提高微小孔电火花加工质量的方法探究
2021-01-10 12:13孟凡荣
内燃机与配件 2021年24期
关键词:质量控制
孟凡荣





摘要:微小孔广泛应用于各个领域,但国内微小孔加工状况并不乐观,加工质量差、效率低、成本高是目前微小孔加工的现状。通过对微小孔电火花加工过程中的工作介质的选择、电极损耗的补偿、加工质量的控制的分析,介绍了它们存在的问题以及未来的发展趋势。
Abstract: Although the micro hole is used in various fields widely, the domestic situation of micro hole machining is not optimistic. The present condition of the micro hole processing are poor quality, low efficiency and high cost. The existing problems and future development trend are introduced by analysis of the selection of working medium, compensation of electrode loss and control of processing quality in micro hole EDM.
关键词:微小孔;电火花加工;工作介质;电极补偿;质量控制
Key words: micro hole;EDM;working medium;compensation of electrode;the quality control
中图分类号:TG661 文獻标识码:A 文章编号:1674-957X(2021)24-0112-03
0 引言
日本东京大学的增泽隆久等人,研制了WEDG技术,利用电火花反拷加工技术上线状电极替代反拷模块,解决了电火花进行微细加工问题,也说明利用电火花加工技术可以加工出数微米的小孔[1]。国内微小孔加工效率低、成品率低、精度难以保证同时加工成本大。迫切需要解决微小孔加工质量和效率的难题。本文分析了针对微小孔加工的几个方面问题并提出解决措施。
1 电火花加工过程放电机理
电火花加工中火花放电过程复杂,电火花加工的创始人拉扎连柯曾描述电火花放电过程,利用气体放电过程的伏安特性曲线,如图1。
气体导电学说认为气体绝对不导电是不存在的。工件和工具电极之间施加电压,气体离子做定向移动在电场力的作用下,这样形成了电流。增大电压后,离子流速也提高,在单位时间内,电流也增大,是由于极间运动的电荷量增大,符合欧姆定律,图中OC。当消电离速度小于气体分子电离速度,形成辉光放电在电流急剧增大下,图1中DA。逐渐增大电场强度,极间气体分子越来越剧烈的碰撞,使得介质导电性越来越强,完全破坏了介质的耐电强度,导致电压下降剧烈,电流骤增,火花放电就这样形成了,图AB。足够大电源功率使放电过程的稳定状态一直持续,形成了最后一个放电形式(电弧放电),图BH。
通过分析,放电状态不同加工状态和加工性能也有所区别。出现的空载和短路两种情况是没有蚀除金属材料作用不产生加工作用,使加工效率低。短路情况电流较大,脉冲电源的寿命会受到影响。最好的火花放电状态是去除金属材料,进行加工,提高火花率在脉冲放电过程中可以大大提高加工效率。
2 工作介质的选择
传统电火花加工在液体介质中,为绝缘介质,对电火花加工工作液的性能很重要。黏度大、密度大、介电性能好的工作液放使电通道压缩,放电的能量密度变高,电蚀产物的抛出较好;黏度如果太大,电蚀产物的排出受到影响,放电也会影响。多数工作液会发生裂解,污染环境产生有毒气体。合成型的高速电火花加工液添加剂使得成本加大,虽然污染小但是不好把握工艺,电弧现象还会伴随,不太适用。工作液循环时微细电极丝受到工作液的扰动,微小孔的加工精度会受限。
电火花加工在气体介质中使以上加工难题破解。电火花加工在气体介质中是日本教授M.Kunieda 提出,一种以气体为介质的新的电火花加工技术[2],他打破了“电火花加工介质不可少的绝缘性工作液”的论述。
