粘结。Riley[13]在大量黏土陶粒制备研究的基础上,提出原料中化学组成的相对质量分数维持在某一特定范围时(SiO2:40%~79%,Al2O3:10%~25%,助溶剂:13%~26%),烧制的陶粒具有良好的膨胀性。表2为部分工业固体废弃物的主要化学组成。由表可知,常见的工业固体废弃物化学组成基本可满足制备陶粒的原料质量要求范围,使得制备陶粒成为可能。
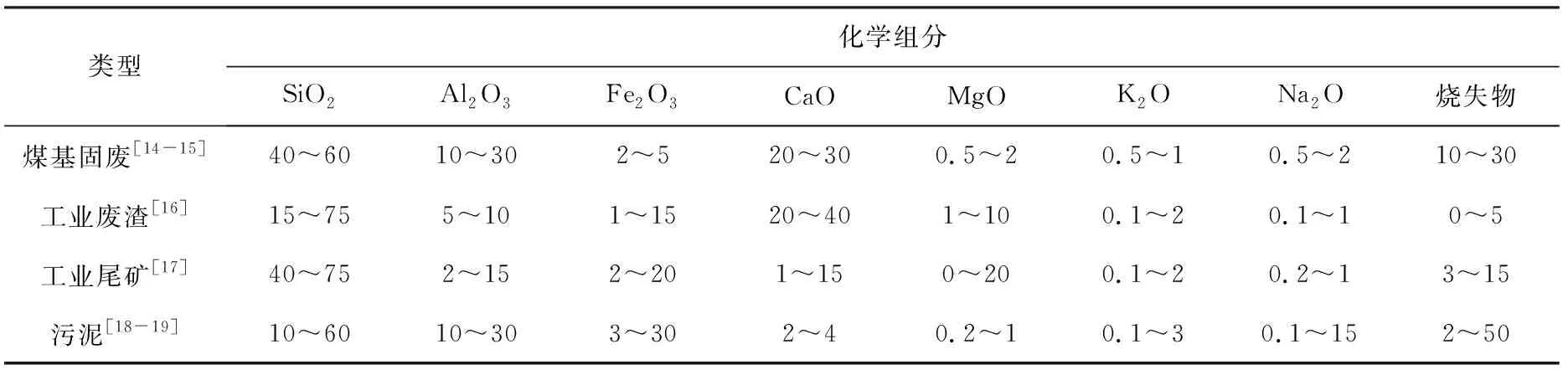
表2 部分工业固体废弃物的主要化学组成质量分数
2 工业固体废弃物制备陶粒技术
2.1 煤基固体废弃物陶粒
2.1.1 以煤基固废为原料制备轻质多孔陶粒
轻质多孔陶粒通常指比表面积大于10 m2/g,孔隙率为25%~50%,吸水率为20%~40%,堆积密度小于0.9 g/cm3的陶粒,其内部具有丰富的孔隙结构,除硬度大、耐腐蚀、耐高温外,还具有质轻、密度低、抗震性好、吸附性强的优点,可用作航天材料和吸附材料,且在热工窑炉和管道保温方面展现出良好的应用前景。
粉煤灰是从煤燃烧后的烟气中收集的细灰, 是燃煤电厂排出的主要固体废弃物。 煤矸石则是采煤或洗煤过程中排放出的一种含碳量较低的固体废弃物。 近年来, 以粉煤灰和煤矸石为原料制备多孔陶粒已经取得了诸多研究进展。例如:谢士兵等[20]以粉煤灰为主要原料,利用免烧多孔陶粒制备工艺制得了比表面积为12.94 m2/g,堆积密度为0.71 g/cm3,吸水率为19.5%, 筒压强度为4.0 MPa的高性能多孔陶粒; 吴廷枫等[21]探究了微波及造孔剂对所制备的粉煤灰多孔陶粒性能的影响, 对比了木屑、 碳酸氢铵和煤粉3种造孔剂在微波条件下制得多孔陶粒的性能, 优化条件下制备的多孔陶粒孔隙率为42.89%,吸水率为30.11%,抗压强度为16.35 MPa;祁非等[22]以煤矸石为主要原料, 添加质量分数为20%~50%的城市污泥, 利用烧结法制备了密度为1 030~1 200 kg/m3, 气孔率为26%~50%, 吸水率为23%~35%的多孔陶粒, 且城市污泥中有害重金属元素得到有效固化; 陈彦文等[23]以煤矸石及粉煤灰为主要原料, 利用烧结法制备了堆积密度为566 kg/m3, 吸水率为6.61%, 筒压强度为6.68 MPa的多孔陶粒; 李小龙等[24]利用粉煤灰、 膨润土、 凝灰岩为主要原料制备了超轻空心陶粒, 陶粒的堆积密度达到187 kg/m3, 24 h吸水率为1.48%, 在保温隔热混凝土及其制品领域具有良好的应用前景; 杨威等[25]以铬污染土壤复配粉煤灰为原料, 利用烧结法制备出表观密度为1.19 g/cm3, 1 h吸水率为15.2%, 筒压强度为3.0 MPa的超轻陶粒,该技术不仅解决了铬污染土壤问题,且生产过程能耗较低。
2.1.2 以煤基固废为原料制备高强陶粒
根据《轻集料及其试验方法》(GB/T17431.1—1998)标准,高强陶粒是指筒压强度不小于3.0 MPa,具有强度高、吸水率低和级配良好的优点,被广泛应用于各类建筑材料,用其配制的混凝土具有强度高和抗震性能优异的特点, 在高层建筑及大跨度桥梁等领域显示出良好的发展潜力与应用前景。 例如: 庄大英[26]以粉煤灰及工业污泥为主要原料, 利用烧结法制备出堆积密度为770 kg/m3, 筒压强度为10.1 MPa的高强陶粒, 该工艺在较低的烧结温度和较短的烧结时间下, 筒压强度的显著提升; 李懋[27]以煤矸石为主要原料, 烧制出堆积密度为921.3 kg/m3,筒压强度最高可达到16.8 MPa的高强陶粒;朱哲等[28]以武汉市东湖淤泥作为主要原料,以粉煤灰为校正组分,制备了一种高强低吸水率的淤泥-粉煤灰陶粒,其表观密度为1.182 g/cm3,吸水率为3.64%,单颗粒强度为7.92 MPa。
