
桥梁钢Q370qE工业生产实践
2021-01-04 03:57孙路路
中国金属通报 2020年11期
孙路路
(南京钢铁股份有限公司板材事业部,江苏 南京 210035)
随着经济的发展,桥梁用钢已成为一种应用广泛的钢材。桥梁钢Q370qE是一种低合金结构钢,主要用于铁路桥梁、公路桥梁施工、钢箱梁或钢桥钢梁焊接结构[1]。特别是铁路桥梁,在实际运营过程中,长期承受着疲劳荷载,其安全可靠性受到社会的高度重视。根据桥梁的设计特点,要求钢板的强韧性、焊接性、屈服强度比等性能均达到标准要求。采用正火工艺生产的传统铁路桥梁钢的焊接性和低温冲击韧性不能满足桥梁快速发展的要求,是其明显的缺点[2]。采用TMCP工艺生产的低碳桥梁钢具有强度高、焊接性好、低温冲击韧性好等优点。根据国内某钢铁企业先进的冶金技术和设备条件,研究了高性能Q370qE桥钢板的工艺基础,并在TMCP生产过程中采用低碳、微铌和低碳当量的成分设计,研制了Q370qE钢板具有优良的力学性能和焊接性能。
1 国内外桥梁钢的发展概况
作为钢铁强国的日本,其桥梁钢的研宄和应用非常广泛,从20世纪中期日本就开始使用屈服强度超过500Mpa的高强度钢来建造桥梁,比如1974年建造的大阪港大桥梁,20世纪60年代日本开始使用免涂装的耐候钢,用于沿海地区的桥梁建设。日本目前致力于高性能桥梁钢的研究,比如开发的BHS500和BHS700W,屈服强度分别为500Mpa和700Mpa,有着更好的综合力学性能。高强度耐候桥梁钢在美国的应用历史悠久,特别是1992年,高性能钢HPS(high performane steel)的发展被提出,高性能钢具有碳含量低、碳当量低、易焊接、力学性能好等特点[3]。代表钢种为HPS345W、HPS485W和HPS690W。此外韩国,欧洲等国桥梁钢的发展也比较迅速。
我国的桥梁钢应用较晚,但是发展较快。我国桥梁用钢屈服强度水平由235Mpa提高到345Mpa~420Mpa,近年来已发展到500Mpa;冲击试验温度由最低的-20℃提高到最低的-40℃甚至-60℃;典型的代表为第一代武汉长江大桥,但是钢材是原苏联提供给的A3钢。第二代南京长江大桥,开始也是原苏联提供钢材,后由鞍钢替代,为16Mnq。第三代为九江长江大桥,用牌号为15MnVNq。第二代和第三代桥梁钢由于韧性和焊接性能不好,只能应该于中小型桥梁。武钢在此基础上研发低碳当量和加Nb元素进行微合金化,成功研制14Mnbq,即目前广泛使用的Q370q,成功应用于芜湖长江大桥,为第四代。第五代为南京大胜关长江大桥,使用的是Q420q,屈服强度可达到420Mpa,随着国内的基础建设升级,对桥梁钢的要求越来越高,挑战也越来越大。图1为某桥梁图。

图1 桥梁
2 技术要求与成分设计
根据GB/T 714-2015的标准,Q370qE的力学性能要求如表1。

表1 Q370qE的力学性能要求
碳是钢中最重要的强化元素。随着碳含量的增加,钢的屈服强度和抗拉强度可以同时提高,但抗拉强度的提高幅度较大,屈服强度比较低。但随着碳含量的增加,材料的中心偏析严重,降低了材料的韧性和焊接性[4]。因此,采用适当的低碳设计。锰在固溶强化和晶粒细化中起着重要的作用,提高了合金的屈服强度和低温韧性。但锰含量过高也会降低焊接性能,应适当添加。铌在控制轧制和冷却过程中起着重要作用。在高温控轧阶段,固溶态Nb可以抑制再结晶奥氏体晶粒的生长;在低温控轧阶段,析出的Nb(C,N)颗粒通过抑制奥氏体的再结晶,增加晶体缺陷的密度,从而显著提高了铁素体的形核率,在钢中加入少量的钛可以促进TiN在晶界的析出,抑制原始奥氏体晶粒的生长,从而提高材料的低温韧性。表2为设计成分。
碳当量(Ceq)计算公式为:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
焊接裂纹敏感型指数(Pcm)代替碳当量评估钢材的可焊性,计算公式为:
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Mo/15+Ni/60+V/10+5B
3 生产工艺
加强对脱氧和脱硫过程的控制,能有效减少钢中非金属夹杂物的数量。在转炉冶炼过程中,控制终端C的含量,降低钢中的氧含量,严格控制炉渣量。精炼过程中脱硫快、充分,软吹时间要保证,钢中的夹杂物要完全浮起;连铸坯中心偏析控制在C级0.5~1。严格控制加热温度和加热时间,抑制原晶粒过度生长[5]。依次加热温度为1200℃~1250℃,加热时间为3.5h~4.5h比较合适。在再结晶区和非再结晶区轧制,保证了再结晶温度范围内晶粒组织均匀。粗轧阶段,轧制温度≥1050℃,合格率控制在15%~30%。奥氏体晶粒经轧制完全再结晶细化,大大降低。在最终轧制阶段,二次轧制温度≤950℃,二次轧制累积变形控制在60%~70%,增加了晶间变形面积,促进了铁素体的形成。最终轧制温度控制在760℃~830℃,抑制了相变后铁素体的生长,降低了铁素体晶粒尺寸。为了获得均匀、细小的铁素体+珠光体结构,考虑了最大形核速率、最快形核速率和矫直温度的温度范围。轧制后用ACC进行冷却,最终冷却温度控制在620℃~700℃。图2为生产工艺流程。图3为轧制生产线。

