
煤矿通信柜内单芯软光缆收缩率研究
2021-01-12 11:44张贵生朱艳娜
辽宁工业大学学报(自然科学版) 2020年6期
张贵生,朱艳娜,张 明
(1.安徽理工大学 深部煤矿采动响应与灾害防控国家重点实验室,安徽 淮南 232001;2.安徽理工大学 经济与管理学院,安徽 淮南 232001)
煤矿通信柜是井下光通信系统的重要枢纽,是主干光缆与分支光缆互连、光信号传输的桥梁[1],单芯软光缆(以下简称“软光缆”)是煤矿通信柜内光连接器件常用的光信号中继线[2],其两端卡接有连接器[3]。煤矿现有软光缆在长时间使用时会出现连接器易脱滑、护套形变、寿命短等问题[4],在一定程度上增加了光传输误码率,严重影响光通信质量。收缩率是软光缆及其连接器稳定性的主要影响因子[5-6],因此,研究软光缆收缩率对解决煤矿通信柜内软光缆连接器的稳定性具有重要意义。
软光缆结构从内至外依次为涂覆光纤、紧套层、加强构件和护套[7],其中涂覆光纤一般采用单模光纤[8],与紧套层合称为紧包光纤,加强构件通常采用扎纱或芳纶,护套由PVC 材料挤塑而成[9-10]。PVC 颗粒经挤塑后形成护套,再经降温、牵引、收线等工艺后[11],紧密排列在收线盘上。由于护套本身较为柔软且具有伸缩性,待软光缆从收线盘上释放出来后,会产生收缩效应[12-13],主要包括瞬间收缩和慢性收缩2 种现象。瞬间收缩效应,轻则浪费紧包光纤,影响壁厚、米距等参数,重则紧包光纤受力[14],增加光信号传输损耗;慢性收缩效应会影响软光缆连接器的牢固性,长期使用会产生脱滑现象[15],严重影响软光缆连接器的使用寿命。因此,从软光缆加工制造设备、工艺参数切入,才能从根本上解决收缩率问题。
1 软光缆收缩率实验方法
常用软光缆包括2 种规格:Φ2.0 和Φ3.0。根据客户要求,Φ2.0 外径范围为1.75~2.05 mm,壁厚范围为0.25~0.31 mm,牵引拉伸概率较大;Φ3.0外径范围为2.85~3.05 mm,壁厚范围为0.35~0.50 mm,牵引拉伸概率较小。为了更加符合软光缆实际使用环境,特此采用模拟实验法于常温和高温2个状态下测量收缩率。
(1)常温收缩率(η)实验方法是:根据要求选取n盘实验缆,依次去边后截取2 m,平放在测量台上,从中间再次截取1 m,截取方法是用2 只专用刀片在1 m 软光缆两端同时瞬间切割;依此法分盘截取n根样本,贴上标签加以区别实验量、生产线和软光缆规格等;最后,在室温下静放实验台24 h后重新测量,差值即为单根实验缆的η。η实验用于检验软光缆的瞬间收缩效应,通常要求ηΦ2.0<10%、ηΦ3.0<5%为合格。
