SS4改型电力机车轴箱体加工工艺改进
2021-01-11 06:20:40中车大同电力机车有限公司山西大同037038焦小玲郭军锋
金属加工(冷加工) 2020年12期
■中车大同电力机车有限公司 (山西大同 037038) 焦小玲 牛 森 郭军锋
机车轴箱体是电力机车牵引装置的重要部件。它将机车的重力经过轮对传递给钢轨,并将来自钢轨的牵引力、制动力和横向力等传递给转向架构架。
SS4改型电力机车是在SS4、SS5和SS6型电力机车的基础上,吸取了8K型电力机车的一些先进技术设计的重载型机车。其轴箱体装在车轴两端轴颈上,将机车一系弹簧上部分静负荷和动负荷传递给轮对,将轮对的牵引力或制动力传到构架上,同时传递轮对与构架间的横向和纵向作用力。轴箱体是轴箱装配中的主要零件。轴箱体为铸钢件,中间呈圆筒形,内孔与轴承外圈配合。左上方和右下方有八字形楔口,通过楔口与轴箱拉杆相联接。两边有弹簧座,两个弹簧座一高一低,一系弹簧就落坐在弹簧座上。轴箱体上焊有吊环。
以前S S4改型电力机车轴箱体整个加工工艺路线基本都是在普通机床上完成,工序较多,且尺寸公差、几何公差和某些加工面粗糙度要求不易得到保证,产量也不能得到有效的提高。由于车间现在大量使用加工中心,保留普通机床从工艺布局和操作人员的配置上也存在极大困难。因此,改进SS4改型机车轴箱体加工工艺方法、提高产品质量和生产效率成为当务之急。

图1 SS4改型电力机车轴箱体外形
1. 改进前SS4改型电力机车轴箱体加工工艺分析
SS4改型电力机车轴箱体外形如图1所示。改进前其加工工艺为:毛坯划线→粗车内孔及端面→精车内孔及端面→加工弹簧座面、拉杆座及八字形楔口→钻端面12个M20螺纹孔→磨轴承孔→钳工打磨修整。
改进前工艺路线的特点是:整个工艺路线工序较多,生产效率不高。工艺过程中较多地使用普通设备,加工基准多次转换,尺寸公差和几何公差很难保证。
1)加工弹簧座面、拉杆座及八字形楔口采用卧式加工中心,钻端面12个M20螺纹孔使用摇臂钻和钻模。
2)由于加工过程中以精车内孔及端面作为后工序的工艺基准,所以在实际操作中,必须保证精车两端面的平行度≤0.05mm,在加工弹簧座面、拉杆座及八字形楔口和磨轴承孔两工序时,保证夹具定位面与机床工作台面平行度≤0.02mm,工件在夹具上装夹时,检查工件与夹具定位面间隙≤0.03mm。这样对车加工的要求就很高。
3)轴承孔是轴箱体的设计基准,由于精磨轴承孔加工是靠火花找正,因此对操作者技能要求较高。各加工部位完成后进行轴承孔的磨削加工,使得各加工部位的几何公差精度不易保证。
2. 改进后轴箱体加工方法的确定
对SS4改型电力机车轴箱体加工工艺进行改进,改进后的工艺路线为:毛坯划线→粗车内孔及其中一端面→加工弹簧座面、拉杆座及八字形楔口→镗轴承孔及钻、攻端面12个M20螺纹孔→钳工打磨修整。
改进后工艺路线的特点是:整个工艺过程中较多地使用加工中心,工序集中,加工精度和生产效率较高。轴承孔是轴箱体的设计基准,在完成弹簧座面、拉杆座及八字形楔口加工后,以弹簧座内孔作基准,轴承孔内孔和端面一次加工完成,使各加工部位的几何公差精度容易保证。
3. 划线及粗车
