300 MW 燃煤锅炉制粉系统自燃和爆燃分析与防治
2021-01-16 13:31:04闫东海刘建航马国智
山东电力技术 2020年12期
闫东海,刘建航,刘 龙,马国智,王 志
(国家能源菏泽发电有限公司,山东 菏泽 274032)
0 引言
制粉系统作为燃煤机组重要系统之一,对机组的安全运行起着至关重要的作用[1]。随着燃料市场成本的不断变化,燃煤市场供应紧张、煤种品质复杂多变给制粉系统的稳定运行带来巨大挑战[2]。某发电厂两台300 MW 燃煤锅炉采用正压直吹式制粉系统,曾多次发生锅炉制粉系统自燃、爆燃事故,严重影响机组锅炉的安全稳定运行。通过控制磨煤机出口温度、就地测量磨煤机回粉阀处温度等方式,有效遏制了制粉系统自燃和爆燃事件的发生,有效保证了锅炉的安全稳定运行。
1 基本概况
发电厂二期3 号、4 号两台300 MW 燃煤锅炉为某公司生产的W 型火焰燃烧方式锅炉。锅炉为单炉膛、平衡通风、一次中间再热,亚临界参数自然循环锅炉,蒸发量为1 025 t/h,设计煤种为85%无烟煤及15%半无烟煤[3]。锅炉为负压运行,炉膛前后两侧火拱处各布置了3 组直流下射狭缝式喷燃器,每组有4 只煤粉喷嘴、一支油枪,二次风间隔布置,乏气风在靠下前后炉墙侧注入。为防止结焦设有前后墙贴墙风,燃烧方式为直吹前、后下射,在炉膛内形成“W”型火焰。油枪燃用轻油,由电子点火器直接引燃,12 支油枪可带30%最大连续出力(Maximum Continuous Rating,MCR)。3 号锅炉在2015 年进行了低氮燃烧改造:对燃烧器进行改造,将乏气风进行下移、增设燃尽风、分级风(拱下三次风)改造。锅炉配备正压直吹式制粉系统,由2 台密封风机、2 台离心式一次风机、3 台双进双出磨煤机 (如图1 所示)、6台皮带式给煤机组成。
3 台磨煤机的制粉能力为锅炉MCR 时所需煤量的120%,磨煤机的具体参数如表1 所示。
2 存在问题
3 号锅炉采用烟台龙源的W 型火焰锅炉低NOx分级燃烧技术进行了低氮燃烧改造,4 号锅炉未进行低氮燃烧改造,由于煤炭市场波动,煤源供应紧张,3 号、4 号锅炉入炉煤质严重偏离设计要求,频繁出现制粉系统自燃甚至爆燃现象,给机组安全经济运行带来严重威胁[4]。2017 年10 月份以来,3 号、4号锅炉制粉系统自燃和爆燃情况统计为:
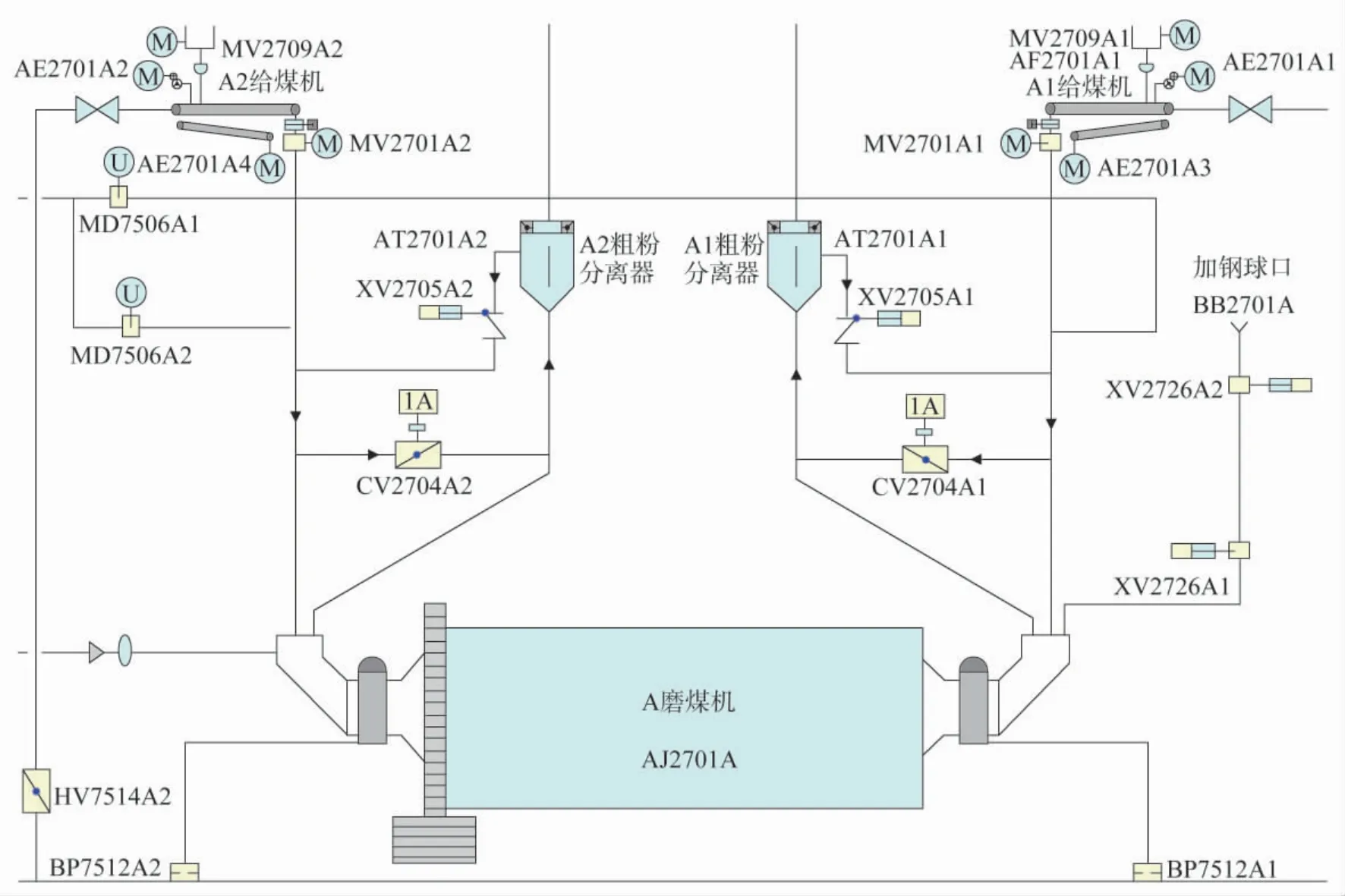
图1 双进双出磨煤机系统

表1 磨煤机性能数据(设计煤种)
2017-10-12T04∶48∶00,4 号锅炉B 磨煤机B2 端旁路风管处漏粉且有自燃现象,停止B 磨煤机运行进行处理,10 月12 日18∶05∶00,B 磨煤机启动运行;