(2)高温收缩率(δ)实验方法是:根据要求选取n盘实验缆,依次去边后截取1 m;缓慢抽出内部紧包光纤和加强构件,将剩余护套平放在测量台上;从中间再次截取0.5 m,截取方法是用2 只专用刀片在0.5 m 护套两端同时瞬间切割;依此法分盘截取n根样本,贴上标签加以区别实验量、生产线和软光缆规格等;最后,将样本平放在115 ℃热烘箱内4 h 后重新测量,两倍差值即为单根软光缆的高温收缩率。据阿伦尼乌斯公式推算可知,软光缆在115 ℃条件下热烘4 h 相当于25 ℃下静置20年,高温收缩率实验用于检验软光缆的慢性收缩效应,通常要求δΦ2.0<10%、δΦ3.0<5%为合格。
2 软光缆收缩率实验分析
软光缆收缩率致因包括生产拉伸和收线回缩2部分,其中,生产拉伸影响因子主要包括放线张力、挤塑温度、水温等工艺参数,收线回缩影响因子主要包括收线张力、收线回缩距离等工艺参数。为获取更加真实、全面的实验数据,现对以上影响因子逐一实验并综合分析。
2.1 生产拉伸影响因子与收缩率实验
(1)放线张力(F)与收缩率实验:目前,国内软光缆制造的放线设备以电机控制主动放线为主,以杠杆配重方式调节F。F会影响软光缆外径、黏纱、护套形变等问题,进而影响收缩率。由于F工艺值会随设备改变而改变,因此,以本实验设备为例,选择紧包光纤张力(f1)和扎纱张力(f2)为实验变量,规格Φ2.0 和Φ3.0 各选取10 盘实验缆,其余影响因子按工艺参数设定不变,分别进行常温收缩和高温收缩实验。
设备安装调试结果表明,当f1<4.2 N、f2<0.7 N时,放线架平行杆摆动幅度较大,放线不稳定,且软光缆易出现黏纱和黏紧包光纤问题;当f1>6 N、f2>0.88 N 时,光纤易受力,光传输损耗变大,因此,f1和f2的实验范围分别设定为4.2~6.0 N、0.7~0.88 N。规格Φ2.0 和Φ3.0 实验数据折线图分别如图1、图2 所示。
分析图1 和图2 可知,规格Φ2.0 和Φ3.0 在f1∈[4.6~5.4]N、f2∈[0.74~0.84]N 时,常温和高温收缩率皆合格,且f1=5 N、f2=0.8 N 为适合本设备的最佳放线张力值。
(2)挤塑温度(T)与收缩率实验:T是软光缆收缩率的最主要影响因子,包括机身温度(t1、t2、t3、t4)和机头温度(t5、t6)。T与生产设备达不到最佳匹配时,PVC 护套料无法塑化成正常的半流体状,挤出的护套不成型或有限水槽内无法完全冷却,导致牵引后压扁且拉伸量过大,此外,还易出现机头胶料、擦机困难、护套不光滑、壁内气泡、黏纱等问题,T值直接影响软光缆护套的光滑圆整度、拉伸量等参数,对软光缆收缩率具有决定性作用。由于T值会随挤塑设备和护套料的不同而产生变化,因此,以本实验挤塑设备和PVC 护套料为例,选择T值为实验变量,其余影响因子按工艺参数设定不变。
本PVC 护套料特性为:140~160 ℃开始融化、160~170 ℃呈半流体状。据安装调试实验可知,t1、t2以融化PVC 护套料为目的,设定不变;t5位于机头脖颈处,高温下易产生胶料,温度不宜超过165 ℃,且t2~t6之间的相邻温差为5 ℃最宜。因此,为了更加准确地探索T与收缩率关系,特设定表1所示实验温度。