将工件水平吊放在平台千斤顶上,找正,划线处涂白色;划腰线一周。以腰线为基准,划两端面加工线,保证尺寸284mm。将工件翻转90°吊放在千斤顶上,找正腰线,装好球心器,找出孔中心(参考φ 3 2 6 m m 外圆),划孔线φ286mm。在粗车时将划有φ286mm内孔加工线的一侧向上放置,通过调节定位支撑钉按腰线找水平,按φ286mm孔加工线找正,找正孔线并夹紧工件。车上端面,保证上端面到腰线的尺寸(142±0.5)mm,粗车内孔φ286+1+0mm。此部分切削完成后,工件尺寸如图2 所示。
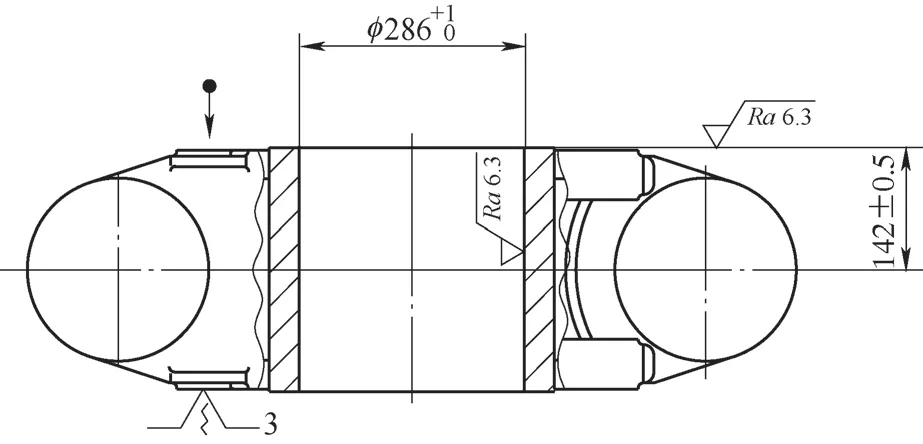
图2 粗车后工件尺寸

图3 加工弹簧座面、拉杆座及八字形楔口装夹方式
4. 加工弹簧座面、拉杆座及八字形楔口
在粗车完以后轴承孔和端面单边留2mm,工件以内孔及粗车完的端面在自定心卡盘上定位;按弹簧座面加工线找正,用三爪压板压紧工件。SS4改型电力机车轴箱体镗铣工序在韩国某加工中心上进行,由于工作台尺寸为1 250mm×1 150mm,在加工一系弹簧座面和楔口时,主轴镗杆伸出得太长,影响刚性,所以长时间这样使用易造成机床主轴精度下降,影响机床的使用年限,甚至无法进行加工。为此设计成两个台位的工装,将前面加工完成后,工件装夹到第二个位置上,旋转工作台再进行加工。加工弹簧座面、拉杆座及八字形楔口的装夹方式如图3所示。
改进前轴箱垂向止挡M36×3-6H螺纹孔在钻床上加工,现改在加工中心加工,可以用丝锥,但此螺纹孔较大,驱动大丝锥需要很大的切削力矩,螺纹刀具加工过程中断裂的风险增加。如果丝锥断裂在工件中,则很难在不破坏工件的情况下取出丝锥,所以这里选用螺纹铣刀,用螺纹铣刀加工M36×3-6H螺纹孔。铣削螺纹在编程时,如果坐标点还选在轴承孔的中心,则按照宏程序的编程,螺纹深度无法计算,所以采用坐标系偏移的方法编程,完成螺纹铣削加工。铣螺纹程序如下。
T39 M06;
G57 G00 X0 Y0 W0;
G43 H39 Z800;
S1447 M03;
G52 Z172;坐标系偏移
#1=3;螺距
#2=18;螺纹槽底圆半径
#3=10.7;螺纹铣刀半径
#4=9;铣削螺纹深度(最好取螺纹深度的整数倍)
#5=#1;
G00 Z0;
G01 X[#2-#3]F50;
N1000 G02 X[#2-#3]Y0Z-#5 I-[#2-#3]J0;
#5=#5+#1;
IF[#5LE#4]GOTO 1000;
G0 X0;
G52 Z0;
G0 Z800;
M05;
M00;
5. 轴承孔加工及工装设计
SS4改型电力机车轴箱体轴承孔镗孔工序以上一工序加工完成的弹簧座面及2个φ60mm孔作基准,工装采用“一面两销”定位方式。
由此,工件在水平方向最大线性定位误差为Δ x、Δ z。Δ x=Δ z=(dmax-dmin)/2=0.053mm。其值小于工件弹簧座2个60mm孔及两楔口中心线对轴承孔轴线的尺寸公差±0.5mm和±0.2mm的1/3,满足工装定位精度设计要求。
工件在水平方向最大偏转定位误差为Δθ。Δθ =(dmax-)/(2×340)=0.053/340(工件弹簧座φ 60mm孔到轴承孔轴线的尺寸为340mm)。
由工件在水平方向最大偏转定位误差引起的两楔口对轴承孔轴线的平行度误差为ΔPX。ΔPX=210×Δ=0.033(mm)(工件楔口中心线到轴承孔轴线的尺寸为210mm)。该值小于两楔口对轴承孔轴线的平行度公差0.12mm的1/3,满足工装定位精度设计要求。