2017-10-18T22∶00∶00,4 号锅炉B 磨煤机B2 端旁路风管处漏粉且有自燃现象,B 磨煤机热一次风管损毁,停止B 磨煤机运行;为消除此缺陷,10 月27日23∶46,停止锅炉运行,10 月30 日01∶28,机组发电机并列成功。
2017-11-08T17∶35∶00,4 号锅炉B 磨煤机B2 端出口温度迅速上升,紧急停止B 磨煤机运行,11 月8日23∶19,启动B 磨煤机运行;
2017-11-24T04∶36∶00,3 号锅炉C 磨煤机爆燃,C 磨煤机热一次风管爆裂,停止C 磨煤机运行。为消除此缺陷,12 月1 日23∶08 停止锅炉运行,12 月4日04∶10,机组发电机并列成功。
3 解决措施
经过上述分析,对3、4 号锅炉制粉系统防自燃防爆燃治理,采取切实有效的措施是保证锅炉安全经济运行的前提[5]。为此,经过相关分析和研究,总结出以下具体控制措施。
1)高度重视制粉系统防爆工作,加强和燃料运行的沟通,及时了解煤质变化,控制磨出口温度正常。当接到值长或燃料人员通知为高挥发分煤质时,应及时进行调节,并向接盘人员交代清楚,防止制粉系统自燃爆燃事故的发生[6]。尽量保证给煤量均匀,防止给煤量大幅波动。煤质挥发分较高时,维持均匀的给煤量和系统正常流动状态对制粉系统防自燃防爆特别重要。
2) 根据图2 所示,选择性催化还原(Selective Catalytic Reduction,SCR)脱硝系统入口NOx质量分数的高低对煤质挥发分高低有一定借鉴作用[7]。随着燃煤挥发分的增加,煤更易着火,在炉膛内只需较小的过量空气系数(O2)即可满足燃尽需求,降低NOx的生成量,并且呈现出稳步的下降趋势,因此可通过监视脱硝入口NOx浓度以控制磨煤机出口温度。
运行人员通过对3 号、4 号锅炉长时间调整摸索发现: 磨煤机出口温度一般应控制在120 ℃以内,SCR 入口NOx质量分数较低时,根据燃烧情况尽量控制磨煤机出口温度在100 ℃以下。机组运行过程中发现磨煤机出口温度不正常升高时,应及时开大冷风调门,以控制温度在正常范围内。4 号炉B 磨煤机正常运行中,B2 端旁路风挡板暂维持开度15%左右,以防止B2 端旁路风挡板处积粉。经过分析总结,3 号、4 号锅炉磨煤机出口温度控制如表2。
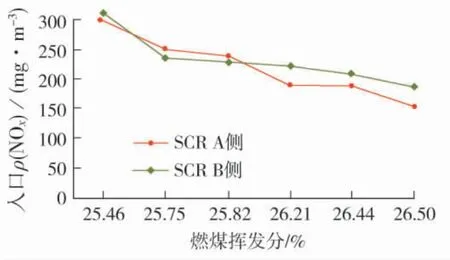
图2 SCR 入口NOx 质量分数与燃煤挥发分关系曲线

表2 锅炉磨煤机出口温度控制
3)如出现煤仓空仓、棚煤、给煤机故障等现象时,应及时汇报值长并联系处理。若短时间内能恢复正常,可减少热风,增加冷风,调整旁路风,保持磨煤机正常运行。一台给煤机出口管堵煤时,应尽快停止制粉系统进行疏通。停止磨煤机时,及时切换冷热风,降低磨出入口温度[8]。若制粉系统需停运进行内部检修,应进行充分抽粉后方可办理工作票进行工作。
