层状金属复合材料的发展历程及现状
2021-01-21 07:28李仲杰董安平杜大帆孙宝德
工程科学学报 2021年1期
张 婷,许 浩,李仲杰,董安平,邢 辉,杜大帆,孙宝德
上海交通大学材料科学与工程学院上海市先进高温材料及其精密成形重点实验室,上海 200240
随着现代化生产对材料综合性能要求的不断提升,在很多领域,单一材料已经很难满足使用需求.近二三十年来,复合材料一直受到科研工作者们的广泛关注,各种复合材料及其制备方法得到蓬勃发展,其中一个很重要的分支就是层状金属复合材料(Laminated metal composites, LMCs).LMCs是通过采用各种复合技术使两种或两种以上物理、化学及力学性能不同的金属在界面上实现牢固冶金结合而制备的一种复合材料[1].LMCs具有将各组成材料的优良性能整合到一起的潜能,在保持各组成金属或合金特性的同时具有“相补效应”[2],可以弥补各自的不足, 经过恰当的组合可以得到优异的综合性能.
1 LMCs的发展历程
LMCs的起源可以追溯到公元前几百年.研究发现[3]公元前800年的阿喀琉斯盾(Achilles shield)就是典型的LMCs,该盾由两层青铜、两层锡和一层金构成,顺序是青铜/锡/金/锡/青铜,就算是最锋利的矛也很难刺穿该盾.此外,很多古代的刀剑也运用了LMCs的原理,如中世纪的波纹刀、著名的大马革士刀、唐刀、日本武士刀等.从历史上看,LMCs叠层材料产生的原因可以归纳为两点,一是提高制件的综合机械性能,二是在贵金属外包覆较便宜的金属材料以降低经济成本.
文献报道的有关LMCs的近现代研究始于二十世纪六十年代,美国率先提出了“表面处理–冷轧复合(Cold roll bonding, CRB) –退火强化”的生产工艺流程[4],从此掀开了LMCs的研究热潮,中国、日本、法国、德国、巴西、印度等众多国家都展开了对LMCs的研究.但在很长的一段时间,高昂的制造成本都限制着LMCs的工业应用.LMCs的实际工程应用始于前苏联,莫斯科钢铁和合金研究院提出了一种独一无二的径向剪切螺旋轧制技术用于形成Steel/Steel LMCs,被广泛用于大型管道[5]和大型压力容器[6].薄钢板被紧紧地包裹在一起并焊接成同心壳体,层间的内部界面通过几种不同的工艺限制了裂纹的传播,延长了使用寿命.除了 Steel/Steel LMCs,在这一时期莫斯科高温研究所和新西伯利亚高速流体力学设计技术研究所分别提出了爆炸复合法和焊接法两种双材料LMCs制备技术,成功制备了包括Al/Steel、Cu/Steel和Al/Steel在内的一系列LMCs[5].1999年,Saito等[7]在CRB的基础上提出了一种更经济有效的方法——累积轧制结合(Accumulative roll bonding, ARB)工艺来制造LMCs.图1给出了ARB工艺的示意图.ARB法可以通过常规的轧制设备较为容易地进行,对材料的限制较小,并且具有大规模生产片材的能力,从而使LMCs真正走出实验室,开始大范围应用.进入21世纪,关于LMCs制备技术、材料体系的研究更加繁荣,物理气相沉积、热压扩散、粉末冶金等技术逐渐被用于制备LMCs.LMCs材料已广泛应用于电力、化工、冶金、汽车、船舶和航空航天等诸多领域[8].

图1 ARB 制备多层板材示意图[9]Fig.1 Schematic of the preparation of multi-layer plate by ARB[9]
2 LMCs的制备方法
到目前为止,很多传统的材料成形方法都可用于LMCs的制备,根据工艺属性的不同,主要包括以下几种:爆炸复合法、轧制复合法、热压扩散法和沉积复合法.
