航空装备修理工艺规程检验点设置 探讨
2021-01-10 11:58:30崔玉萍四达机械制造公司
航空维修与工程 2020年8期
崔玉萍/四达机械制造公司
0 引言
随着航空装备的不断发展,工厂承修产品的修理深度不断加大,修理技术水平不断提高,修理工艺规程不断完善,产品的性能检测指标也随之增加。然而,由于专业技术人员在编写修理工艺规程中对检验点设置时机、要求和方法掌握不够,检验点设置质量不高或缺少可操作性,不能有效检测产品质量特性的情况时有发生。检验点设置不合理或设置过多过滥将造成检验资源不能有效地满足检验工作要求,检验人员不能及时、准确、有效地实施检验,检验的产品不全面或漏检,导致无法识别出产品修理过程中的质量风险和隐患。另外,在进口产品国产化替代过程中,由于没有透彻理解国产专用工装与原俄制工装存在的技术状态差异,未将操作经验和工装检查功能以文字形式固化在修理工艺规程中,既没有落实检验控制要求,也没有满足产品放行的控制要求,造成漏检问题层出不穷。虽然部分修理工艺规程中明确了对特定工艺参数的控制需要“用限力扳手控制其拧紧力矩”或“用液压综合试验台保持Х 小时的强度和气密性试验”,但在检验点设置中没有起到过程监控作用,千篇一律设置为“全数检验”,失去了检验的意义。甚至个别修理工艺规程中对于含关键、重要特性的检查漏设检验点,这是修理工艺规程检验点设置的大忌,必须引起高度重视。有鉴于此,提升修理工艺规程检验点设置的合理性、科学性已迫在眉睫,对检验点设置的研究、探讨、优化是提升修理工艺规程设计水准的措施之一,科学合理地设置检验点(见图1)将为航空产品验收和放行提供可靠依 据。本工序所有的保险和铅封;有拧紧力矩要求的部位;多发性、危险性故障易发生的部位;主要装配测量、试验、试车和电气性能参数;多余物检查;事后不能质量把关、必须进行过程控制的;产品继续装配或调试将影响已完成的工作时;新增技术措施或技术通知通报所要求进行检验的;涉及产品放行的技术要求[1]。
2 检验点设置原则和时机
1 检验项目确定
根据产品修理技术标准、特性分析结果,结合维护使用中多发性故障、工艺薄弱环节等,按照检验点设置原则,在工艺规程中逐项确定检验项目。检验项目一般包括:关键、重要特性检查;
2.1 修理作业过程检验点的设置

图1 修理工艺规程检验点设置流程图
根据工艺控制需要进行的装配前检查;技术标准中对有特殊规定连接零件拧紧力矩及对锁紧有特殊要求的工步,如拧紧力矩、拧紧角度、伸长量等;易错装、漏装及多发性、危险性故障易发生的部位;各种间隙及配合的测量或计算工步,如轴向、径向间隙等;对有着色要求的工步,如结合面、齿轮的着色等(不含无损检测);对调整部位有重要工艺数据要求的工步,如角度、间隙、行程、位移等;对封严件、密封件制作、装配有特殊要求的工步,如涨圈、封严环等;对钢索压接制作、导管安装有要求的工步,如插入量、相邻导管间间隙等;对涂敷辅助材料有要求(油漆、油脂、密封胶的调制等)的工步;对电器元件、电缆的导电性、绝缘性等进行检查的工步;弹上火工品、引信主要性能检查;有洁净度要求的燃油、滑油、液压系统清洗及检测工步;部附件、系统的气密性试验;产品内外部标识(特别是产品上的各种危险、警示、标准点等标识)的喷涂;修理过程中的装配或调试将影响已完成的工作时;不允许单独串件的零组件的成套性;修理、装配和试验等过程的多余物检查;主要装配过程中的性能检测、试验和试车性能参数,以及试车、试飞前的工具清点;产品隐性功能或应急功能的特性检查;本工序所有的保险、铅封、螺母(螺钉)防松的完成情况;飞机(直升机)进出厂(试飞)中航炮、座椅装(退)弹及座椅保险销位置,充(放)氧、氮气过程;产品修理质量记录和履历文件的填写质量;产品出厂前的油封、包装、装箱;需在试验(试车)台上进行内部油封的,可将需要控制的重点设置为检验点;事后不能质量把关,必须进行过程控 制的。
