AG螺纹安装后脱出故障研究
2021-01-11 06:20:54中国航发西安动力控制科技有限公司陕西西安710077孙莉洁
金属加工(冷加工) 2020年12期
■中国航发西安动力控制科技有限公司 (陕西西安 710077) 刘 勇 孙莉洁 金 帆
带AG螺纹的钢制螺套拧入铝合金壳体内螺纹是航空燃油附件常用的一种过盈螺纹联接结构,可以可靠地起到联接固定甚至密封的作用,广泛应用于航空发动机燃油附件紧固件的联接。在安装时使用螺纹扳手,当螺套安装到位后,则退出螺纹扳手。针对螺套安装到位后退出工装扳手时将螺套一并带出的故障进行研究,最终确定了主要原因,制定了措施,解决了脱出故障。
1. 工作机理及故障现象
AG螺纹是钢制外螺纹零件拧入铝合金机体时推荐选用的一种过盈螺纹,在自由状态下外螺纹比内螺纹中径大,内、外螺纹进行装配的过程中两者尺寸变得相等,并通过螺纹材料的弹性压缩和塑性变形,对外在施加的松动扭矩产生很大阻力,可靠地防止螺纹松动。
装配前,先使用塞规对壳体内螺纹进行分组,再选用同组别的螺套进行配对,以控制合理的过盈量,装配如图1所示。使用工装扳手1先拧入螺套2的内螺纹,然后将螺套2的外螺纹拧入壳体4的内螺纹,安装到位后,拧出工装扳手1。壳体内螺纹、螺套内外螺纹和工装扳手螺纹的相关尺寸见表1。
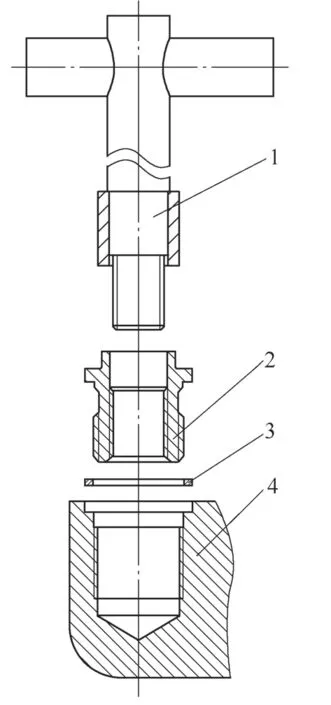
图1 装配示意
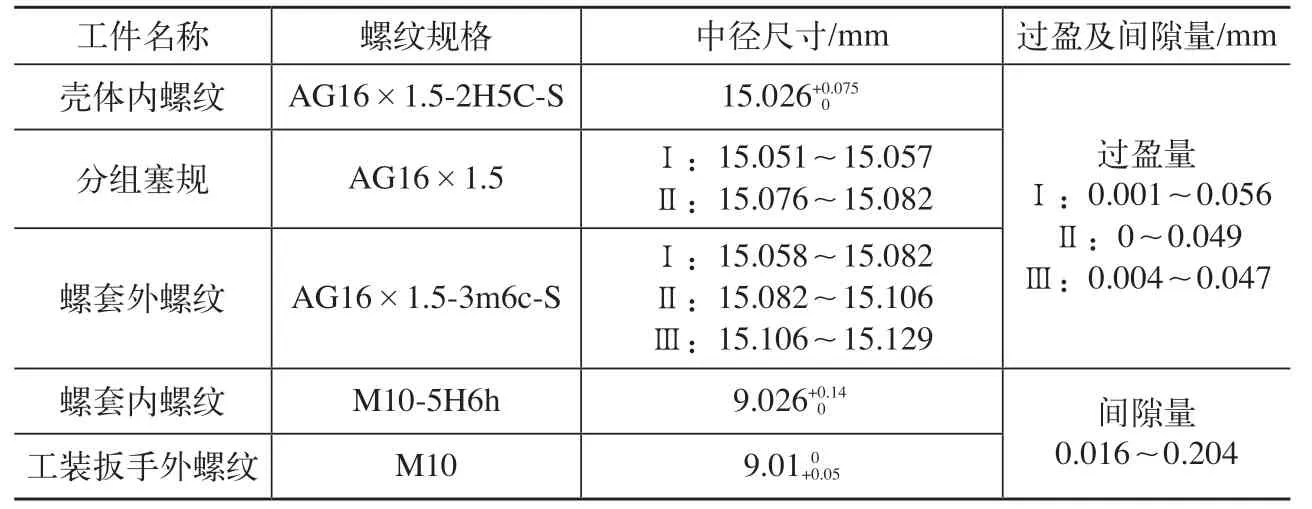
表1 螺纹相关尺寸