2.1 爆炸复合法
爆炸复合法制备LMCs与爆炸焊接原理相似,利用炸药爆炸过程中产生的瞬时高温和高冲击作用,使被焊金属表面产生塑性变形、熔化和扩散,从而实现两种或多种金属板材的焊合,且界面结合强度较高.缺点是该方法不能实现连续化生产,也不能生产薄板,会导致薄板严重变形,爆炸产生的二氧化氮、二氧化硫、一氧化碳等有毒气体,会造成严重的环境污染[2].尽管如此,爆炸复合法在中厚复合板的制备上具有不可替代的优势[10].
2.2 轧制复合法
轧制法是通过轧辊的压力使不同的金属板材发生塑性变形而焊合在一起,是应用最为广泛的LMCs制备方法.轧制法又可以分为很多不同种类,包括冷轧(CRB、ARB)、温轧、热轧和液态金属轧制法等.冷扎法需要的首次压下量比较大,一般高达60%~70%[2],适合于塑性较好的材料,由于轧制完的材料具有较大残余应力,需要后续热处理消除应力,调控性能.温轧和热轧是在加热条件下对材料进行轧制,适合于塑性较差的金属.热轧要求材料表面清洁、活化,但活化表面在轧制过程中容易氧化,影响复合结果,通常需要通氩气进行保护[11].液态金属轧制法将两种不同的金属液分别从双辊铸机上、下辊侧边的浇注口注入,随着轧辊的转动,未凝固的金属液体在铸机入口附近形成混合层,当上下轧辊咬合时,上下两层金属被轧制成形[2].该方法省去了浇注、轧板等过程,可直接制备双金属LMCs材料.这些轧制法中,冷轧法应用最为广泛,其最大的优点是可以批量生产较大尺寸的LMCs板,且生产成本较低.
2.3 热压扩散法
热压扩散是在低于材料熔点的温度下(约0.5Tm~0.8Tm,Tm为熔点温度),以及不使材料出现变形的压力下(约 0.5~50 MPa),使金属板材紧密接触,利用界面出现的原子扩散而实现结合[12].该方法的优点是可对性能和尺寸相差很大的材料进行复合,成本效益高且操作简单.其次,由于压力较小,金属片层没有发生宏观变形,残余应力小.热压扩散制备的LMCs需要较长的扩散时间才能实现界面较强的结合强度,因此热压扩散法制备LMCs的周期较长.在较高的加工温度下,晶粒尺寸会变大,导致材料的强度降低,所以热压扩散法制备的LMCs的强度始终不能令人满意,通常热压扩散之后再通过轧制提高界面结合强度[13].
2.4 沉积复合法
沉积复合法是一类“自下而上”的层状材料制备方法,主要包括物理气相沉积、电化学沉积和喷射沉积.物理气相沉积是在真空条件下,将材料源— —固体或液体表面气化成气态原子、分子或部分电离成离子,并通过低压气体沉积在基体表面上的技术.物理气相沉积最大的优点就是可以在纳米尺度范围内精确控制LMCs单个层的厚度.电化学沉积是指在外加电场的作用下电流通过电解质溶液中正负离子的迁移并在电极上发生得失电子的氧化还原反应而形成镀层的技术.对于由常规加工技术很难加工的金属,如高熔点高硬度的金属钨、陶瓷等,电化学沉积技术都可以实现LMCs的制备[14].这些方法通常耗时较长,而且不适合生产大规模、大尺寸的片材或体材,通常用来制备工程材料表面的功能涂层.喷射沉积法其基本原理是将一种金属溶解雾化后,将其喷射到另一种金属基材上,从而获得成分均匀、组织细密的复合板材[15].
除了上面提到的几种沉积技术,直接能量沉积(DED)技术也是极具潜力的LMCs制备方法,DED技术的同轴送粉特征使得该技术在材料的设计和制备上具有很高的自由度,图2给出了直接激光沉积技术(DLD)制备LMCs的示意图,交替改变打印粉末的种类,便可得到所需的层状材料.目前的DED设备最多具有四个同轴送粉的粉末料斗,可以制备由2~4种材料组成的LMCs.