气体为介质的新的电火花加工,工件和工具电极工作在气体介质,电蚀产物被高速气体从极间排出。气体介质能量密度低、压缩放电通道小于液体,放电凹坑深度小且增大了放电痕迹,表面质量较好。工具电极表面有电蚀产物保护工具电极,电极损耗率低[3]。气体介质电火花加工有小的放电间隙,缩小了排屑空间,出现短路和拉弧,放电不稳定,频繁回退的工具电极使加工效率变低[4]。采用超声辅助克服以上现象,超声振动在工具电极、工件放电通道和间隙放电较好,最后加工质量较好,加工效率较高[5]。原理图如图2。
电火花加工气体介质工业应用不多,研究也比较少。加入超声振动辅助的加工技术也不成熟,要考虑到很多,如加工极性、气体压力、电极材料、伺服进给、脉冲放电等参数。还有超声振动频率和幅度等。复杂的工艺参数难以控制。所以还需要进一步优化气体介质电火花加工。
3 电极损耗的补偿
电火花放电加工,原理是利用两电极间脉冲火花放电出现的热能熔化蒸发最后抛出电极材料。工件上的金属材料被去除的同时工具电极材料也被去除,损耗电极。微细电火花加工会使电极损耗厉害加严重。所以,在微细电火花加工中电极损耗要充分考虑到。
解决电极损耗问题的传统方法如下,改变冲油压力、改变冲油方式、改变电参数等[6]。微细电火花加工使加工质量提高会使过渡电弧减少。极间消电较好分脉冲间隔足够吸附效应较弱。还有微细加工中较小的蚀除量使加工速度慢,这就要在保证质量前提,使峰值电流电压和脉冲宽较大度。充分排出极间电蚀产物是选择冲油方式和压力的依据。加工效率和质量保证再考虑电极损耗,但也没有完全解决问题,最后选择电极补偿来克服这一难题。电极补偿原理图[7]如图3。
Z向伺服进给驱动电极补偿机构,主要由电极丝导向器、常闭式夹丝机构、常开式夹丝机构、构成图3(a)。加工进给过程中,常开式夹丝机构状态为常开状态,夹紧电极丝由常闭式夹丝机构夹紧,加工沿轴向进给电极丝,图3(b)。加工完成一个工位进给后电极丝松开,电极丝由常开式夹丝机构夹紧,反向快速回退常闭式夹丝机构。为每一次加工一致将电极丝前端调至初始位置,图3(c)。电极丝由常闭式夹丝机构夹紧,常开式夹丝机构松开电极丝,图3(d),加工进给到了图3(a)状态。在加工中,进给补偿电极损耗,保证加工电极的长度,使电极损耗问题解决。
虽然通过这种方法能够有效的解决电极损耗的问题,但新的问题又产生了,如何判断电极损耗的程度、控制电极补偿的量等等。虽然国内的学者研发了有效放电脉冲监测补偿法[8]、等损耗原理电极补偿方法[9]、放电间隙(开路电压)监测补偿法[10]、模拟仿真的电极补偿法[11]等方法,但是他们并没有给出精确的电极损耗理论,而且这些方法都存在一定的局限性,不能与加工过程的实时控制有机的结合。因此,多种方法的混合,并与控制过程电参数和伺服参数控制相结合的智能补偿方案的研究,为电火花电极补偿领域开拓新的发展空间。
4 加工质量的控制
电火花加工表面质量,有表面变质层、表面力学性能、表面粗糙度三部分,其中表面粗糙度是最受关注的因素。电火花加工表面主要由无数个无方向性的放电凹坑和硬凸边叠加而成,其表面的润滑性和耐磨损性均比机械加工表面好。实验证明影响电火花加工表面质量的主要因素有工具电极、工作液和冲油压力、脉冲电源电参数。在微细电火花加工中,为了获得较好的表面质量,通常选取较小的脉冲宽度、峰值电流和电压,较大的脉冲间隔。电极材料的选择不仅要具有较好的导电性、导热性、耐腐蚀性,还要防止电极在加工过程中產生变形影响加工精度和形状。通常电极材料选择铜钨镍合金或者银钨镍合金。近年来出现的“混粉加工”工艺,在工作液中加铝硅等一定导电性粉末,从而改变工作液击穿特性、介电常数等,可加工出表面粗糙度为0.05~0.1?滋m的光亮面,明显的提高了加工表面质量。
研究电火花加工表面质量,还有许多问题需要研究。比如:加工电参数和要素与间关系;不同的工作液介质、工件材料、工具材料等,还需进一步研究电火花加工表面质量。
很多研究电火花加工过程中表面质量,很少关注保护已加工表面质量。电火花加工微小孔孔径小,加工工件和电极具间隙小,在电蚀产物排出时产生“二次放电”,就再次加工已加工的表面,破坏了加工表面。有学者在电极丝表面镀上一层绝缘介质在加工过程中会产生气化附着在已加工工件表面,由于“二次放电”就不会影响已加工表面质量。加工完冲洗工件去除加工表面绝缘介质。但是不清楚这种介质的成分,需要材料领域专家研究。
5 控制方案设计