从表1可看出,螺套内螺纹与工装扳手外螺纹是间隙配合,螺套外螺纹与壳体内螺纹是过盈配合,按照过盈螺纹的机理,装配完成后应能顺利退出工装扳手,但现场出现了在退出工装扳手时将螺套带出的现象,此现象与过盈螺纹的工作机理相悖。
2. 故障再现试验
为准确定位故障原因,分别选取了6套壳体及螺套,进行了故障再现的试验,试验结果见表2。
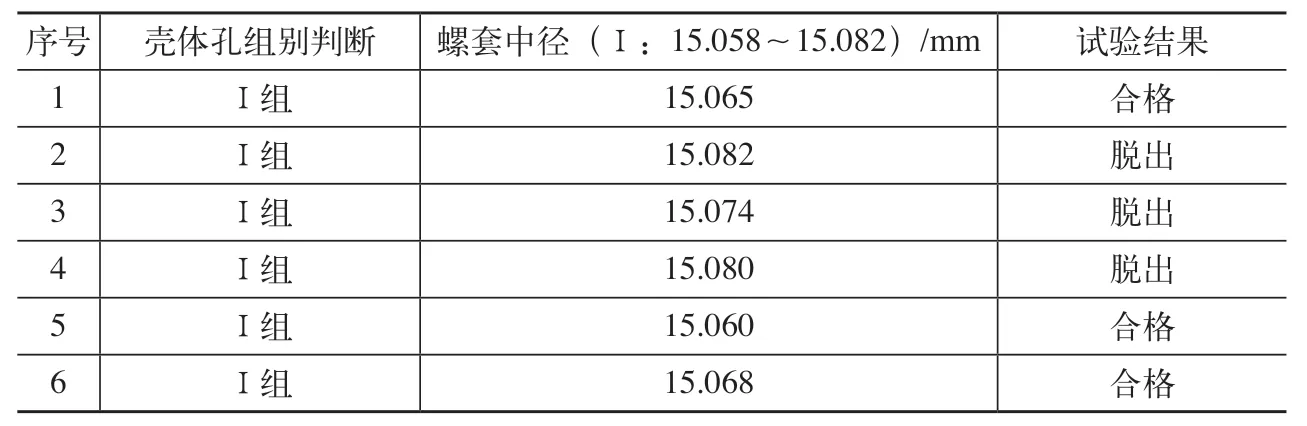
表2 故障再现试验结果
从试验结果可看出,螺套的中径偏下限时,即配合过盈量偏小时,装配后不会脱出;螺套的中径偏上限时,即配合过盈量偏大时,装配后会脱出。
根据过盈螺纹的工作机理,过盈量越大,内外螺纹牙型的压紧力及摩擦力越大,安装可靠性就越好,试验结果与过盈螺纹的工作机理刚好相反。
3. 原因分析
针对试验结果,对螺套的拧入过程进行受力分析,如图2所示。
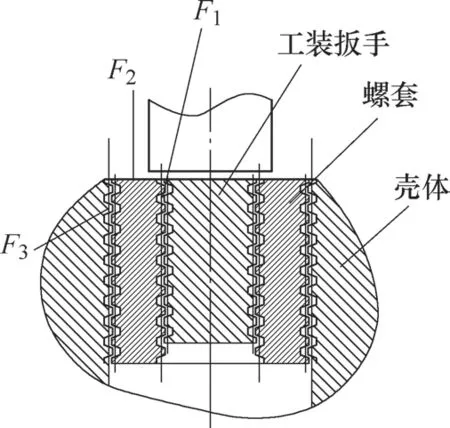
图2 螺套拧入受力分析示意
螺套拧入过程中共产生3个力:①螺套的内螺纹与工装扳手外螺纹的摩擦力F1。此处螺纹为间隙配合,摩擦力较小,在分析过程中可忽略。②工装扳手与螺套端面的摩擦力F2。因要确保螺套端面与壳体之间的垫片在拧入压紧力的作用下产生塑性变形,所以此处压紧力较大,工装扳手与螺套端面的摩擦力F2较大,且工装扳手的硬度为40HRC,螺套的硬度为38HRC,二者硬度比较接近,容易抱紧咬合。③螺套外螺纹与壳体内螺纹的摩擦力F3,此处为AG过盈螺纹,装配后会发生弹性压缩和塑性变形,摩擦力较大。
