
不同抛丸处理工艺对A380合金铸件表面质量的影响
2021-01-06 07:14:36黄曼曼
中国金属通报 2020年15期
黄曼曼
(唐山工业职业技术学院,河北 唐山 063299)
挤压铸造具有金属液的利用率高、选材范围广、所得铸件组织性能优良及精度高等优点,现已被广泛应用于汽车、航空航天、机械等领域,它在满足强度要求的同时还可实现轻量化[1,2]。挤压铸件不仅需要满足硬度要求,其表面还需具有一定的粗糙度以便进行涂装及美观等,但当粗糙度过大时又会产生应力集中,缩短产品的使用寿命[3,4]。国内外研究可知[5,6],通过抛丸处理可增加铸件表面的压应力,同时降低裂纹产生的几率,有效提高零件的疲劳强度,但抛丸处理可同时影响铸件的硬度及粗糙度。本文对A380铝合金挤压铸件采用不同的抛丸处理工艺,对经处理后工件的硬度及表面粗糙度进行测试分析。
1 实验方法
A380铝合金的化学成分如下 :Si:9.2、Fe:0.86、Cu:3.5、Mn:0.18、Mg:0.09、Zn:0.86、Ti:0.02、Ni:0.06、Sn:0.02,其余为Al。从挤压铸件上截取6mm厚的矩形板为试样进行分析,采用最大转速为1700r/min的立式抛丸清理机对试样进行抛丸处理,抛丸的温度为25℃。试验所控制的变量为钢丸直径(0.50mm、0.30mm)、抛 丸 速 度(800r/min、1200r/min、1600r/min)、抛丸时间(150s、300s、450s),试验采用正交数据控制单一变量的方法进行研究分析,共制备18个试样采用18种工艺,如表1所示。其中未经抛丸处理的A380挤压铸件的表面粗糙度Ra为1.526μm,硬度(HV)为104。采用硬度仪和表明轮廓测量仪对经抛丸处理后试样得硬度和粗糙度Ra进行测试,同时采用扫描电镜SU3500对试样的表面形貌进行观察分析。
2 结果与分析
2.1 抛丸工艺对A380铸件粗糙度及表面硬度的影响
试验测试所得经抛丸处理后铸件的粗糙度Ra如图1,观察图1a可发现,当抛丸时间为150s和300s时,粗糙度随抛丸速度的增加而升高,当抛丸速度为1600r/min时,其表面粗糙度分别为4.526μm、5.217μm,比抛丸速度为1200r/min的粗糙度分别提高约6.9%、1.8%。总体上看当抛丸时间越长时粗糙度越高,但当抛丸速度为800r/min,时间为450s时,粗糙度仅为2.510μm,这说明当抛丸速度较低时,抛丸时间过长会使粗糙度下降。这可能是由于体积较大且速度较低的钢丸并未对铸件表面组织产生足够的压强使其发生拉伸变形[3]。在1200r/min、450s时其粗糙度约为6.142μm,但当1600r/min其粗糙度又低至5.261μm,这可能与铸件组织较致密且无明显缺陷有关。
观察图1b可发现,当钢丸直径为0.30mm时,试样的表面粗糙度Ra随抛丸速度的升高而增加,当抛丸时间越长速度越低时,所得试样的粗糙度越低。当抛丸速度为1600r/min时所得粗糙度的值均较大,当抛丸时间为450s时为最大值6.496μm。观察图1还可发现,当钢丸直径为0.50mm、0.30mm时,试样的粗糙度总值分别为39.949μm,38.984μm,两者相差较小,这说明钢丸直径对粗糙度的影响不大。经抛丸处理后所得试样粗糙度的最大值和最小值均出现在抛丸时间为450s时,所以在实际生产时应综合考虑抛丸速度和钢丸直径对粗糙度的影响。
图2所示为A380铸件试样经抛丸处理后硬度测试的结果,观察图2a可发现,总体来说当抛丸速度越大,抛丸时间越长时,其表面硬度越高,但在1200r/min、150s时其硬度为116,与800r/min的硬度值120相比有所下降,这可能是由于表面硬度受抛丸时间和速度的综合影响,虽然抛丸速度增加使得强化层厚度增加,但硬化层中出现了连续断层的缺陷,导致硬度下降,当抛丸速度升至1600r/min时,钢丸对试样的冲击力增大,使得硬化层增加,表面断层缺陷减少,进而使硬度得到提升。观察图2b可发现类似的现象,当工艺为150s、1200r/min时试样的硬度为115,与800r/min时试样的硬度121相比有所下降。当工艺为300s、800r/min时试样的硬度最低仅为105,观察该试样的表面形貌可发现硬化层上存在大量的颗粒状组织及断层,这主要是由于较低的抛丸速度使硬化层变薄且出现大量的缺陷,造成硬度明显下降。

