编织袋热合装置
2021-01-21 10:44:32王仁龙整理
塑料包装 2020年6期
王仁龙 整理
一、概述
双层的编织袋袋口对齐后,需要将袋口内折后热压,编织袋袋口热合时,由于内折后的重叠部分存在气体,热合后,气体容易残留在编织袋袋口内折部分里,影响后续的封口工序。
为了解决现有技术中内折后的编织袋袋口热合后有气体残留的技术问题,本文介绍一种编织袋热合装置。
二、技术方案
一种编织袋热合装置,热合舌板,热合舌板连接有热合舌板驱动机构,通过热合舌板驱动机构驱动热合舌板,热合舌板能够进入编织袋袋口,热合舌板上设置有编织袋袋口排气成型结构,上加热板,上加热板连接有上加热板驱动机构,通过上加热板驱动机构驱动上加热板,上加热板能够贴合至热合舌板的上表面,进行加热,下加热板,下加热板连接有下加热板驱动机构,通过下加热板驱动机构驱动下加热板,下加热板能够贴合至热合舌板的下表面,进行加热。
编织袋袋口排气成型结构包括固定设置在热合舌板前部上表面和下表面上的导入钢筋,导入钢筋的后端和热合舌板的表面前部固定连接,导入钢筋的前端呈直线向前延伸,导入钢筋的前端不超出热合舌板的前端面。
为了便于编织袋袋口顺利进入导入钢筋和热合舌板之间,避免编织袋袋口弯曲或错位,导入钢筋的前端朝远离热合舌板表面的方向折弯翘起,形成折弯翘起部。
为了保证编织袋袋口热合时的排气畅通,上加热板的下表面上开设有上U形凹槽,上U形凹槽和热合舌板上表面的导入钢筋相对应,当上加热板的下表面贴合至热合舌板的上表面时,热合舌板上表面的导入钢筋贯穿于上U形凹槽内。
为了保证编织袋袋口热合时的排气畅通,下加热板的上表面上开设有下U形凹槽,下U形凹槽和热合舌板下表面的导入钢筋相对应,当下加热板的上表面贴合至热合舌板的下表面时,热合舌板下表面的导入钢筋贯穿于下U形凹槽内。
三、有益效果
本技术的编织袋热合装置,通过将热合舌板伸入编织袋袋口中,编织袋袋口位于热合舌板和导入钢筋之间,然后通过上加热板和下加热板,上下夹紧热合舌板,使得编织袋袋口热合固定,并形成间隔的排气通道,编织袋袋口热合平整,便于后续加工,热合工位自动化,效率高。
四、附图说明