2.2 特种工艺检验点的设置
特种工艺和零备件制造应按相关行业质量控制标准执行,检验点设置、检验内容表述应明确,根据需要合理设置过程检验,对其工艺参数的控制方法和环境条件还应有具体的规定。
2.3 完工检验的检验点设置
产品装配、调整、试验及故障排除后,应单独设立完工检验工序,对产品进行全面检验。主要是检查产品的外观、装配质量、产品性能、多余物、通知通报及技术文件要求贯彻情况、修理质量证明文件、油封期限、交接清单等。应详细叙述检验的内容、技术标准和方法,并针对不同产品的特性,制定比较明确的完工检查要求。
2.4 其他检验点的设置
贯彻关键、重要特性的工序;关键过程(工步/工序);工序中对温度、湿度、洁净度等环境条件有特殊要求时;零(组)件出本单位协作前,外单位协作后;上级部门或研制单位新增技术措施或技术通知、通报所要求进行检验 的[2]。
3 检验方式选择
根据修理要求和检验控制目的,按照全数检验、过程检验、复检、抽检确定各检验项目的检验方式。选择检验方式时须考虑以下方面:检验工序对产品寿命产生的影响;手工操作与自动化检测程度;关键重要特性及关键过程项目;测试或试验成本、耗资、作业时间及检验周期与产品修理周期的协调性;检验人员的配置及其独立进行操作验证的可行性;实施检验的时机等。
3.1 过程检验选择原则
事后不能质量把关,下一工序(工步)实施后,本工序(工步)质量特性无法或很难实施检验的;产品继续下工序(工步)作业将影响已完成的工作,必须进行过程控制时;产品的性能试验对寿命有影响的;成本高、耗资大、作业时间长的测试或试验;需要在试验或试车台上进行的内部油封,一般可以将需要控制的重点过程设置为过程检验;凡不宜由检验人员独立进行操作验证的项目、内容或试验等。以上均应实行过程检验。
3.2 复检选择原则
修理(加工)件、工步(工序)为关键件(特性)项目;需要两种方法进行检查的其他特性项目。
3.3 全数检验选择原则
手工操作比重大,生产过程不能保证达到预定的质量水平;不合格项属于安全性指标,或不合格将导致产品功能丧失时;精度要求比较高或不合格会给下道工序带来重大损失的质量特性;有寿命规定及不能互换的零部件;用智能化、自动化程度较高的设备来测试和验证的试验项目测试记录;重点批次项目的批次、标记和记录;转动灵活性等不能定量检查的项目,且需亲自操作才能得出结论的检查;修理工步(工序)对重要特性的检查和关键过程项目的检查记录;保证产品是全数良品时;修理工作卡(记录)及质量证明文件填写的正确性。
3.4 抽检选择原则
带有破坏性或影响产品使用寿命的产品;生产批量大、自动化程度高,产品质量比较稳定时,可根据批量和实际情况采用抽检,明确按GВ/T 2828.1-2003《计数抽样检验程序》或GJВ 179A-1996《计数抽样检验程序及表》中的抽检方案执行抽检;外协、外购件大量进货时;单件产品有多项相同特性须检查时;有少数产品不合格不会造成重大损失的情况[2]。
4 检验工序设置要求
在检验工序设置时,应合理利用现有资源,结合产品特性、修理流程、修理周期、工艺水平、设备自动化程度等情况,进行统筹安排,突出生产过程中的质量把关重点和时机。修理工艺规程各工序(工步)中,任何需要进行重点控制的某些质量特性或因素,都应根据产品特点、要求设置在产品质量特性形成的工序上或能够对产品特性进行控制的工序上。检验工序中应明确检验项目内容和方法,并标注检验方式。检验项目内容含检测内容、测量方法、参数、测取部位,测量记录次数及应注意的问题等。检验方法可采用直接、间接或等效等方法。检验工序设置时应遵循以下要求。