当工装扳手与螺套端面的摩擦力F2小于螺套外螺纹与壳体内螺纹的摩擦力F3时,在完成装配旋出工装扳手时,工装扳手与螺套端面的摩擦力F2的反作用力不会完全抵消AG过盈螺纹之间的摩擦力F3,就不会带出螺套。
当工装扳手与螺套端面的摩擦力F2大于螺套外螺纹与壳体内螺纹的摩擦力F3时,在完成装配旋出工装扳手时,工装扳手与螺套端面的摩擦力F2的反作用力完全抵消了AG过盈螺纹之间的摩擦力,就会带出螺套。
综上,工装扳手与螺套端面摩擦力对螺套脱出影响最大。当螺套AG螺纹的中径值偏上限时,因其过盈量偏大,导致拧入A G螺纹时工装扳手向下施加的压紧力增大,最终增大了端面的摩擦力,在旋出工装扳手的瞬间需要较大的反作用力,完全抵消了AG过盈螺纹之间的摩擦力,就容易带出螺套。此分析与故障再现中中径偏上限的螺套易脱出的现象吻合。
4. 改进措施
为减小工装扳手与螺套端面摩擦力,采取了两种改进措施。
1)在现有工装扳手与螺套之间增加高硬度垫片,加大与螺套硬度的差值梯度,以达到减小工装扳手与螺套端面的摩擦力,降低抱紧咬合程度的目的。装配时,在扳手端面与螺套端面分别增加1~2个高硬度垫片,进行安装试验,试验结果见表3、表4。通过增加1~2个垫片,有效降低了螺套处于上限时的脱出概率,但仍存在脱出故障。
2)改进工装结构,消除工装与螺套端面的摩擦力。改进后的工装如图3所示。
在安装螺套到位后,旋出螺钉,就消除了垫板与螺套端面的摩擦力,只需克服联接头与螺套内螺纹表面极小的摩擦力,就可以顺利旋出工装。使用改进后的工装进行试验,结果见表5。改进工装后,无论螺套中径值偏上限或下限,均未出现脱出故障。
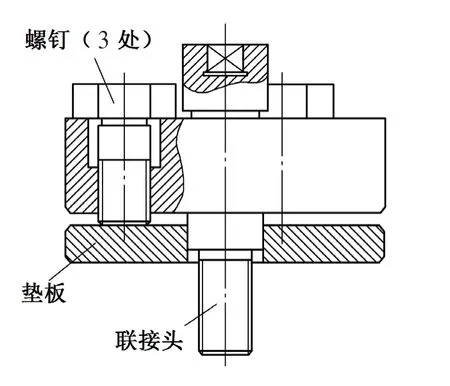