表1 Φ2.0、Φ3.0 实验温度表 ℃
为保证PVC 护套料具有较好的半流体状挤塑效果,在产品合格前提下探寻T与收缩率关系,Φ3.0规格采用表1 中T7~T10为实验量,Φ2.0 规格采用T1~T10为实验量。按照上述实验方法分别进行常温和高温收缩实验,绘制成如图3 所示折线图,以便获取最合适的挤塑温度(T)。
由图3 分析可知,规格Φ2.0 在T1~T4实验温度下,常温和高温收缩率合格,且T1为适合本设备的最佳实验温度。这是因为PVC 护套料经t1(140 ℃)、t2(160 ℃)融化后,在t3(165 ℃)环境下变成流度较大的半流体状,再经t4、t5、t6(160 ℃)后,半流体流度减弱,挤出的较薄护套可在两级水槽内完全冷却凝固,护套光滑圆整的同时牵引拉伸量最小,从而收缩率最低。
规格Φ3.0 在T7~T9实验温度下,常温和高温收缩率合格,且T7为适合本设备的最佳实验温度。这是因为Φ3.0 壁厚较厚,单位时间内挤塑量较大,过高的温度会将PVC 护套料融化成流度较高的半流体状,且在t5、t6内无法将所有PVC 护套料的流度减弱,从而造成挤出的护套稀松、温度较高,水槽无法及时将其冷却凝固,致使牵引拉伸量变大。因此,T7才是Φ3.0 最合适的挤塑温度,这是因为t3、t4须达到165℃才能恰好将PVC 护套料全部融化成流度适中的半流体状,t6(165℃)将其保持在半流体状挤出,并在两级水槽内完全冷却凝固,实现最低收缩率。
(3)水槽、水温与收缩率分析:软光缆常用水槽包括单层两级和双层两级2 种,其中,两级为热水槽和冷水槽,单层两级水槽占地面积大、长度长,但软光缆直线运行,无拐角和导轮,机械摩擦和护套拉伸度较小;双层两级水槽占地面积小、长度短,但有拐角和导轮,易产生机械摩擦,增加护套拉伸度,综合考虑,本实验设备采用单层两级水槽结构。热水槽负责将软光缆护套初步降温凝固,工艺温度为70±5 ℃,由制冷机自动控温;冷水槽负责将护套最终冷却成型,工艺温度为25±5 ℃,由制冷机自动控温。本实验水温按工艺参数设置即可。
2.2 收线回缩影响因子与收缩率实验
(1)收线张力(G)与收缩率实验:软光缆进入收线盘之前的在线张力称为收线张力。理论上,收线张力越小,护套回缩量越大,收缩率越好,但考虑收线盘排线问题,过小的收线张力会出现排线松散、压线、排线错乱等问题,严重时导致测试台阶、护套变形,因此,合适的收线张力对软光缆生产及其收缩率至关重要。为获取排线整洁下的最小收线张力,现进行G与收缩率实验,以双盘切换为收线设备,舞蹈器为收线张力调节器,G为实验变量,按照上述实验方法分别进行常温和高温收缩实验,详细数据如表2 所示。
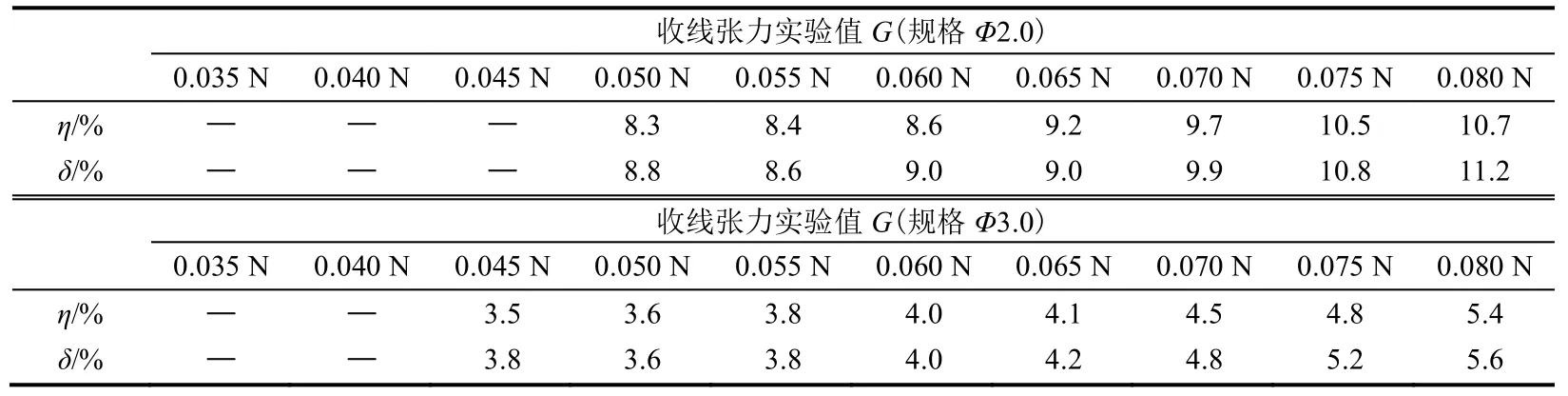
表2 G 与收缩率实验表