4.1 产品接收检验工序的设置
随产品进厂的履历文件的齐全配套性、外观质量;飞机(直升机)、进厂房前的退弹(救生弹药、炮弹)、放氧充氮及座椅插保险销;制导弹药安全口盖箭头指向;试车前进气道部位的多余物;发动机试车过程;制导弹药整弹性能测试及包装箱检查;对剩余寿命符合继续装机使用的发动机,各机件的安装固定、保险及机械损伤等。
4.2 修理过程检验工序的设置
部附件产品等修理工艺规程中的分解工序一般不设置检验工序,有特殊分解要求的可按特性要求设置(如弹上危险品等);对于包含准备工作的特性形成全过程不应笼统地将其全部设置为检验工序,只需将形成特性的工序或特性设置为检验工序;机(弹)上设备,部附件产品等修理工艺规程中的修理工序除形成质量特性的要求和数据外,其余原则上不设检验工序;由专职故检员进行的故障检查工作和无损检测,不设置检验工序;装配前的一般性冲洗检查一般不设置检验工序,有明确冲洗合格检查标准的可以设置检验工序并明确检查方法;在多余物控制上进行检验工序设置时,一般不应笼统地在完工检查时要求检查有无多余物,而应与生产现场管理中的控制要求相结合,根据产品的结构特点细化到相应的控制环节上;在单件和完成组合后需进行相同特性检查的,检验工序应设置在组合后的特性检查上;单件完工特性检查要求在系统成套性检查时,能够对单件的全部或主要完工特性进行检查的,应将检验工序设置在系统成套性检查上;在修理中只进行检测不进行修复(不合格更换新件)的一般产品,在特性检查上一般不设置检验工序,制导弹药上的危险品测试应设置检验工序;在产品修理的不同阶段,需多次对相同特性进行重复检查且在完工检查中能够进行检查的,检验工序应设置在完工检查上;专业性较强且由专业设备进行判断的检查项目(如三坐标、理化试验、计量、无损检测等),一般不设置检验工序;电缆修理、制作时,射频电缆的绝缘电阻应全数检验,其他电缆的绝缘电阻可抽检;在引用其他工艺文件时,除特殊规定外,一般不再变动检验工序;飞机(直升机)、发动机试车(磨合)、部附件试验等运转工序,不能笼统地将其全过程设置为检验工序,设置检验工序时应明确检验员检查位置、检查内容、检查方法,可以将试车、运转前的安装检查以及运转后有明确检查要求的特性设置为检验工序;在油液污染度指标控制工序上需设置检验工序,应明确取样时机、取样位置、污染度标准和等级等要求;对必换件更换情况的检验,如能在产品完工后进行检查的,可以将检验工序设置在完工检查时一并进行;对于事后不能再次把关检查,但确需检验员进行检查的,应在相应的更换工序进行检验工序设置,不可笼统设置为“完工检查必换件更换情况”。
4.3 完工及出厂前检验工序的设置
完工后不便于检查,有计算机程序保证产品质量的(如飞控调试等),应在修理工艺规程检验工序中明确检验员具体的检查要求;完工检验工序中应针对不同产品的特性,制定比较明确的完工检查要求,不能笼统要求检查“装配的正确性”;产品完工保险检查的检验工序设置,若在过程中已经体现了保险检查要求的,在完工检查时不能简单地再设置为全数检验保险质量,一般只对外部可视部位的保险进行检查,并且需要在工艺文件中明确具体检查部位;若由于后工序的工作可能对已检查合格的保险造成破坏时,可以增加再次检查的要求,并明确检查的具体部位,不能简单地在完工检查时的工序设置中设为全数检验保险质量;检查飞机(直升机)和制导弹药的外观、装配质量及质量证明文件、履历文件 等。
4.4 特种工艺检验工序的设置