3 LMCs的研究现状
3.1 爆炸复合法研究现状

图2 DLD 制备 LMCs 示意图Fig.2 Schematic of LMCs prepared by DLD
爆炸复合法由于条件比较苛刻,近些年的研究报道相对较少.国内洛阳船舶材料研究所和洛阳孙瑞金属包覆材料有限公司对爆炸法制备镁合金层状材料进行了大量研究,包括AZ31/(1060,5083,TA2,S31603 和 Q345 R)等材料体系[16].此外,东北大学、长安大学、太原理工大学、沈阳理工大学和空军工程大学等高校也有报道对爆炸复合法制备LMCs的研究,其研究内容包括对工艺、组织、界面行为、力学性能、疲劳性能、电化学腐蚀性能等的研究,除了Mg/Al,还包括 Ti/Steel、Ti/Steel/Ti、Al/steel和哈氏合金/Steel等材料体系.就材料体系而言,爆炸复合法制备的LMCs在国内主要应用于军工、船舶等领域.目前国外从事爆炸复合材料生产和研发的企业主要有美国的DMC公司和日本的旭化成公司,其产品广泛应用于电力、化工、湿法冶金和近海工程等领域[17].
3.2 ARB 技术研究现状
近三十多年来,关于LMCs的研究从未停止,科研工作者针对不同的材料体系、不同的制备技术及工艺参数进行了大量研究,ARB技术被认为是生产两种或多种组分LMCs最合适的方法.许多双金属结构,例如 Al/Al、Al/Cu、Al/Ti、Al/Ni、Cu/Ta、Cu/Zn和Zn/Sn等都可以通过ARB工艺很好地制备.Li等[18]总结了所有可以通过CRB或ARB制备的双金属体系以及它们的晶体结构,如图3所示.除了双金属结构,很多三金属结构,如Al/Ti/Al、Al/Cu/Sn、Al/Cu/Sn 和 Al/Ti/Mg 等,也可以通过ARB工艺生产.与单种材料相比,LMCs通常具有更好的疲劳强度.对于不同类型金属材料的组合,界面处存在强度和弹性模量的梯度,这将导致裂纹的扩展在接近软–硬材料界面处受到阻碍而发生分支,从而延长材料的疲劳寿命.此外,ARB技术的大塑性变形特征导致很多材料体系通过ARB工艺都可以获得超细晶微观结构,与原始的粗晶材料相比,其强度和疲劳性能进一步提高[19−22].

图3 可以通过CRB或ARB制备的双金属体系以及它们的晶体结构[18]Fig.3 Chart of metals suitable for cold bonding by rolling and/or by applying pressure and ARB, according to lattice structure and hardness of metals[18]
近五年来,除了针对不同材料体系的研究,轧制过程中的塑性不稳定问题也被广泛提及和研究.在轧制过程中,LMCs材料各层显微组织变化有两种模式:一种是在轧制过程中保持层间连续性,并根据整体宏观应变减小各组分的厚度;另一种是由于较硬层在塑性变形期间发生塑性不稳定的颈缩和破碎,连续层不能保持,而形成离散的强化颗粒[23].轧制结合过程中的塑性失稳和断裂是限制层压板生产工艺及机械性能的关键因素.Mashhadi等研究了ARB制备的多种体系LMCs的微观组织和力学性能与轧制循化的关系,包括Zn/Sn[24]、Cu/Zn/Al[25]和 Al/Cu/Sn[26]等.他们发现这些体系在经过很少轧制循环后较硬层便出现明显的颈缩(图4),导致材料强度和塑性急剧降低,其他很多研究也报道了这种塑性不稳定性问题[20, 27−28].表1 列出了文献报道的几种层状材料ARB过程中的组织和力学性能变化.LMCs的优异性能大多源自于界面处的协调变形,几何必须位错在界面处的累积产生背应力强化,提高材料的强度和塑性.一旦较硬层出现塑性失稳,这种协调变形机制将不复存在,导致强度塑性降低.另外,Kümmel等[20]研究证明,层状界面处明显的硬度梯度是LMCs产生裂纹分叉的先决条件,若硬层出现颈缩失稳,硬度梯度被破坏,材料的疲劳性能也会变差.