2.2 尾矿基陶粒
目前选矿厂尾矿的处理方式通常有2种:尾矿库存放或固化堆存。 近年来, 我国尾矿的排放量高达15亿t/a, 堆存量超百亿吨, 导致尾矿库超负荷使用, 同时也带来了巨大的安全隐患[29-30]。
以工业尾矿为原料制备陶粒,不仅可以提升尾矿综合利用率,同时其产品也具有良好的前景和经济效益。吴永明[31]以金尾矿粉及钒钛铁矿粉为主要原料,按最优原料配比制备出筒压强度为2.5 MPa, 吸水率为8%, 堆积密度为555 kg/m3的轻质多孔陶粒; 孙康康等[32]以赤泥强磁尾矿为主要原料, 优化工艺条件后制得多孔陶粒, 其表观密度为1.98 g/cm3, 堆积密度为1.06 g/cm3, 吸水率为22.41%, 空隙率为46.46%, 该工艺烧结温度低, 所得陶粒孔隙均匀, 可用于水处理用人工滤料; 王德民等[33]以低硅铁尾矿为主要原料优化了陶粒制备工艺, 烧制出堆积密度为885 kg/m3, 1 h吸水率为19.3%,显气孔率为43.46%的轻质多孔陶粒, 优化条件下尾矿利用率较高, 烧结温度较低, 因此生产成本较低。
以工业尾矿为原料, 同样可以生产筒压强度不小于3.0 MPa的高强陶粒。 秦晋一等[34]以高Fe2O3铁尾矿为原料制备了堆积密度为832 kg/m3, 筒压强度为8.04 MPa高强陶粒, 且发现Fe2O3降低了陶粒烧结温度, 对陶粒的生产具有一定指导意义; 胡晨光等[35]以铁尾矿和碱渣为原料制备出了高强核壳结构陶粒, 其吸水率为1.25%, 膨胀率为1.24%, 堆积密度为870.3 kg/m3, 筒压强度为10.67 MPa; 李扬等[36]利用经过分选后的黄金尾矿为原料, 在较低温度条件下制备出了堆积密度为803 kg/m3, 表观密度为1 795 kg/m3, 吸水率为0.24%, 颗粒强度为16.59 MPa的高强陶粒; 赵威等[37]采用质量分数为80%商洛钒尾矿为主要原料制备出了性能优异的轻质高强陶瓷颗粒,其堆积密度为631 kg/m3, 筒压强度为9.1 MPa, 吸水率为3.1%, 该陶粒具有密度小、 强度大的优异性能。
2.3 废渣基陶粒
随着建筑、 能源、 矿产等重工业的高速发展, 工业废渣的排放量也以10亿t/a的速度增长, 因此对于这类固体废弃物的合理有效利用显得尤为重要。 随着陶粒技术的不断发展, 研究表明, 以工业废渣为原料制备陶粒不仅可满足资源综合利用的要求, 还能有效解决此类废渣堆存带来的生态环境问题。 徐雪丽等[38]以城市污泥及炼钢废渣为原料在较低温度条件下烧制出堆积密度为546~523 kg/m3, 吸水率为7.6%~7.8%, 抗压强度为5.7~6.1 MPa的轻质陶粒; 徐美娟等[39]将造纸厂废渣掺杂进粉煤灰陶粒中, 制得堆积密度为837 kg/m3, 吸水率为0.67%, 抗压强度为55 MPa的轻质陶粒;Wang等[40]以建筑废渣为原料,采用烧结法制备出堆积密度为1.64 g/cm3,吸水率为0.7%,筒压强度为3.78 MPa的轻质陶粒,且铬、锰、镍等重金属在陶粒中得到有效固化,不会对环境造成的二次污染。