特种工艺中产品保温后随炉冷却过程一般不设置检验工序,随炉冷却不是产品形成的主要特性过程,可要求检验员与操作者一起开炉取出零件,将此过程设置为检验工序;有自动记录(如纸质圆图、长图,存贮介质保存的电子文档)的检验工序(如消除应力、除氢)应明确具体检查要求,一般需对起点和终点进行检查,其过程采用巡查,不需全过程进行跟踪检查,过程的体现最终以符合记录情况为准;电镀过程不可笼统地将检验工序设置为过程检验,非功能性的电镀在完工时设置全数检验或抽检,功能性和较重要产品的电镀过程可以设置为过程检验进行控制,但时间较长的过程在中间控制环节应采用巡查的方式;橡胶制品下料和去毛刺工序不需设置检验工序,只在修理工艺规程中明确,去毛刺的结果可以通过完工后进行检查;在油漆干燥过程中,属于自干漆的一般不设检验工序,确需对油漆干燥时间进行控制时可以由工作者在修理记录上填写干燥起点时间,由检验员在完工检验时进行干燥时间确认,不能简单地将油漆干燥全过程设置为检验工 序。
4.5 完成总装后的试车、试飞、测试的检验工序设置
飞机(直升机)、制导弹药试车工序因试验项目多且试验数据多显示在座舱、显示器上等原因,设置检验工序时应明确检验员检查位置、检查内容、检查方法,不能简单地将试车工序设为过程检验。工序设置包括:充氧(过程检验),系统气密性、充填压力等检查;飞机(直升机)、制导弹药加燃油后的气密试验和用油顺序及燃油污染度检查;航炮热校靶及零件清洗后检查、装配后的完工检查和机上装配检查;航炮、座椅装(退)弹及座椅保险销位置检查;机务准备、飞行前后重要工作的检查,进气道检查、工具清点等;每个起落后检查发动机滑油和液压油消耗量;每个起落后检查发动机滑油的特定分析结果;飞机(直升机)在机场投入飞行(或转场)之前,应检查飞机(直升机)提取的燃油油样和飞机(直升机)按加油方案的加油量并盖好口盖,检查充氮、充氧、液压油量、滑油量和减速伞的安装质量。
4.6 油封包装检验工序的设置
工序间油封包装一般不设检验工序,需在试验(试车)台上进行内部油封的可以将需要控制的重点设置为检验工序。油封包装全过程一般不可笼统地设置检验工序,其设置应具体、明确。国外器材必须在接收产品工序时设置检验工序,并打开产品包装进行检查。国产器材原则上应打开包装进行检查,当工厂暂不具备金属罐装、铝塑薄膜封套、密封胶带封口等包装条件时,在检查外包装工序处应设置检验工序,如完好,检验后可直接入库[2]。
5 检验标识和位置设置
5.1 检验标识
根据修理工艺流程中确定的检验方式,设置醒目的检验标识(见图2),便于操作人员和检验人员一目了然地识别工艺规程中的检验点。
5.2 检验方式位置设置
根据确定的检验项目和检验方式,结合产品特性在修理工艺流程中设置检验方式位置(见图3)。由于过程检验是事后不能质量把关、过程不可复现的,应在工步开始前设置“过程检验”的检验标识,进行过程控制并明确控制的项目和要求以及检验的频次、内容和方法,以提示操作者和检验员一同对产品或工序的某些过程自始至终与修理作业同步进行检验,即凡不宜由检验人员单独进行操作验证的项目或内容应实行过程检验,其余检验方式(“全数检验”“复检”和“抽检”)应在工步后设置检验 点。
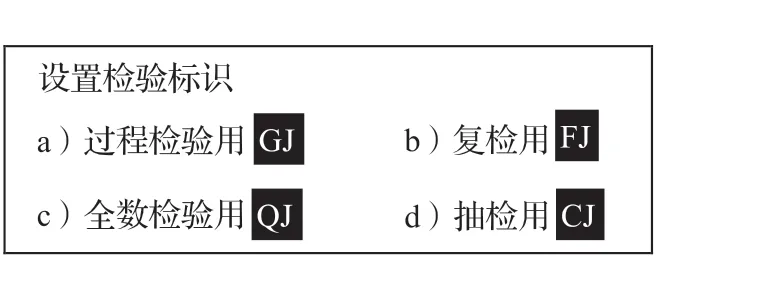
图2 检验标识示例图
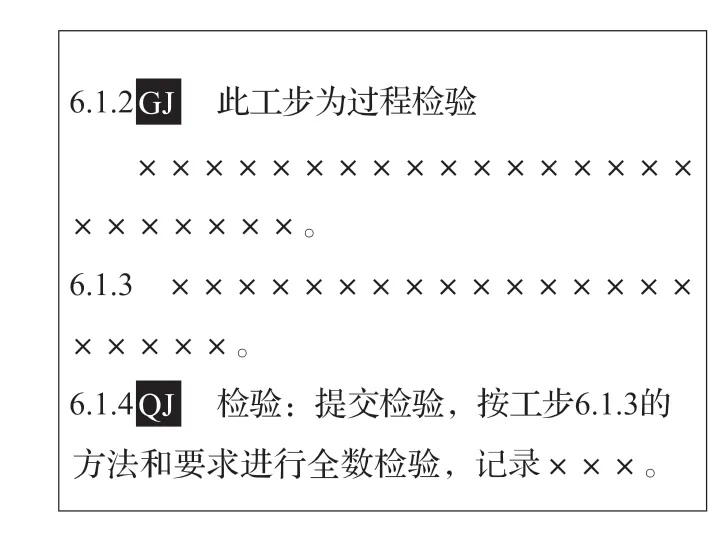
图3 检验方式位置示例图
6 检验点会签、评审、验证
6.1 检验点会签
检验部门对检验点设置、检验方法、检验工序内容的正确性和可操作性等进行会签,提出合理建议,反馈编写人员。会签应检查:对需要检验的项目是否设置了检验工序;检验工序中是否规定了检验内容、检验方式及检验方法;检验工序和内容是否设置合理并考虑了检验员的资源配置;检验工序是否依据产品作业流程置于适当的位置;工艺文件中是否规定了成品检验和(或)完工检验。