Reihanian与Naseri[29]利用解析模型预测金属ARB结合过程中硬层发生颈缩和断裂的临界应变,他们利用失稳判据确定颈缩的临界应变,根据Cockcroft判据 和Latham判据预测断裂的临界应变.该模型预测出颈缩和断裂的临界应变随硬层厚度比、强度系数比和加工硬化指数的增大而增大,随软层加工硬化指数的增大而减小.利用实验验证该模型,结果如图5所示,除了Al/Cu预测值与实测值较为接近外,其他材料体系预测值都远低于实测值甚至是预应变.ARB每道次的等效应变都很大(0.5~0.8)[18],实验过程中很难观测到颈缩发生的临界点,这会导致预测值与实测值之间的偏差.此外ARB过程中重复的切割、堆垛和轧制连接也给模型的建立带来了巨大的挑战.除了解析模型,Wang等[30]提出了一种新的有限元模型,采用映射解法(网格再划分分析法)将变形解从变形网格中转移到一个新的循环网格中,可以很好地模拟ARB中的不连续过程.通过实验验证,该模型对Al/Al层状材料具有很好的适应性(图6),对于其他材料体系的适应性如何还未见报道.

图4 Zn/Sn 复合材料 ARB 制备过程中的 SEM 照片.(a)0 循环(最初的三明治结构);(b)一个循环;(c)两个循;(d)三个循环;(e)四个循环;(f)五个循环;(g)六个循环;(h)七个循环[24]Fig.4 SEM micrographs of ARB processed Zn/Sn composites after: (a) zero cycle (primary sandwich); (b) one cycle; (c) two cycles; (d) three cycles;(e) four cycles; (f) five cycles; (g) six cycles; (h) seven cycles[24]

表1 不同层状材料ARB过程中组织和性能的变化Table 1 Changes in structure and properties of different layered materials in the process of ARB

图5 解析模型预测结果[29]Fig.5 Prediction results of analytical model[29]
3.3 热压扩散法制备 LMCs 研究现状
关于热压扩散法制备LMCs的报道,近年来主要是针对Ti/Al材料的研究.Ti–Al金属间化合物因为具有高的比强度、抗腐蚀、抗蠕变等性能,成为航空航天领域极具潜力的结构材料,但金属间化合物的本质导致Ti–Al块体材料韧性极差,严重削弱了其竞争优势.Rohatgi等[31]通过Ti元素和铝箔,在高温高压下制备了Ti/TiAl3 LMCs,发现该LMCs在断裂韧性上比块体Al3Ti有一个数量级的提高.表现出了优异的刚度、韧性和比强度组合.之后物理磁溅射、喷射气相沉积、物理气相沉积、电镀、爆炸焊接等方法都被用于制备Ti–Al LMCs,但大多数工艺都需要昂贵复杂的工具,限制了其应用.近年来,热压结合工艺也被成功地用于生产钛铝复合材料.Fan等[32]利用真空热压扩散技术制备了Ti/Al LMCs,并对其疲劳性能进行了研究,发现由于较厚的元素扩散层和优异的协调变形能力,Ti/Al LMCs表现出增强界面结合强度和更好的综合疲劳性能.Zhu等[13]研究了真空热压扩散法制备的TC4/TiAl层状复合材料,发现其抗弯强度较单一TiAl材料提高了约90%,拉伸强度提高了约20 MPa.Liu等[33]利用超声波固化辅助热压烧结技术制备了碳纤维增强Ti/TiAl层状材料,研究发现相比于未加碳纤维的Ti/TiAl层状材料,复合材料的抗拉强度和延伸率都有所提高.