由表2 分析可知:规格Φ2.0 在G∈[0.050~0.070]N 内,η递增且皆合格,在0.050 N 时最低;δ在此区间内合格且变化不大,这是因为δ主要验证软光缆的慢性收缩效应,在软光缆护套未被破坏的前提下,115 ℃环境内热烘4 h 会使护套彻底收缩。综合考虑,G=0.050 N 为规格Φ2.0 下本设备的最佳收线张力。
规格Φ3.0 在0.045 N 时η最低;在G∈[0.045~0.065]N 内,η上升缓慢,δ变化不大,这是因为规格Φ3.0 的壁厚较厚,此区间G值对软光缆回缩量影响不大,而η和δ分别用于验证瞬间收缩效应和慢性收缩效应,因此,η上升缓慢,δ变化不大;当G>0.065 N 时,η和δ皆快速攀升至不合格,原因是此区间G值对回缩量的影响愈发严重。综合考虑,G=0.045 N 为规格Φ3.0 下本设备的最佳收线张力。
(2)收线回缩距离(L)与收缩率分析:牵引过后至收线盘之间的软光缆走线距离称为收线回缩距离。理论上,G越小,L越长,护套回缩量越大,收缩率越好,但考虑软光缆走线稳定性和占地空间问题,L可根据生产线实际情况合理调整。
软光缆收线设备通常采用集线器或双盘切换,其中,集线器方式下L较长,但由于集线器本身由多个凹槽轮组成,凹槽轮上轴承的旋转摩擦力会阻碍软光缆前进,致使每只凹槽轮上软光缆张力不同,从而影响回缩量,因此,集线器必须采用丝滑度较高的轴承,才能提高回缩量,降低收缩率;双盘切换方式下,通常采用舞蹈器作为收线张力调节器,同时也可延长L,所需凹槽轮轴承也必须具备较高的丝滑度,才可提高回缩量,降低收缩率。
此外,主机控制系统会影响升降速和匀速阶段下缆身外径的稳定性。通常匀速生产速度为80 m/min,较好的主控制系统可提升至120 m/min,并能够使缆身外径偏差不高于0.05 mm,缆身外径越稳定,热收缩率越均衡。
3 结束语
通过对煤矿现有通信柜内软光缆连接器的实地调研,发现了软光缆易出现脱滑、护套形变、寿命短等问题,依据生产经验推理出收缩率为主要影响因子,并制定了软光缆常温收缩和高温收缩实验方法,总结出生产拉伸和收线回缩致因,进行了放线张力(F)、挤塑温度(T)、收线张力(G)3 个变量与收缩率的现场实验和理论分析,详细解析了收线回缩距离(L)、水槽、水温和主机控制系统对收缩率的影响,最终获取适合本设备的最佳工艺参数,以最大程度地克制瞬间收缩效应和慢性收缩效应,解决实际问题,提高煤矿通信柜内软光缆连接器的稳定性和使用寿命。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
电力安全技术(2022年4期)2022-05-30
汽车零部件(2020年8期)2020-09-04
海峡科技与产业(2018年7期)2018-12-26
作文周刊·小学四年级版(2018年6期)2018-03-15
汽车实用技术(2017年8期)2017-05-13
汽车实用技术(2017年3期)2017-03-03
文苑(2016年19期)2016-12-06
文苑·感悟(2016年7期)2016-07-11
