细长电动机轴加工中数控车床设备的技术改进
2021-01-11 06:20:54中国万达石油装备山东青岛257000刘华三刘建军
金属加工(冷加工) 2020年12期
■中国万达石油装备 (山东青岛 257000) 刘华三 刘建军
我公司常年承揽细长电动机轴(见图1)的加工业务,为响应集团号召,我们不断研究工艺方案,总结加工经验,完善加工技术,从而大幅提升了产品质量,提高了生产效率。
根据客户要求,图1中电动机轴中间需要有圆弧槽的加工。现有加工设备是数控车床,数控系统为日本发那科,在国内较为先进,但该设备行程较短,无法对电动机轴中间圆弧槽进行加工,针对这个难题,对现有设备进行了认真分析考证后,对尾座进行了技术改进。
如图2所示,该尾座套筒安装一个浮动顶尖,通过6个沉头螺栓固定。安装浮动顶尖作用主要有2个:①通过中心孔,可以顶住长轴的另一端,起到支撑固定的作用。②通过配重,可以利用浮动顶尖加工偏心轴。另外,可以利用该顶尖调整设备的各项精度,如卡盘中心、导轨平行度及刀架直线度等。
对现有设备认真分析考证后,对尾座进行了技术改进,改进过程为:①松开紧固的6个沉头螺栓。②从尾座背面将浮动顶尖整个从套筒中敲出,由于是过盈配合,需稍用力。③加工一个圆环尼龙套,塞入套筒内。
编制的加工程序为:
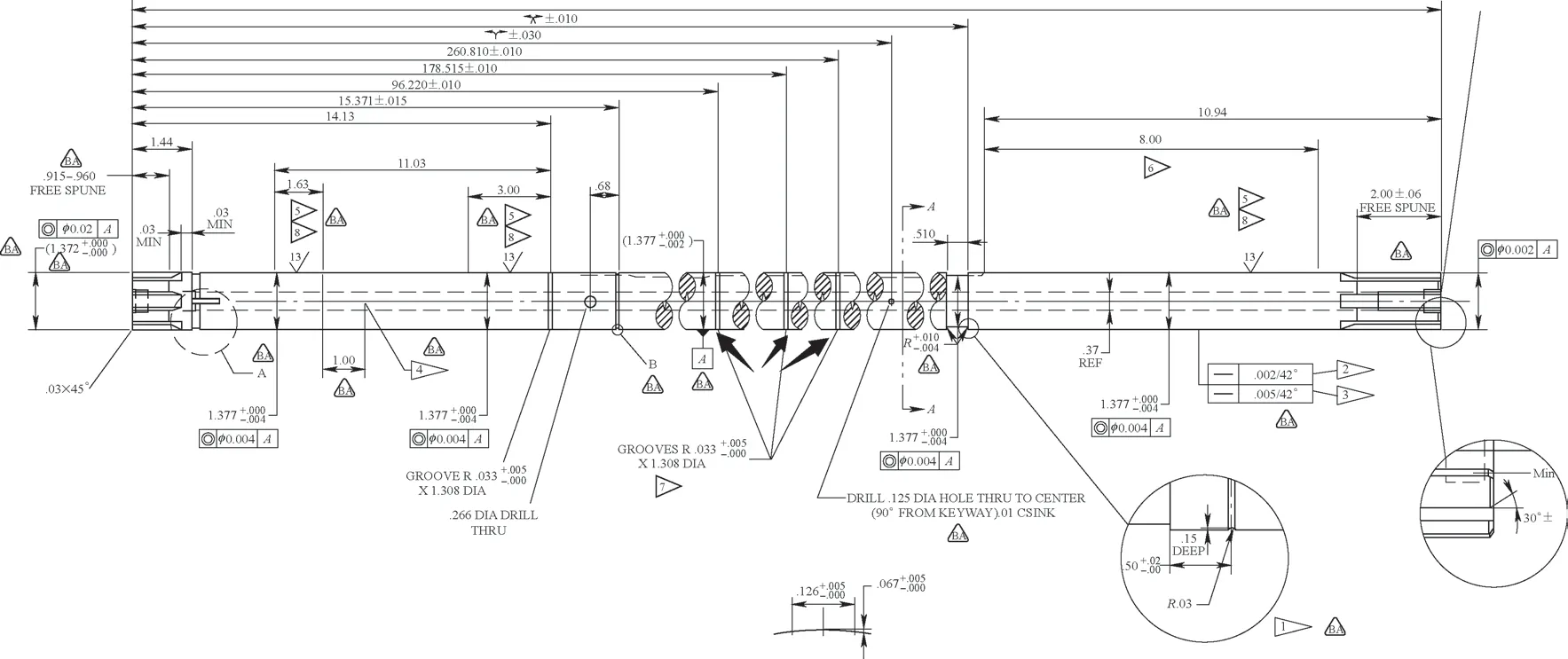
图1 电动机轴
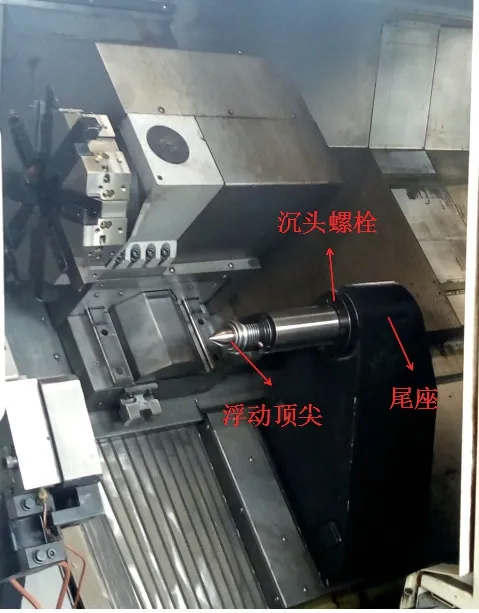
图2 数控车床尾座
O8888
G99 G80
M77
M79
G04 X0
M04 S300
T0202
M08
G00 Z-335.15
G01 X37. F10
G01 X35.5 F0.5
G01 X33.22 F0.04
X35.5 F0.5
W0.20
G01 X33.6 F0.03
G02 X33.22 Z-335.15 R0.81 F0.1
G01 X35. F0.2
G00 X250
M09
S500
M05
M78
M30
电动机轴加工过程为:①首先在划线平台上划线,标出电动机轴各圆弧槽的位置。②编程,精确计算切削深度及加工位置,原则上,中心架闭合后,在靠近卡盘处进行加工。③将电动机轴整个穿过套筒内孔,对线对刀后,将卡盘和中心架先后夹紧。④程序启动,开始加工。⑤加工完成,松开卡盘和中心架,将电动机轴向前拖拽,加工下一个位置。
经检验,各圆弧槽位置精度与尺寸精度均在公差范围内,符合图样要求,交付客户后,得到客户的好评。此数控车床的技术改进,拓宽了电动机轴加工的业务范围,增加了市场的主动性和能动性,把电动机轴的加工提升到一个崭新的高度,为市场的重新定位打下了坚实基础。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17 23:46:44
商品与质量(2019年43期)2019-05-25 08:34:54
制造技术与机床(2018年12期)2018-12-23 02:41:06
制造技术与机床(2017年2期)2017-05-04 04:17:34
制造技术与机床(2017年2期)2017-05-04 04:17:34
中国眼镜科技杂志(2016年14期)2016-12-08 03:14:37
山东工业技术(2016年15期)2016-12-01 05:32:00
海峡姐妹(2016年2期)2016-02-27 15:15:56
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
教育与职业(2014年31期)2014-04-17 07:11:34