4)加强设备巡回检查频率,尤其要加强对给煤机各回粉阀和旁路风门等位置的检查。发现系统漏粉缺陷,及时输入缺陷管理系统;清理积粉时,禁止用压力水直接浇注着火的煤粉,防止煤粉飞扬引起爆炸[9]。同时,加强对消防设施的检查,熟悉各类消防设施的位置和使用方法,熟悉磨煤机蒸汽灭火系统和各类消防设施的位置和使用方法[10],进行事故预想和演练,以便发生异常及时处理。
4 调整效果
2017 年10 月12 日至12 月4 日磨煤机自燃爆燃经济损失统计如下:
2017 年10 月12 日至12 月4 日,4 号炉B 磨煤机、3 号炉C 磨煤机共停运400 h,按每小时损失发电量平均6 万kWh 计算,损失发电量约为2 400 万kWh;
2017 年10 月30 日至12 月4 日,3、4 号炉停炉共计102 h,按每天损失发电量平均600 万kWh 计算,损失发电量约为2 550 万kWh;
4 号炉启停燃油约45 t,按7 000 元/t 计算,将损失31.5 万元;再加上“两个细则”考核,损失将更大。
通过对3 号、4 号锅炉频繁出现制粉系统自燃甚至爆燃现象进行分析研究,找出了原因并采取各种针有效的调整措施。2018 年以后3 号、4 号锅炉未出现一次制粉系统自燃甚至爆燃现象,避免了大量的经济损失,对机组的安全经济运行做出了贡献。
5 结语
经过分析锅炉频繁出现制粉系统自燃甚至爆燃原因,采取各种针对性措施进行调整:根据SCR 入口NOx质量分数高低来作为控制磨煤机出口温度的依据之一,并通过就地测量磨煤机回粉阀处温度等方式,有效遏制了制粉系统自燃爆燃现象,提高了锅炉运行的安全性,避免了制粉系统因自燃爆燃被迫停止磨煤机运行甚至停炉事故的发生,为同类机组运行控制提供参考。
猜你喜欢
选煤技术(2022年3期)2022-08-20 08:40:10
湖北电力(2022年6期)2022-03-27 08:54:30
今日自动化(2022年1期)2022-03-07 09:34:14
现代面粉工业(2018年6期)2018-02-14 20:47:58
广西电力(2016年4期)2016-07-10 10:23:38
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
中国煤层气(2015年6期)2015-08-22 03:25:30
现代企业(2015年7期)2015-02-28 18:54:18
现代企业(2015年3期)2015-02-28 18:46:58
河南科技(2014年22期)2014-02-27 14:18:12