6.2 检验点评审
检验点是修理工艺规程评审的内容之一,针对修理工艺规程检验点设置的合理性,重点关注检验方法和检验工序内容的正确性、防差错的准确性、故障检查手段方法的有效可行性、工艺要求的标准样件(实样)齐全性、其精度和状态与技术要求的符合性、可有效使用性以及是否方便判定等,将其纳入修理工艺规程评审中。修理工艺规程编制中检验点的设置及其更改应履行修理工艺规程审批程序,批准生效后,用于操作者和检验员进行产品的修理和验收。
6.3 验点验证
检验点是修理工艺规程验证的内容之一。首次(架、台)使用修理工艺规程时,按照修理工艺规程中故障检查手段方法、检验点设置、检验方法和检验工序内容等进行检验确认和验证,并将其纳入修理工艺规程验证中。验证人员应验证:故障检查手段方法的有效可行性;检验点设置的检验方法和内容的合理性、正确性、可操作性;修理工艺规程要求的标准样件的齐全性;其精度和状态与技术要求的符合性、有效使用性、是否方便判定等。对资源(工装设备、检测手段等)、生产环境等超越工艺的问题,应采取相应的等效措施,以达到修理工艺规程规定的技术 要求。
7 结束语
检验点是在生产作业过程中检验人员按照规定的检验方式、检验内容和检验方法对产品进行检查验收的工序。检验点设置是修理工艺规程编写的步骤之一,应在哪些情况下设置检验点关系到对产品质量的控制,如何合理设置检验点、检验方式和检验方法等是各专业技术人员必备技能,应合理设置检验工序,突出生产过程中的质量把关重点和时机,并明确检验方式和检验方法。一般情况下,对涉及产品放行的数据(定性、定量部分的技术要求)的应设置检验点,检验方式应合理表述。当质量特性形成工序中未明确检验方法和手段时,检验点中应明确其检验项目的内容、方法、测量工装设备、环境和场所等检验要求和测量结果的记录要求。在飞机试飞、发动机试车、火工品拆装、弹射座椅功能性试验、伞包叠装、起落架收放、航电系统联调联试、燃油(滑油、液压油)泵性能试验、槽液配制和电镀后除氢等过程中应规定为“过程检验”,但“过程检验”不宜扩大范围滥用。在航空装备修理中,关键件的关键特性应规定为“复检”,重要件的重要特性应规定为“全数检验”或“过程检验”,一般情况下涉及产品质量的数据也应规定“全数检验”。产品“复检”要注明复检的方式(两种方法或两名检验员),抽检要明确相应的抽检方案。检验时机和检验点设置合理与否是制约修理工艺规程先进性、合理性、可操作性的因素之一,修理工艺规程是企业核心竞争力的主要载体,对检验点设置的研究、探讨和优化将有利于修理工艺规程编写和使用的科学化,对提高修理工艺规程的准确性、有效性、可操作性以及控制产品修理过程质量和放行质量起到积极的作 用。
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24 08:14:52
昆钢科技(2022年2期)2022-07-08 06:36:14
电子乐园·下旬刊(2022年6期)2022-05-16 03:54:52
锻造与冲压(2021年3期)2021-02-27 07:12:12
四川劳动保障(2021年3期)2021-01-27 19:50:42
世界汽车(2020年6期)2020-12-28 02:40:14
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
制造技术与机床(2018年8期)2018-10-09 08:27:48
工程建设与设计(2016年1期)2016-02-27 10:50:23