图3 改进后的工装
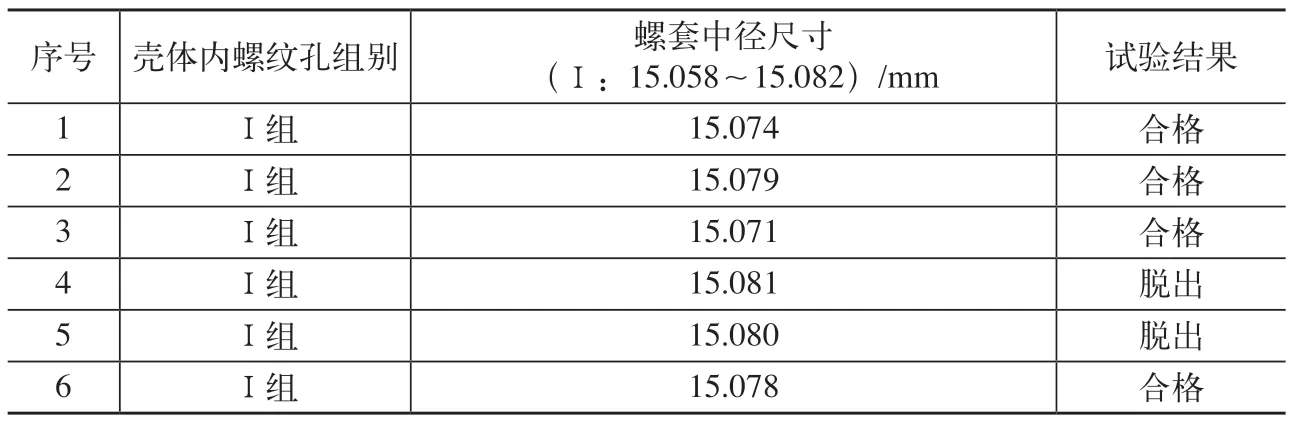
表3 增加1个垫片的试验结果
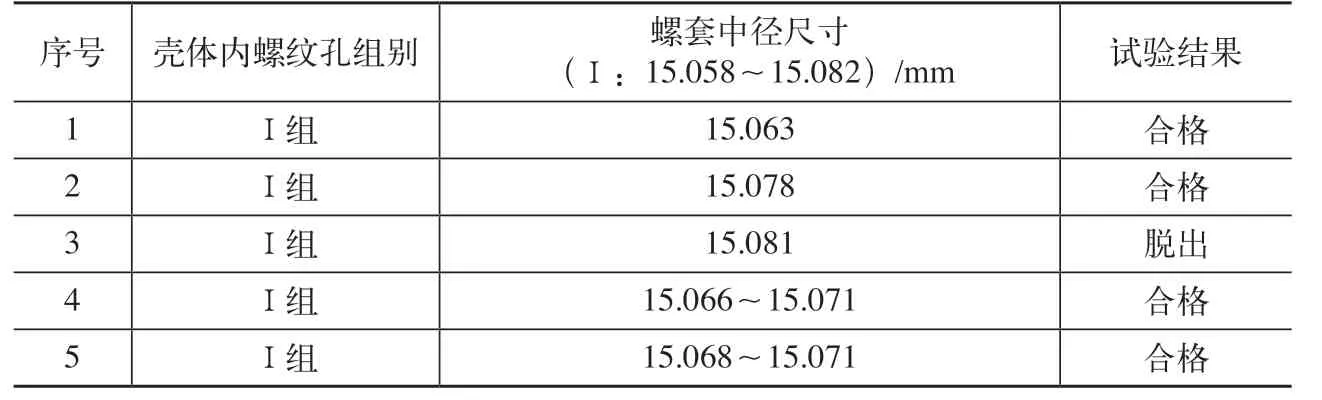
表4 增加2个垫片的试验结果

表5 使用改进后工装的试验结果
5. 结语
针对带AG螺纹的钢制螺套装配时脱出的故障,围绕AG螺纹的工作机理,依据故障现象,进行了深入的原因分析,确定了影响螺套装配的主要因素是工装与螺套端面的摩擦力,并提出了改进措施,通过试验验证,消除了螺套脱出的故障。
该故障分析得出的结论,可推广至航空发动机燃油附件类似产品的AG螺纹安装。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09 21:48:29
装备制造技术(2021年2期)2021-07-21 05:38:22
制造技术与机床(2019年8期)2019-09-03 01:14:28
重型机械(2019年3期)2019-08-27 00:58:40
经济技术协作信息(2018年11期)2019-01-14 03:07:22
现代制造技术与装备(2018年5期)2018-02-17 03:56:47
制造技术与机床(2017年11期)2017-12-18 06:46:44
中国新技术新产品(2015年19期)2015-09-02 08:29:24
锻压装备与制造技术(2015年2期)2015-06-26 09:00:25
河北科技大学学报(2015年5期)2015-03-11 16:16:28