组织不均匀性对铜基钎料特性及钎焊性能的影响
2021-01-11 08:08倪雪辉刘畅张行杨芝明
家电科技 2020年6期
倪雪辉 刘畅 张行 杨芝明
珠海格力电器股份有限公司 广东珠海 519070
1 引言
随着现代科技的发展,铜及铜合金的钎焊被广泛用于航空航天、家电、电子、通讯、仪器仪表等行业[1]。Cu-P钎料由于熔点低、自钎性好、价格低且钎焊接头强度高,在钎焊铜和铜合金方面得到广泛的应用[2]。尤其在钎焊紫铜时,Cu-P钎料具有自钎作用,钎料中的P与紫铜表面的氧化膜发生氧化还原反应,其产生的还原产物P2O5和CuO可以形成复合化合物,在钎焊温度下呈液态覆盖在紫铜表面以防止母材氧化,从而起到自钎剂的作用[3-5]。
钎料组织偏析对钎料特性和钎焊质量有很大的影响,但目前国内还缺乏这方面的量化认知和研究分析[6,7]。根据方斌等人[8,9]对目前市场上常见BCu93P铜基钎料的元素测定,不同厂家铜基钎料的元素种类及含量基本相同,但在实际焊接过程中焊工的使用手感、焊料的流动特性以及焊后的性能质量却不相同,这就和铜基钎料的微观组织有很大的关联。
目前用于空调管路件焊接中的优质铜磷钎料主要依赖进口,而进口钎料价格昂贵,增加了空调生产的成本;为了降低成本提高产品竞争力,研发国产钎料以代替进口显得尤为迫切。而目前国内厂家铜基钎料质量良莠不齐,为此,选取几种国内常见铜磷钎料,通过对不同钎料的金相组织、铺展性能、填缝性能以及钎焊接头微观组织和拉伸性能进行测试分析,研究铜磷钎料微观组织对宏观性能的影响。
2 试验材料和方法
试验材料选用四种市场上常见的BCu93P铜基钎料,钎料的形态为扁条状,尺寸1.3 mm×3.2 mm×500 mm,化学成分及熔化特性基本相同,如表1所示。

图1 润湿性试验示意图

图2 钎焊接头拉伸强度试样

图3 铜基钎料金相组织
采用400#、600#、800#、1000#金相水磨砂纸对试验样品进行预磨,后使用金刚石研磨膏、金刚石悬浊液和绒抛光布在转盘式机械抛光机上将样品精抛至光亮无粗大划痕,再浸入无水乙醇溶液中超声清洗30s,使用氯化铁盐酸水溶液腐蚀3 s后滴加无水乙醇2~3滴后快速吹干并置于Axios型光学显微镜下观察和拍照。