在加工过程中考虑到选用φ100mm面铣刀可以铣完楔口外端面、轴承孔端面以及M20-6H端面,但此处由于铣刀直径过大,在进刀方面有干涉,所以选用φ 40mm面铣刀铣楔口外端面,φ 63mm面铣刀铣轴承孔端面以及M20-6H端面。轴承孔的精加工是在其他加工内容完成之后进行,这样如果前工序出现铸造缺陷时可以进行处理,这时铸造缺陷的处理对产品精度的影响也最小。
为了能够方便装夹、找正,减少辅助时间,降低工人的劳动强度,提高生产效率和质量,使轴箱体顺利批量生产,以满足机车的生产需求,通过分析工件外形特性,制作了SS4改型电力机车轴箱体轴承孔加工工装。该工装上有2个高低不同的支柱,高度差为230mm,上面分别装有1个圆柱销、1个菱形销,作为轴箱体的定位和支撑装置;底板上表面有1个对中装置。2个立柱上还分别设计有1个顶紧装置,防止压紧时轴箱体变形;采用浮动支撑,用于调整支撑轴箱。轴箱体装夹后的情况如图4所示。
在制作轴箱体专用定位工装时,考虑到轴箱体楔口外表面也在此工序加工,同时为了防止在加工过程中零件前后颤动,在底板上表面装配了1个对中装置,如图5所示。该对中装置由支撑架、顶块、双头特种螺栓、M10×20螺钉、M10×30螺钉和φ8mm钢珠组成;双头特种螺栓两边的螺纹是反向的,通过旋转一头的螺栓,使两边的顶块同时旋进和旋出,这样对中装置可以从楔口两内侧同时夹紧。

图4 轴箱体装夹后的情况

图5 对中装置
6. 结语
SS4改型电力机车轴箱体结构复杂,尺寸公差、几何公差和表面粗糙度要求较高。通过工艺改进,运用先进的加工制造理念,采取相应的工艺措施,选择可靠、实用的加工方法,可以加工出各项技术指标都符合图样要求的工件。
通过SS4改型电力机车轴箱体的批量生产验证,工艺改进后的产品精度达到了设计图样要求,产品质量和生产效率大幅度提高,获得了十分理想的效果。
专家点评
随着高端数控设备的普及应用,大幅提高生产效率和产品质量已经成为现实。如果我们的加工思路还停留在普通机床和传统工艺的基础上,在箱体零件加工中按部就班地使用多台设备和多道工序,不仅费时费力,而且制造成本也会居高不下。
本例中的机车轴箱体结构复杂,改进前的工艺路线工序较多,在普通设备上加工基准多次转换,尺寸和几何公差很难保证。作者针对原有的加工弊端制定解决方案,与时俱进地改进工艺,在加工中心上采用工序集中的方法,一次装夹完成关键部位的全部加工,提高了几何公差的精度等级和生产效率。
猜你喜欢
减速顶与调速技术(2021年3期)2021-03-09 03:14:56
中老年保健(2020年3期)2020-12-04 05:32:37
家庭百事通·健康一点通(2018年1期)2018-01-25 21:18:00
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
三联生活周刊(2017年37期)2017-09-11 19:53:18
汽车与新动力(2016年6期)2017-01-03 00:59:39
工业设计(2016年4期)2016-05-04 04:00:29
现代商贸工业(2016年35期)2016-04-09 06:59:58
专用汽车(2016年9期)2016-03-01 04:17:30
西藏科技(2015年10期)2015-09-26 12:10:27