以工业废渣同样可以生产高强陶粒。 陈伟[41]以钢渣为原料优化了陶粒制备工艺, 烧制出抗压强度为6.0 MPa, 密度为805 kg/m3的高强陶粒; 任文强[42]以工业废渣、 废石膏粉、 碎玻璃粉末、 铝土矿粉为原料, 制得体积质量在1.5 g/cm3左右, 抗压碎能力为80 MPa左右高强陶粒, 陶粒性能优异, 可用作陶粒支撑剂;王传虎等[43]以石英砂尾渣、 水磨石渣为原料成功制备出膨胀率达到60%,简压强度为10.5 MPa,堆积密度为925 kg/m3,吸水率为9.5%的高强陶粒;靖青秀[44]发明了一种无添加成分的钨冶炼废渣高强陶粒,陶粒的吸水率为1.7%,堆积密度为925 kg/m3,筒压强度为6.8 MPa,制备工艺简单,流程短,具有良好的应用前景。
2.4 污泥基陶粒
污泥是制约污水处理的关键问题,目前常用的污泥处理方式(填埋、焚烧、堆肥等)存在高能耗、占用土地、造成二次污染的缺点,污泥资源化利用成为了目前亟待解决的问题。研究表明,将污泥烧结制陶粒是一种节约资源和保护环境并行的有效途径。例如:荣辉等[45]探究了造纸污泥对粉煤灰陶粒的影响,当污泥添加量较小时,污泥可充当造孔剂,增大孔隙,减少堆积密度,得到多孔陶粒,在污泥添加量为10%(质量分数)时,得到的质轻多孔陶粒筒压强度为1.65 MPa,堆积密度为493 kg/m3;戴东斌[46]以铬污泥为原料,在最优原料配比条件下制备出轻质多孔陶粒,陶粒筒压强度为4 MPa,堆积密度为500~550 kg/m3,吸水率约为20%,且铬元素的浸出量显著降低;Xu等[47]以污泥为原料,在低温条件下烧制出轻质陶粒,并研究发现陶粒中Cr(VI)的主要以Cr2O3和FeCrO4形式存在,不易析出,该实验进一步确定了陶粒对重金属元素的固化作用,具有重要的推广意义。
利用污泥为主要原料也可以生产高强陶粒。秦晋一等[48]以市政污泥为主要原料,按照最优配比制得抗压强度为4.89 MPa,密度为1 320 kg/m3的高强陶粒, 且研究发现流动相易产生小孔汇聚现象,而污泥的放气会对小孔汇聚产生扰动,从而烧制出轻质高强陶粒;孙文慧等[49]在最优配比条件下制得堆积密度为760 kg/m3,吸水率为2.6%,筒压强度为10.3 MPa的高强陶粒,该优化后的工艺污泥添加量大,资源利用率高;舒天楚等[50]探究了粉煤灰及煤矸石混合添加剂对污泥陶粒的影响,优化条件下烧成的陶粒性能最优,密度为300~400 kg/m3,抗压强度为10.46 MPa,吸水率仅为1.5%。
3 工业固体废弃物陶粒的应用
工业固体废弃物制备的陶粒往往具有轻质、耐腐蚀、抗冻、抗震及良好的隔绝性等,可被广泛用作吸附材料、吸声材料、保温材料、支撑剂等,具有良好的市场应用前景。
3.1 陶粒用作吸附材料
工业的高速发展来了经济效益的同时也造成了水体污染,例如大量含磷废水直接排入水体造成的水体富营养化日益严重,有毒重金属废水具有富集性、毒性、不易降解等特点,对生物体产生严重危害。吸附法是目前处理上述废水的主要方法之一。常用的吸附材料主要是活性炭材料,但活性炭使用成本高、使用周期短,难以大规模应用。近年来,将工业固体废弃物陶粒作为环境吸附材料,因其成本低、效率高而受到了广泛关注。
3.2 陶粒制备混凝土砌块
随建筑节能与环保理念的不断深入,新型轻质墙体材料的开发和应用得到了广泛的关注,其中陶粒混凝土砌块因其具有轻质高强、保温性能高、抗震性强、耐火性好等特点,在轻质建材、建筑节能领域展现出了良好的发展前景。