表1 BCu93P钎料化学成分及固液相线
根据GB/T 11364-2008《钎料润湿性试验方法》设计铜基钎料的铺展和填缝试验。铺展试验用紫铜片(TP2)尺寸为40 mm×40 mm×1 mm。试验前用400#水磨砂纸对铜片表面和钎料进行打磨,钎料保证外观圆整,重量为20 mg。用酒精超声清洗试件并吹干备用。试验温度840℃,保温时间30 s,钎剂用QJ102。铺展试验示意图如图1(a)所示。填缝试验用外铜管φ19×1.0 mm,内铜管φ16×1.0 mm,铜帽基座φ16 mm。试验前,将钎料试样切成20 mm小段,重量为10 g,尽可能放置在内管内腔中。试验温度850℃,保温时间50 s。填缝试验示意图如图1(b)所示。试验完成后,采用X射线探伤仪至少从2个方向对试管中钎料填缝横截面进行X光透视,通过Image-Pro Plus软件测量不同钎料的最高填缝高度。
采用高频感应钎焊机在空气中焊接紫铜管,焊接工作能量50%,时间20 s。采用线切割制取钎焊接头,通过光学显微镜对钎缝的显微组织进行观察。根据GB/T 11363-2008《钎焊接头强度试验方法》设计接头拉伸试验,以铜基钎料为焊材,试验材料为TP2紫铜板,进行对接铜板火焰钎焊。焊接前,首先在酸性清洗剂中超声波清洗试件表面的氧化物及杂质,其后用清水冲洗、砂纸打磨,将打磨后的试件和钎料放入酒精中超声清洗,最后用吹风机吹干备用。按图2(a)所示的示意图装配钎焊接头,紫铜板对接放置,中间预留0.1 mm的自然间隙。将钎料放置在紫铜对接缝隙上方,添加QJ102钎剂。钎焊接头实物如图2(b)所示。
将焊接件焊缝表面余高及焊根用锉刀和砂纸去除,然后将试样夹持在万能拉伸试验机上进行拉伸试验。加载速率为10 mm/min,直至试样断裂,记录试验曲线及材料的屈服强度、抗拉强度。
3 试验结果及讨论
3.1 钎料的组织及润湿特性
图3是四种BCu93P铜基钎料的微观组织形貌,亮白色的基体上分布着大量暗黑色小块,其中亮白色为Cu相,暗黑色为Cu3P相。
由图3可得,1#和2#钎料试样Cu相呈颗粒状分布,而3#和4#钎料试样Cu相呈团聚偏析状分布,前者的组织均匀性明显优于后者。四种BCu93P铜基钎料的铺展形貌如图4所示,通过Image-Pro Plus软件计算钎料的铺展面积,如表2所示。
由于各相的熔点不相同,低熔点的Cu3P相优先熔化,高熔点的Cu相后熔化,未熔的固态钎料会阻碍已熔的液态钎料的流动,使得液态钎料难以形成前驱膜,导致流动性下降[8,10]。由表2可得,1#、2#组织呈颗粒状分布的钎料铺展性优于3#、4#组织呈团聚偏析状分布的钎料,这是因为未熔的Cu相呈偏析分布,组织尺寸较粗大,对液态钎料的流动铺展阻碍较大。钎料的流动性差,可能导致熔深低、未焊透等情况,不利于钎焊连接;钎料的流动性好,可以缩短钎焊时间,从而防止母材的过烧和晶粒长大,同时也降低了能耗[9]。
填缝试验完成后,通过酸洗去除表面氧化皮,置于X射线探伤仪进行透射观察,如图5所示,其中1方向和2方向参考图1(b)。通过图像分析软件测量钎料的最高填缝高度,如图6所示。
由图6可得,1#、2#试样的填缝高度大于3#、4#试样。同样地,未熔的Cu相呈偏析状分布、组织粗大会严重阻碍液态钎料的流动性和爬升性。当钎料显微组织较为粗大时,构成各相的液体流团间的相互作用力增大,并且液体流团更易达到临界尺寸,使得熔体运动过程中液体流团间产生的内摩擦力增大,此外粗大组织加剧了晶粒间的搭接,阻碍了金属液的流动,而以上作用均会造成钎料熔体的黏度增大,因为钎料黏度本质上反映的即熔体中原子间和流团间的相互作用力大小,而钎料黏度增加会显著降低钎料的铺展性能和填缝性能[5,8-10]。
3.2 钎焊接头的组织和拉伸性能
图7是铜磷钎料的钎焊接头微观组织。光学显微镜下在界面区没有观察到裂纹及孔隙的出现,说明试验中紫铜管与铜磷钎料已实现了良好结合。钎焊过程中,高温的液态钎料可溶解少量的母材表面,使靠近母材的液态钎料中Cu相较多。焊接结束后,界面首先形成一定的过冷度,液态钎料开始凝固,界面附近液态钎料中有大量的Cu富集,形成富Cu团簇,富Cu团簇容易首先在界面处形核,垂直于界面向焊缝区生长[11]。