表2 Q370qE的设计成分(Wt/%)

图2 生产工艺流程图

图3 轧制生产线图
4 试验结果
经过试验生产检测,试验钢屈服强度400MPa~480MPa,抗拉强度540MPa~610MPa,延伸率21%~25%,-40℃冲击功为180J~240J。图4为屈服强度、图5为抗拉强度、图6为延伸性能、图7为低温冲击性能。
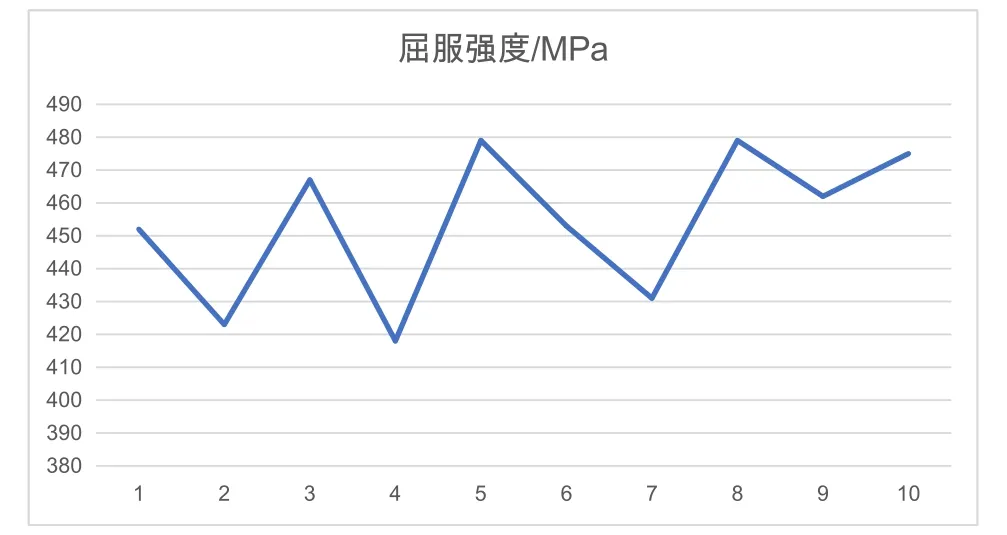
图4 30mm屈服强度分布

图5 30mm抗拉强度分布
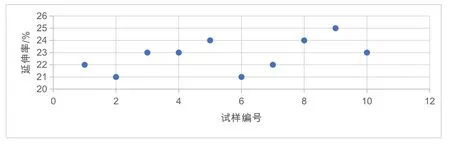
图6 30mm试样延伸率分布
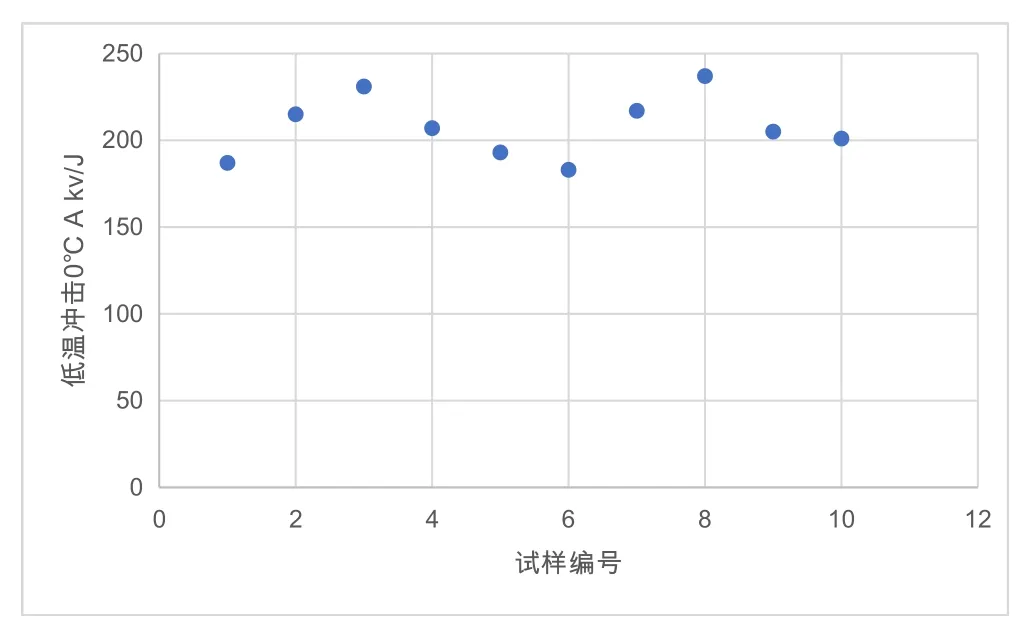
图7 30mm试样低温冲击功分布
5 结论
通过添加合理的成分,利用控制轧制控制冷却工艺,使桥梁用钢Q370qE的各项性能达到国标GB/T 714-2015的要求,完全满足桥梁钢的应用需求,现已稳定、批量供货。
猜你喜欢
航空制造技术(2022年7期)2023-01-03
电焊机(2022年8期)2022-09-09
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
焊接(2021年2期)2021-05-07
装备环境工程(2020年2期)2020-03-23
中国金属通报(2019年6期)2019-08-20
财会学习(2018年18期)2018-08-22
北京航空航天大学学报(2017年5期)2017-11-23