图1 本技术待加工的编织袋的结构示意图
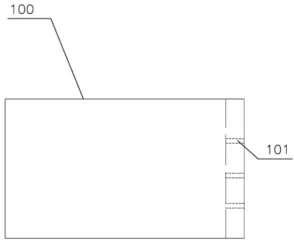
图2 本技术热合后的编织袋的结构示意图

图3 本技术的结构示意图
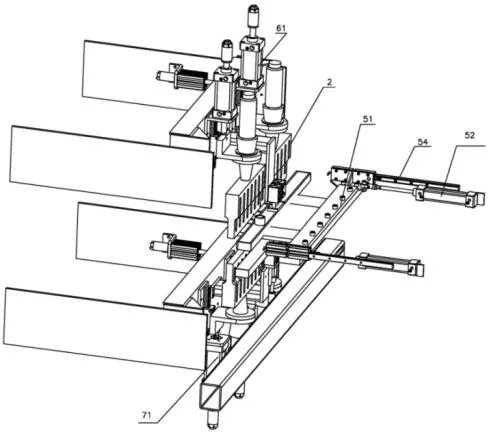
图4 本技术的结构示意图

图5 本技术的热合舌板的结构示意图
五、具体实施方式
实施列:
如图1-5所示,是本技术最优实施例,一种编织袋热合装置,包括热合舌板1,热合舌板1连接有热合舌板驱动机构,通过热合舌板驱动机构驱动热合舌板1,热合舌板1能够进入编织袋袋口,热合舌板驱动机构包括舌板连接板51和舌板驱动气缸52,热合舌板1的后端和舌板连接板51固定连接,舌板驱动气缸52为两个分别和舌板连接板5的两侧连接,两个舌板驱动气缸52同步驱动舌板连接板51前进和后退,为了保证舌板驱动气缸52的直线移动,避免偏差,每个舌板驱动气缸52连接有直线导向机构,直线导向机构包括滑配合的直线滑块53和直线滑轨54,每个舌板驱动气缸52连接有一个直线滑块53,直线滑块53对应一个直线滑轨54,直线滑轨54位于舌板驱动气缸52的外侧,前后方向设置,舌板驱动气缸52的缸体固定在机架上,直线滑轨54也固定在机架上。
热合舌板1上设置有编织袋袋口排气成型结构,编织袋袋口排气成型结构包括固定设置在热合舌板1前部上表面和下表面上的导入钢筋4,导入钢筋4的后端和热合舌板1的表面前部固定连接,导入钢筋4的前端呈直线向前延伸,导入钢筋4的直线延伸部分和热合舌板1的表面之间具有间距,便于编织袋袋口塞入,导入钢筋4的前端不超出热合舌板1的前端面。导入钢筋4的前端朝远离热合舌板1表面的方向折弯翘起,形成折弯翘起部41。热合舌板1前端的两边的拐角处呈直角倒角状,便于进入编织袋袋口。
上加热板2,上加热板2连接有上加热板驱动机构,通过上加热板驱动机构驱动上加热板2,上加热板2能够贴合至热合舌板1的上表面,进行加热,上加热板驱动机构包括上加热板纵向驱动气缸61和上加热板横向驱动气缸62,上加热板纵向驱动气缸61的下端为伸缩端,上加热板纵向驱动气缸61的下端通过第一连接板和上加热板2固定连接,上加热板纵向驱动气缸61的缸体通过第二连接板固定设置在上槽钢上,上槽钢的两侧分别设置有上安装板63,上安装板63固定在机架上,上加热板横向驱动气缸62为两个,两个上加热板横向驱动气缸62的缸筒分别固定设置在上安装板63上,两个上加热板横向驱动气缸62的伸缩端分别和上槽钢的两侧相连接,两个上加热板横向驱动气缸62同步驱动上槽钢前进或者后退。
下加热板3,下加热板3连接有下加热板驱动机构,通过下加热板驱动机构驱动下加热板3,下加热板3能够贴合至热合舌板1的下表面,进行加热。下加热板驱动机构包括下加热板纵向驱动气缸71和下加热板横向驱动气缸72,下加热板纵向驱动气缸71的上端为伸缩端,下加热板纵向驱动气缸71的上端通过第三连接板和下加热板3固定连接,下加热板纵向驱动气缸71的缸体通过第四连接板固定设置在下槽钢上,下槽钢的两侧分别设置有下安装板73,下安装板73固定在机架上,下加热板横向驱动气缸72为两个,两个下加热板横向驱动气缸72的缸筒分别固定设置在下安装板73上,两个下加热板横向驱动气缸72的伸缩端分别和下槽钢的两侧相连接,两个下加热板横向驱动气缸72同步驱动下槽钢前进或者后退,
上加热板2的下表面上开设有上U形凹槽21,上U形凹槽21和热合舌板1上表面的导入钢筋4相对应,当上加热板2的下表面贴合至热合舌板1的上表面时,热合舌板1上表面的导入钢筋4贯穿于上U形凹槽21内。下加热板3的上表面上开设有下U形凹槽31,下U形凹槽31和热合舌板1下表面的导入钢筋4相对应,当下加热板3的上表面贴合至热合舌板1的下表面时,热合舌板1下表面的导入钢筋4贯穿于下U形凹槽31内。
工作原理:
工作时,经过内折后的编织袋袋口(如图1所示)被输送装置输送至上加热板2和下加热板3之间,为了保持编织袋袋口的张开形态,编织袋100的上方设置有上吸盘,下方设置有下吸盘,舌板驱动气缸52的伸缩端向前伸出,带动舌板连接板51向前运动,从而使得热合舌板1的前端能够进入编织袋袋口中,导入钢筋4前端的折弯翘起部41,能够导向编织袋袋口顺利进入导入钢筋4和热合舌板1之间,导入钢筋4在热合舌板1的表面上呈多个均匀平行设置,避免编织袋袋口弯曲、错位或者折皱,然后上加热板横向驱动气缸62伸缩端运动,带动上槽钢前后运动,从而调整上加热板2的前后位置,调整到位后,将上加热板纵向驱动气缸61的伸缩端向下伸出,带动上加热板2向下,使得上加热板2压紧在热合舌板1的上表面上进行热合,热合舌板1上表面的导入钢筋4贯穿于上U形凹槽21内,因此,热合舌板1上表面的导入钢筋4下方的编织袋袋口部分不和上加热板2接触,不进行热合,下加热板3的运动过程同理,下加热板横向驱动气缸72伸缩端运动,带动下槽钢前后运动,从而调整下加热板3的前后位置,调整到位后,将下加热板纵向驱动气缸7的伸缩端向上伸出,带动下加热板3向上运动,使得下加热板3压紧在热合舌板1的下表面上进行热合,热合舌板1下表面的导入钢筋4贯穿于下U形凹槽31内,因此,热合舌板1下表面的导入钢筋4上方的编织袋袋口部分不和下加热板3接触,不进行热合,最终形成如图2所示的排气通道101。
本技术专利信息:
申请号:CN201921737710.7
申请日:20191016
公开(公告)号:CN210881119U
公开(公告)日:20200630
IPC分类号:B31B70/64
猜你喜欢
四川水利(2022年5期)2022-10-29 13:00:02
工业建筑(2022年4期)2022-07-27 03:24:28
橡塑技术与装备(2021年6期)2021-03-19 08:11:08
塑料包装(2020年3期)2020-08-04 12:20:56
制造技术与机床(2018年10期)2018-10-13 06:37:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
塑料包装(2015年2期)2015-12-20 08:08:49
塑料包装(2015年1期)2015-09-26 12:23:42
塑料包装(2014年6期)2014-09-16 03:50:44
数学教学(2013年9期)2013-12-12 03:59:34