
Sludge Drying and Incineration Method Applied to Sludge Reduction Research
2021-01-03 14:04JingangXIANGFeng’eZHANG
农业生物技术(英文版) 2021年6期
Jingang XIANG Feng’e ZHANG






Abstract This work takes sludge drying and incineration and pollutant discharge characteristics as the main line of research. With sludge dewatered by a certain sewage plant in southern Jiangsu using machinery and chemical conditioners selected as the research object, the influencing factors such as particle size, drying temperature and sludge reverse-mixing ratio in the sludge drying process were mainly explored, and the best working conditions of sludge drying were further analyzed. On this basis, in-depth research was carried out on the pollutants such as NOx, SO2, HCl, CO and other pollutants generated in the sludge incineration process by investigating the incineration temperature, sewage, the sludge moisture content and excess air coefficient. The results showed that the best conditions for sludge drying were as follows: particle size 3.5 mm, temperature 210 ℃ and reverse-mixing ratio 25, and the cumulative drying time of the sludge 445.21 min. Through the research on the pollutant emission characteristics of sludge incineration, it was found that the incineration temperature and the moisture content of the sludge had a greater impact on the emission concentrations of NOx, SO2, HCl, and CO. Among them, the incineration temperature was the key factor that affected the generation of NOx, SO2, HCl, and CO.
Key words Sludge; Sludge reduction; Dry incineration
Received: August 28, 2021 Accepted: October 29, 2021
Supported by Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX20_2596).
Jingang XIANG (1997-), male, P. R. China, master, devoted to research about water pollution control.
*Corresponding author. E-mail: zfelzh@cczu.edu.cn.
The sludge occupies a large area, and if it is stacked randomly without treatment, it will pollute the environment to varying degrees. It will not only pollute the surrounding soil environment, but also cause excessive pollutant content occupies a large area, soil compaction, destruction of vegetation, restriction of crop growth, and even great harm to human health[1].
At present, the commonly used methods for the treatment of sludge are: incineration, freezing, biological treatment, hot washing, solution extraction and chemical demulsification, etc [2-8]. Some new technologies, such as electrochemical method and supercritical water oxidation method, are not yet mature and are still in the laboratory research stage. Therefore, the most effective and efficient sludge treatment technology is the sludge incineration method, which can quickly incinerate and degrade pollutants in the sludge, and can also recycle effective energy generated during the combustion process. It is widely considered to be the best way to treat sludge. However, in the process of sludge incineration, with the enrichment of some elements such as N and S in the sludge, a large amount of gases harmful to the environment, such as NO, NO2, SO2 and other gaseous pollutants, are continuously generated. In addition, with the further combustion of the sludge, heavy metals contained in it will continue to migrate and transform into the environment through flue gas and fly ash. In addition, sludge incineration requires a lot of funds for the research and development of user equipment and the control of related operation and maintenance links, which is also a key factor restricting the sludge incineration method at this stage.
The main purpose of this work is to study the characteristics of sludge drying and incineration and pollutant discharge. First, the dewatered sludge treatment and disposal project of the sewage plant in southern Jiangsu was the research object, and the influence factors of sludge drying and the optimization of the optimal process conditions were studied. On this basis, the pollutant emission characteristics of sludge incineration were investigated, and the effects of different incineration temperatures and sludge moisture content on the emission characteristics of NOx, SO2, HCl, and CO were investigated.
Experimental Part
Experimental device for sludge drying
As shown in Fig. 1, the experimental device was a self-made sludge steam drying test device, which consists of four parts: a steam drying generator, a horizontal tube furnace, a gas cylinder and a temperature control device. The steam drying generator has a thermal power of 3 kW, a rated steam temperature of 155 ℃, and a rated steam pressure of 0.45 MPa. The valve opening can be adjusted to control the steam flow into the horizontal tube furnace. The high temperature resistant quartz tube of the horizontal tube furnace is 800 mm in length and 50 mm in inner diameter. The temperature control of the horizontal tube furnace is composed of a K-type thermocouple and a digital display temperature controller. The range of the K-type thermocouple is 0-1 200 ℃, the accuracy is ±1%, and the temperature switching error of the digital display temperature controller is 0.5%. In addition, 0.1 mol/L NaOH solution in the scrubber was mainly to absorb the odor generated during the drying process. Once the horizontal tube furnace exceeds the set temperature, the digital display temperature controller can automatically cut off the heating circuit. When the temperature of the horizontal tube furnace drops, the heating circuit automatically turns on and reheats to the set temperature.
Integrated treatment device for sludge incineration
The pilot plant for the integrated treatment of sludge incineration in Fig. 2 is an experimental device developed by our research group. The entire device consists of a circulating fluidized bed incinerator, a tail heating surface, auxiliary equipment (feeding device, air supply device, ignition device), and PLC electric control cabinet. Among them, the lower cone section of the furnace is provided with a feed port and a return port, and a slag discharge pipe is provided at the bottom of the furnace to discharge slag. Pressure measuring points and temperature measuring points are set in the dense phase area of the furnace, the dilute phase area of the furnace, and the furnace outlet, which are used to detect the pressure and temperature changes at different positions of the furnace in actual operation, and help judge the combustion status of the sludge in the furnace.