3.4 沉积法制备 LMCs 研究现状
近年来,电化学沉积法在制备层状复合涂层方面取得了不错成绩,研究发现多层复合涂层具有很多优于单种涂层的性能.Torabinejad等[34]研究了Fe/Ni/Al2O3多层涂层的耐磨性能,指出层状结构可以改善纳米晶涂层的机械性能,特别是耐磨性.Elias[14]和Allahyarzadeh[35]等研究了电沉积法制备的层状Ni/W涂层的电化学腐蚀性能,结果表明与单种涂层相比,多层复合涂层具有更好的抗局部腐蚀能力,对基体具有更好的保护作用.如图7所示,对于层状复合涂层,腐蚀介质在层间界面横向扩散,极大地减缓了孔蚀的深度,对基材具有很好的保护作用;而对于单层合金涂层,孔蚀很快破坏涂层,腐蚀介质很快到达基体,造成基材的腐蚀.在生物医用材料领域,Peng等[36]利用轴向磁场增强电弧离子镀工艺在316不锈钢基材上制备TiCu/TiCuN多层复合涂层,研究证明该涂层具有良好的耐腐蚀性能、可比的机械性能、优异的抗菌能力以及良好的生物相容性.

图6 Al/Al层状材料有限元预测结果与实验结果对比[30].(a)3 道次之后的拉伸应力应变曲线;(b)、(d)实验过程中 AA1050/AA6061 LMC 1 道次、3道次拉伸试验拉伸断口光镜照片;(c)、(e)AA1050/AA6061 LMC 1道次、3道次拉伸试样模拟结果Fig.6 Comparison of finite element prediction results and experimental results of Al/Al LMCs[30]: (a) strain-stress curves obtained from tensile tests of 3-ARB processed composites; tensile fracture for (b) 3-ARB, and (d) 1-ARB AA1050/AA6061 observed by OM in the experiment; simulated in the tensile sample of (c) 3-ARB, and (e) 1-ARB AA1050/AA6061

图7 涂层腐蚀示意图.(a)层状复合涂层;(b)单种合金涂层腐蚀示意图[14]Fig.7 Corrosion schematic diagram: (a) multilayer coatings; (b) monolayer coatings[14]
除了电化学沉积技术,其他沉积技术的研究报道相对较少.在能源领域,高强度导体因其强度与导电性的结合而备受关注,在大型集成电路、高场磁体、微电子器件领域具有很大的技术意义[37].10年前,Ghalandari与 Moshksar[38]利用 ARB工艺将具有优异导电性能的银、铜两种金属结合,首次制成了具有极高导电性和高强度的Ag/Cu LMCs,表2总结了Ag/Cu材料的相关性能.Huo等[39]利用磁控溅射的方法制备Ag/Cu LMCs,并对其进行退火处理,发现与沉积态相比,退火后Ag/Cu LMCs硬度提高了6%~16%,电阻率降低了6%~12%,说明通过热处理可以进一步提高高强度和高导电性的良好结合.

表2 Ag/Cu 层状复合材料的性能Table 2 Properties of Ag/Cu LMCs
近年来,增材制造技术在功能梯度材料的制备上掀起了研究热潮.在航空航天领域,科研工作者们对Ti6Al4V–Inconel 718、Ti6Al4V–SS 316/SS 304L、SS304 L–Inconel 625 和 SS316– Inconel 718等功能梯度材料进行了大量研究,取得了不错的成果[40].在生物医用领域,Lima等[41]利用DLD技术制造了一种新型 Ti–35Nb–15Zr/ Ti–25Nb–8Zr/CP–Ti模量梯度骨科植入材料,实现了模量在75~110 GPa的渐变.Behera等[42]利用DLD技术在Ti6Al4V表面制备了TiO2–HA(羟基磷灰石)功能梯度涂层,以增强整形外科植入物的生物相容性和生物活性.Liu与DuPont[43]通过DLD技术制备了TiC–Ti功能梯度材料,提高了CP–Ti的耐磨性能.Zhang等[44]通过DLD技术制备了Ti6Al4V/Ti36Nb2Ta3Zr0.2O层状材料,研究表明该层状钛合金具有优异的综合性能.南阳理工大学的Markandan等[45]利用一种新的增材制造技术— —选择性热熔化(Selective heat melting,SHM)制备出了 Cu/Fe LMCs,如图8所示.此外,随着设备的不断发展更新,具有两个或多个粉末缸的SLM设备已经问世,选择性激光熔融(SLM)也是一种潜在的制备功能梯度金属材料或层状材料的新技术.