图4 铜基钎料铺展形貌

图5 铜基钎料填缝形貌
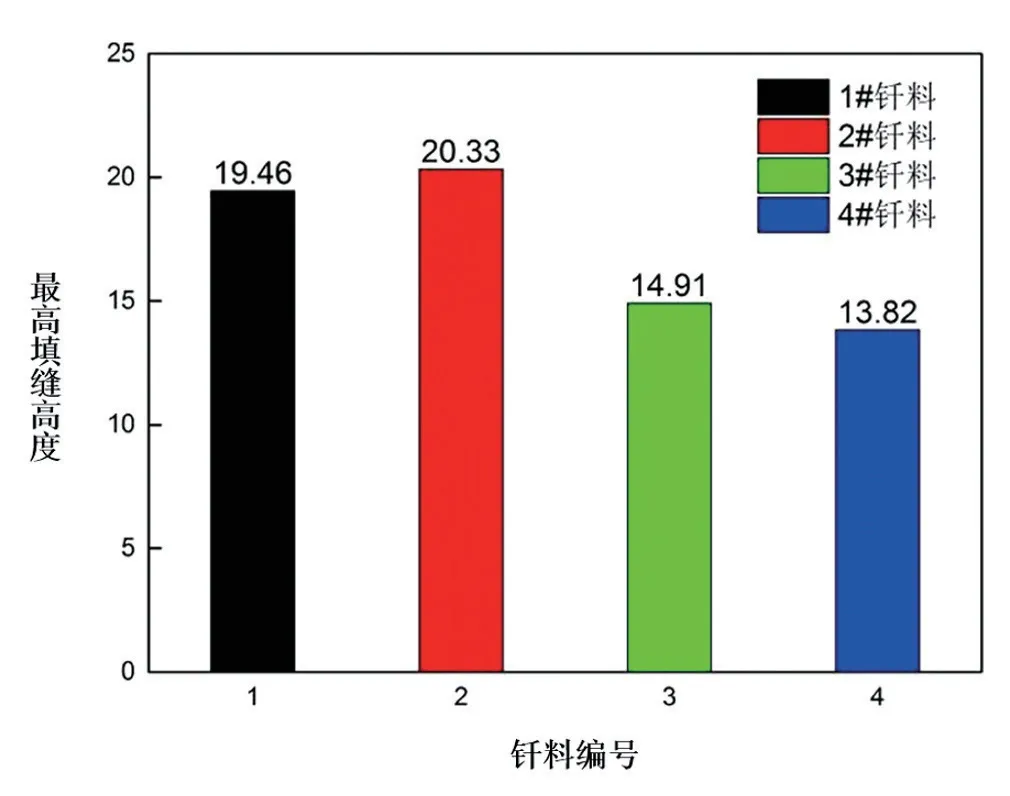
图6 铜基钎料最高填缝高度

表2 铜基钎料铺展面积计算结果

图7 钎焊接头金相组织

图8 拉伸完成试件断裂位置

图9 焊缝断裂位置SEM及EDS分析

表3 BCu93P钎料钎焊紫铜焊接接头拉伸结果
由图7可知,焊缝的显微组织主要是α-Cu固溶体、α-Cu与Cu3P的混合组织(含磷相)组成。依据含P量的不同,α-Cu与Cu3P的混合组织至少有三种形态:P含量越高,组织宏观形态越趋向于片状和点状,比较疏松;P含量越低,组织宏观形态越趋向于板条状分布,比较致密。所以,铜磷钎料的组织尺寸越细小、分布越均匀,焊后钎缝中混合组织的形态越专一、均匀性越好。由200×下的金相组织观察可得,1#和2#钎料所焊接头中α-Cu与Cu3P的混合组织的均匀性要优于3#和4#钎料;由1000×下的金相组织观察可得,1#和2#钎料所焊接头中α-Cu相的尺寸要小于3#和4#钎料。作为钎料中高熔点相,呈偏析状分布的粗大Cu相在钎焊完成后保留至钎缝中。
BCu93P钎料钎焊紫铜焊接接头的屈服强度、抗拉强度如表3所示,拉伸完成后试样如图8所示。钎焊接头的大部分试样断裂在离焊缝较近的母材处,如图8a所示,小部分试样断裂在焊缝位置,如图8b所示。
由表3可得,3#和4#钎料均有断裂在焊缝处样件,且抗拉强度和屈服强度均低于断裂在母材处试件。表明钎缝中粗大尺寸的偏析状Cu相会降低钎焊接头的拉伸强度。对断裂在焊缝位置断面进行SEM观察及EDS分析,如图9所示。
由图9a可得,焊缝断面主要为呈河流花样的韧脆性混合断口,其中夹杂光滑的镜面组织。对两个特征区域进行EDS能谱分析,Spectrum1打在光滑镜面组织,Spectrum2打在河流花样组织。结果表明,镜面组织的含P量要远远低于河流花样位置,结合之前金相分析,可以确定光滑镜面组织为初生α-Cu相单晶,这符合单晶断口为原子尺度光滑的特征,而河流花样组织为共晶α-Cu+Cu3P相。根据河流花样走势,可以确定裂纹的扩展方向,而河流花样的发散反向即断裂源,如图9a所示,光滑的镜面组织为裂纹的起始位置。这是因为,初生α-Cu相作为焊缝中较“软”的相,在拉伸应力作用下率先发生塑性应变,导致应变集中而开裂[11,12],裂纹在多个镜面组织位置形核,并沿共晶混合组织扩展。3#和4#试样钎焊接头的α-Cu相呈团聚偏析状分布,尺寸较粗大,尺寸增加必然不利于钎缝强度的改善,拉伸测试也验证了这一结论。
4 结论
(1)BCu93P钎料组织由亮白色Cu相和灰黑色Cu3P相组成,Cu相呈颗粒状或团聚状两种形态分布;
(2)Cu相呈颗粒状分布钎料的铺展性和填缝性要优于Cu相呈团聚状分布钎料。偏析状Cu相尺寸较粗大,对液态钎料的流动阻碍也较大,组织不均匀会影响钎料的铺展性和填缝性;
(3)BCu93P钎料焊缝的显微组织主要由α-Cu固溶体、α-Cu与Cu3P的混合组织组成。Cu相呈颗粒状分布钎料所焊接头中α-Cu与Cu3P的混合组织的均匀性要优于Cu相呈团聚状分布钎料,且前者α-Cu相的尺寸小于后者。α-Cu相作为焊缝中较“软”的相,其团聚分布、尺寸增加不利于钎缝强度的改善。
猜你喜欢
鞍钢技术(2021年2期)2021-04-20
河南冶金(2020年3期)2020-09-10
商品与质量(2020年7期)2020-06-13
四川冶金(2019年1期)2019-03-22
铜业工程(2018年3期)2018-07-11
山东工业技术(2017年21期)2017-11-04
数码设计(2017年4期)2017-11-01
中国有色金属学报(2016年11期)2016-12-13
浙江大学学报(工学版)(2016年2期)2016-06-05
印制电路信息(2015年3期)2015-02-05