图1 经抛丸处理后所得铸件表面的粗糙度Ra
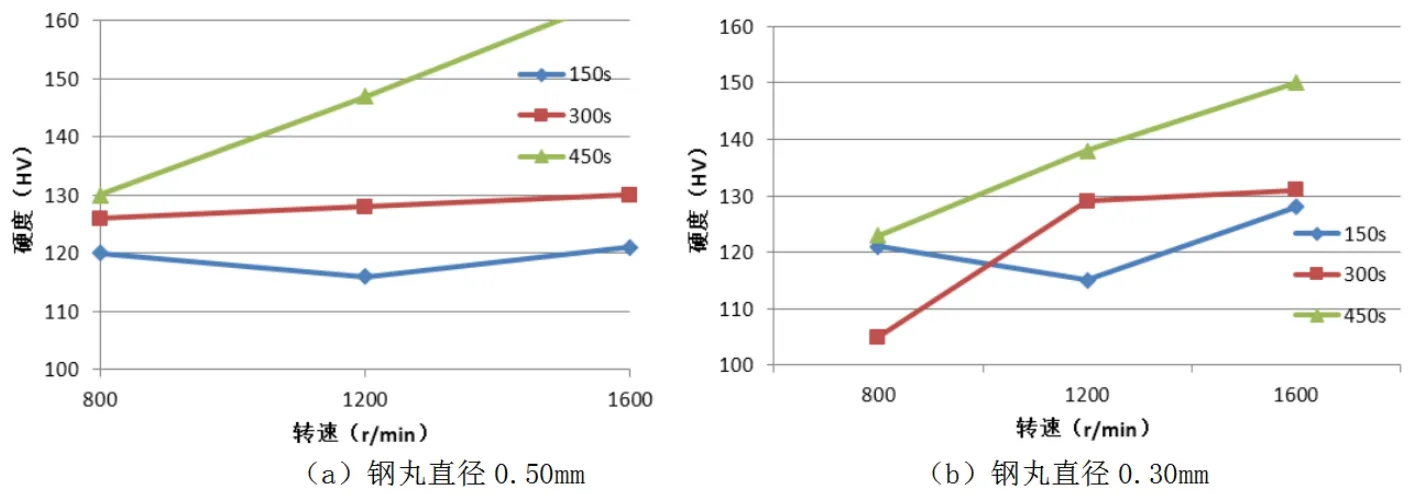
图2 经抛丸处理后所得铸件的硬度
抛丸强化就是通过钢丸高速且连续的冲击使工件的表层结构发生翻滚并氧化,使得靶材的表层结构发生了以下变化:非均匀的塑变内表层产生残余拉应力、外表层产生残余压应力;表面粗糙度发生变化;微观组织结构发生改性[7]。通过这些变化可提高材料的抗疲劳断裂性能,防止其发生疲劳失效、脆断和塑性变形等,进而提高工件的疲劳寿命[8]。
2.2 抛丸工艺对A380铸件表面形貌的影响
经0.50mm钢丸进行抛丸处理后试样的形貌,经抛丸处理后试样硬度的提升主要取决于钢丸所产生的表面压应力大小,组织裂纹缺陷分布和加工硬化程度。由于钢丸对试样表面的不断冲撞,使上表层因拉伸出现塑性凹坑,而塑性层以下的弹性层产生压应力,所以通过试样表面的凹陷程度可以观察残余应力的大小。
由于工艺1的抛丸速度低且抛丸时间短,所以对试样表面的冲击较小且出现了不规则的凹坑,发生了较轻的加工硬化和较小压应力,所以此时硬度提高的并不明显。与工艺1相比,工艺4的抛丸速度为1200r/min,观察可发现试样表面的击打痕迹分布很均匀,但观察可发现,凸起的下方出现了连续断层的缺陷,破坏了金属原子间键合,当表面受压力载荷时该断层缺陷发生回缩,使得压应力下降,所以与工艺1相比硬度变化不大但粗糙度明显上升。
两种工艺相互比较,其中一种的抛丸时间增至450s,由于冲击形成了更大的凹陷且出现大量的断层,硬度约为147。这主要由于试样表面被充分的击打产生了较大的变形,使得塑性变形的厚度增加,硬度升高,而较高的抛丸速度阻止了部分翻滚后的组织发生原子键合,导致了裂纹的产生。其表面粗糙度为6.142μm,这主要是由于试样表面发生了较大的变形和较多缺陷,使局部出现高低不平的现象。在这一速度下钢丸的冲击力使得塑性变形层的厚度增加,残余应力增大,组织之间可以形成金属原子的键合,提高其承受压力荷载的韧性。钢丸直径为0.30mm时,笔者观察表面形貌发现与上图的规律基本类似。但试样的表面均出现麻状颗粒状组织,这些颗粒状组织使得表面受压力荷载时容易发生断裂,增加表面脆性,提高了表面缺陷的密度,这也是0.30mm钢丸直径硬度低于0.50mm的主要原因。
3 结论
经抛丸处理后A380铝合金挤压所得铸件的表面硬度由116升至165,同时粗糙度Ra在2.510μm~6.496μm之间;总体上说当抛丸时间越长,速度越高时,所得试样的粗糙度越大,而钢丸直径对试样粗糙度的影响不大。当钢丸直径为0.30mm,抛丸速度分别为800r/min、1600r/min,抛丸时间为450s时所得试样的粗糙度分别为3.495μm、6.496μm。当抛丸时间越长、抛丸速度越高时,所得试样的硬度越高;由于试样表面强化层厚度的增加、凹坑的加深、表面缺陷的增加使得试样表面的粗糙度增大。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
装备制造技术(2021年2期)2021-07-21 05:38:46
广东交通职业技术学院学报(2020年4期)2021-01-21 07:37:44
甘肃科技(2020年20期)2020-04-13 00:30:18
模具制造(2019年4期)2019-06-24 03:36:48
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国铸造装备与技术(2017年3期)2017-06-21 11:33:43