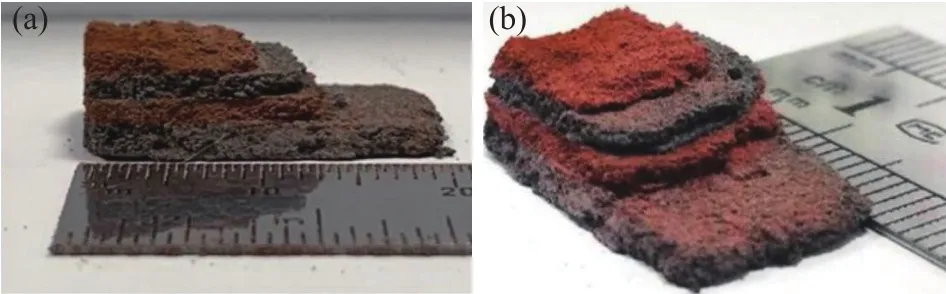
图8 SHM 法制备的 Cu/Fe 层状材料[45].(a)侧视图;(b)等轴侧视图[45]Fig.8 Cu/Fe fabricated using the SHM technique[45]: (a) side view; (b) isometric view[45]
4 结论与展望
以上文献调研结果表明,LMCs由于具有单一材料难以实现的综合优异性能的结合,从古至今都占据重要地位.不同的LMCs制备技术具有各自不可替代的优点,所制备的材料在军工、船舶、航空航天、汽车和能源领域得到了广泛应用,在医疗领域也表现出良好的应用潜力.现有关于LMCs的研究主要包括以下几个方面:(1)原有材料体系性能优化;(2)针对新的性能要求开发新的材料体系;(3)解决现存的问题,如ARB过程中的塑性稳定现象等;(4)新制备技术的探索.
近年来,很多文献报道通过外加磁场[46]、超声波[47]等手段提高增材制造技术制备材料的性能,若将这一思路引入LMCs的制备,或许对提高其性能有所帮助.此外,多种LMCs制备方法结合,也有望实现材料性能的提高,如第3节中提到的热压扩散法和轧制复合法的结合.
LMCs往往是为了满足特定的性能而设计,如强度与塑性的结合、强度与耐蚀性的结合、高温强度与抗氧化能力的结合、强度与模量的结合等等.但一直以来,LMCs的设计都是根据经验选材,然后实验验证,缺乏有效的理论依据.Cohades等[48]报道了具有拉伸延性的LMCs的设计准则,他们通过理论计算发现,根据混合物的等应变规则,应变和应变速率敏感性材料构成的复合材料的延伸率可以通过仅与成分材料应变强化系数n、应变速率敏感性系数m以及强度常数K有关.指出可以采用n、m、K3个参数对由应变敏感材料和应变速率敏感材料构成的LMCs的拉伸延伸率进行有效预测.虽然该准则对于应变强化和应变速率强化不敏感的材料预测误差较大,但该研究对于LMCs材料的设计具有里程碑式的意义.此外,对于其他性能要求的LMCs的设计理论依据还未见报道,该领域还有很大的发展空间.
模拟是近几年的研究热点,尽管目前关于LMCs材料性能的模拟效果并不理想,但却有很大的发展前景.若能通过模拟的手段较为准确地预测轧制过程中不同材料的变形状态,便可以在最短的时间获得最佳的轧制变形量,提高轧制复合板的综合性能.
关于制备LMCs的新技术,增材制造技术具有非常大的潜力.一方面“增材”的特征给了LMCs更多的设计性和可塑性,参数的改变可以很好地对组织、性能进行调控;另一方面,增材制造技术设备简单,生产周期短,成本相对较低,既可实现批量生产,也可用于定制化生产.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
口腔护理用品工业(2021年4期)2021-11-02
制造技术与机床(2019年8期)2019-09-03
重型机械(2019年3期)2019-08-27
模具制造(2019年3期)2019-06-06
上海建材(2018年4期)2018-11-13
制造业自动化(2017年2期)2017-03-20
焊接(2016年9期)2016-02-27
新疆钢铁(2015年2期)2015-11-07
应用化工(2014年1期)2014-08-16