魏莹等[58]以硅线石尾矿陶粒、水泥和粉煤灰为主要原料,经免烧工艺制备出陶粒加气混凝土砌块,尾矿陶粒的引入降低了砌块的导热系数,提高了保温性能,增强了抗冻融性能,为硅线石尾矿的处理和新型建材的发展提供了新的思路;徐长春等[59]以陶粒、钢渣为原料制备承重混凝土空心砌块,且随陶粒添加量增加,混凝土砌块的软化系数和密度降低,热阻值增加,有利于砌块减轻自重,提升保温隔热性能;朱静等[60]研制了一种新型自保温污泥陶粒混凝土砌块,多孔陶粒的引入不仅使砌块具有良好的吸水性和较高的软化系数,且陶粒经过高温烧结后,提升了砌块界面粘结区域的致密性,同时混凝土砌块具有良好的抗冻性能,适用于用作夏热冬冷地区的新型墙体材料。
3.3 陶粒制备支撑剂
压裂支撑剂作为石油开采的重要原料,可有效辅助提高石油的开采量,但随着支撑剂重要原料——高品位铝矾土的过度开采,使得支撑剂的制备成本增加,因此亟需寻求新的生产原料。研究表明,利用固体废弃物制备陶粒支撑剂不仅可以提高其资源利用率,还可以显著降低陶粒支撑剂的生产成本,具有广阔的应用前景。
秦梅等[61]以煤矸石和铝矾土为主要原料, 烧制出煤层气井用的420~840 μm经济型陶粒支撑剂, 该支撑剂在35 MPa闭合压力下的破碎率均低于9%的石油天然气行业标准SY/T 5108—2014; 马俊伟等[62]以铝土矿选尾矿为主要原料制备了轻质高强陶粒支撑剂, 52 MPa的闭合压力下破碎率仅为3.67%, 满足低密高强陶粒支撑剂标准要求; 郝惠兰等[63]以山西省阳泉市出产的铝矾土、 煤矸石和镁渣为主要原料烧结制备出了性能优异的陶粒支撑剂, 其密度为2.84 g/cm3, 48 MPa闭合压力下破碎率为6.87%; 郑林会等[64]以山西省忻州市出产的高铝煤矸石为主要原料制备出陶粒支撑剂, 并且发现矿化剂(氧化镁)的引入有效促进了液相烧结, 抑制莫来石晶粒生长, 从而进一步提高了支撑剂的强度。
4 结论与展望
随着社会的不断发展,工业固体废弃物资源化利用问题将成为人类可持续发展的重要课题。利用工业固体废弃物制备陶粒已经得到国内外学者的广泛关注,且技术可行性较高,已发展成为固体废弃物资源化利用的重要途径。
工业固体废弃物制备陶粒技术的大规模推广依然存在诸多问题,在配方、装备和工艺等方面研究仍有较大发展空间。
1)未来应充分发挥固体废弃物的资源特点与成本优势,实现变废为宝、以废治废,形成产品生产成本与质量优势,才能真正实现陶粒制备技术在固废资源化领域的大规模应用。
2)利用工业固体废弃物制备质轻、多孔、高强陶粒并进一步提高产品综合性能,拓宽产品应用领域,将是工业固体废弃物陶粒制备技术未来主要的发展方向。
3)烧结法作为目前陶粒的主要生产工艺,如何通过配方优化、装备研发等进一步降低陶粒生产能耗,从而降低产品生产成本,进而提高产品市场竞争力,是未来烧结法制备陶粒技术进一步大规模应用的关键。
猜你喜欢
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年8期)2021-06-07
陶瓷学报(2021年1期)2021-04-13
建材发展导向(2021年24期)2021-02-12
金属加工(热加工)(2020年12期)2020-02-06
城市建筑空间(2018年12期)2018-08-26
童话世界(2018年8期)2018-05-19
海峡科技与产业(2016年3期)2016-05-17
中国房地产业(2016年2期)2016-03-01
铁道科学与工程学报(2015年5期)2015-12-24