电火花加工过程中脉冲能量小,峰值电流电压小,电压、电流值的检测,使检测难度增加,使检测信号失真,同时要求较高的检测系统分辨率,使硬件电路更复杂。反映极间放电状态同时检测电压、电流值分别处理,比较两者最终给出极间放电状态。所以控制系统的输入选择间隙电压、电流。
极间放电状态由电参数确定。电参数有脉冲间隔、峰值电流、脉冲宽度、峰值电压。在加工中峰值电压电流大小不变,只有控制脉冲间隔、脉冲宽度来对极间的放电状态进行控制。因此控制系统的输出为脉冲间隔和脉冲宽度。
该控制系统检测极间电流电压值,将电流电压值输送给模糊控制器,控制器处理该值,基于模糊控制规则,从而确定脉冲电源的脉冲间隔和宽度,达到正常火花放电状态,如图4。
6 模糊控制规则
利用模糊控制器自身的解耦功能将多输入多输出模糊控制器分解为两输入-单输出模糊控制器,此时模糊控制器有两个输入量一个输出量,模糊规则形式为:Ri: if X1 is A1i and X2 is A2i then Y is Bi。这里,A1i、A2i、Bi均为响应论域上的模糊子集,这类模糊规则的模糊关系是:
。
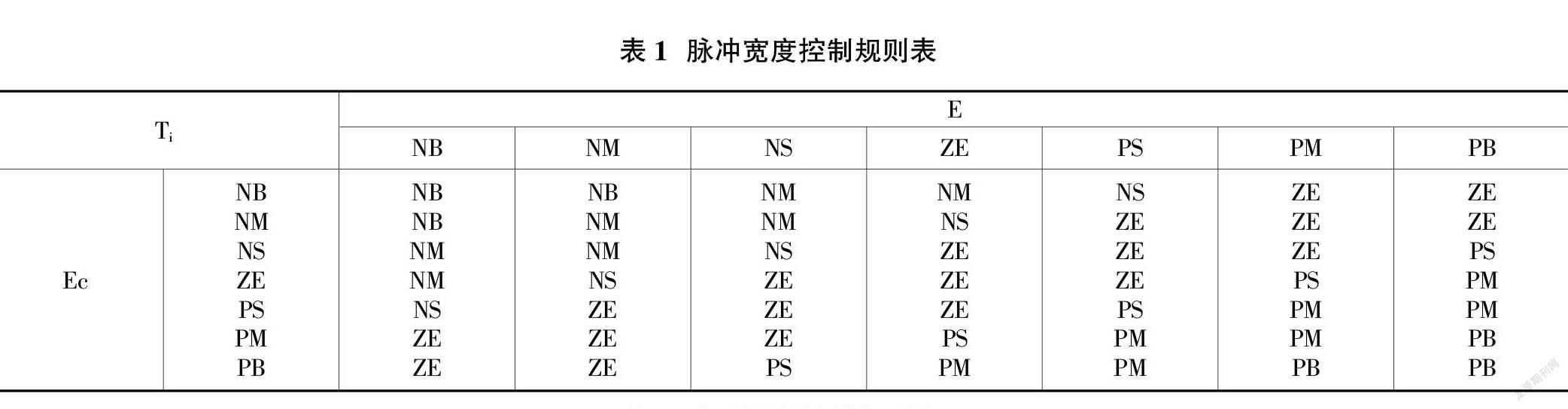
当电流较小电压较大时,此时为开路放电状态,这时控制器应该减小脉冲间隔增大脉冲宽度;当电压较小电流较大时,此时短路放电状态,应该增大脉冲间隔减小脉冲宽度。结合输入、输出参数的隶属度函数图形以及公式可得脉冲宽度和脉冲间隔的控制规则表,如表1及表2所示。
7 结束语
首先,加工过程中通过分析选择工作介质、控制表面质量、补偿电极损耗等三方面,了解到电火花加工气体工作介质有很多优点,是电火花加工微小孔未来的趋势。
其次控制电极补偿量,结合加工过程和补偿过程,补偿过程中电极的定位精度、形状的保证同样是电极补偿过程中较难的问题。同样要重视已加工表面质量和保护,需要更深入的研究和探讨。
参考文献:
[1]Masuzawa T.There-Dimensional Micro Machining by Machine Tools.Annuals of the CIRP. 1997, 46(2):621-628.
[2]Kunieda M,Yoshi da M. Electrical Discharge Machining in gas .Annals of t he CI RP, 1997, 46(1):143 -146.
[3]王振龙,朱保国,田锡清.气体介质中深小孔电火花加工技术研究[J].航空学报,2007,28(2):460-463.
[4]郭谆钦,王承文.超声振动一气体介质电火花复合加工技术的研究[J].机床与液压,2012,40(10):28-32.
[5]苏树朋,张勤河,张建华,等.超声辅助气中电火花铣削加工研究[J].中国机械工程,2008,19(18):2227-2230.
[6]张晓燕,魏引焕.电火花加工中电极损耗分析与解决措施[J].机床与液压,2010,38(22).
[7]李勇.微细电加工应用技术研究[J].电加工与模具,2009(z1):32-37.
[8]王长法,顾琳,蒋毅,等.微细电火花加工的电极补偿方法研究[J].电加工与模具,2009(3):27-30.
[9]邓容,吴品,裴景玉,等.微细电火花加工损耗补偿的研究[J].电加工与模具,2007(4):20-23.
[10]Chang Y F.Chiu Z H.Electrode wear-compensation of electric discharge scanning process using a robust gap-control[J].Mechatronics. 2004,14(10):1121-1139.
[11]Jeong Y H, Min B K.Geometry prediction of EDM-drilled holes and tool electrode shapes of micro-EDM process using simulation A-9863.2008[J].International Jourrml of Machine Tools &Manufacture, 2007, 47(12-13):1817-1826.
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29