Operation of the integrated sludge incineration device: The dried sludge is transported from the feeder to the dense phase area of the furnace, and is quickly mixed with the hot quartz sand after entering the furnace, and ignited and burned after being fully heated. The motor speed can control the size of the sludge fed. A large number of particles exiting the furnace with the flue gas flow are separated from the flue gas in the cyclone separator, and the separated particles are sent back to the furnace through the return device to participate in the combustion process again. The high-temperature flue gas separated by the separator enters the tail flue. A superheater and an air preheater are arranged in the tail flue from top to bottom. After a series of purification treatments, the flue gas is discharged into the atmosphere in the furnace and air chamber. The return device, cyclone separator and other severely worn parts are sprayed with refractory and anti-wear materials.
According to the characteristics of the sludge, the device can select corresponding combination of treatment components to treat it. In the experiment, the reaction device ran once a day for 3 h each time, and the working period was 9:00-12:00 or 14:00-17:00 for a total of 20 d.
Experimental materials
The drying test material in this study was taken from the sludge after mechanical dewatering of a sewage plant in a town in southern Jiangsu, and it was retrieved and stored at about 4 ℃ for later use. In order to ensure the accuracy of the test, this study selected the same batch of sludge to be tested at the same time. The specific properties of the sludge are shown in Table 1.
Experimental methods and test items
First, 20 g of sludge was added to the sludge drying device in Fig. 2. The steam generator was started after checking the water level, and the valve opening was adjusted to control the steam flow into the horizontal tube furnace to 2.5 L/min. All the air in the horizontal tube type furnace was replaced, and the digital display temperature controller was adjusted to make the temperature of the horizontal tube furnace reach the set test working condition value. The quartz crucible with sludge was pushed by the push rod to the constant temperature area in the middle of the horizontal tube furnace, followed by connecting the exhaust gas absorption part, and timing was started at the same time. After a period of time, the quartz crucible with sludge was pulled out and weighed, and the data were recorded. The previous step was repeated until the weight of the sludge did not change after two adjacent times of drying. After the drying test was over, heating was stopped, and the excess steam in the steam generator was let off. The main power supply was cut off after the digital display temperature controller showed below 50 ℃.
Moisture content determination: The dried sludge after mechanical dehydration was put in a constant temperature drying box for drying treatment, and the temperature was set to 105 ℃. The moisture content of the sludge was calculated based on the weights of the sludge before and after drying. The calculation of the moisture content of sludge under natural conditions was mainly by selecting sludge of different thicknesses and placing it in an environment of 25 ℃ for a certain period of drying treatment, and the moisture content of the sludge naturally dried for a period of time could be calculated only when there was a significant difference in the weight of the sludge cake.
Determination of incineration gas pollutants: The flue gas formed after sludge incineration, such as CO, NO2, SO2, etc. , was tested by a flue gas analyzer (KM9506). The KM9506 flue gas analyzer adopts a modular design, and the independent measurement module can automatically calibrate the sensor and perform cross-interference correction.
Results and Discussion
Research on optimization of sludge drying process conditions
Response surface test design and results
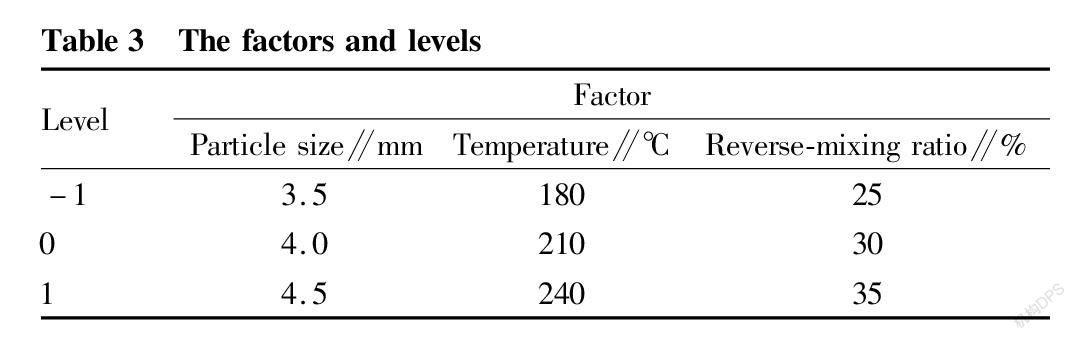
The Box-Behnken design principle was used in the Design-Expert8.0.6 software on the basis of single factor experiments, and a three-factor three-level response surface method test was designed with the cumulative moisture ratio of the sludge as the response value. The test was divided into 17 groups, and the experimental design and results are shown in Table 3 and Table 4.
Quadratic regression model and analysis of variance
The response surface regression process of the Design-Expert 8.0.6 software was used to analyze the data in Table 4, and a quadratic response surface regression model was established with the sludge drying time (Y) as the response value. The regression equation was:
Y=425.60-52.84A+42.00B+10.35C-35.63AB-31.81AC+35.13BC-98.77A2-193.83B2-18.27C2 (1)
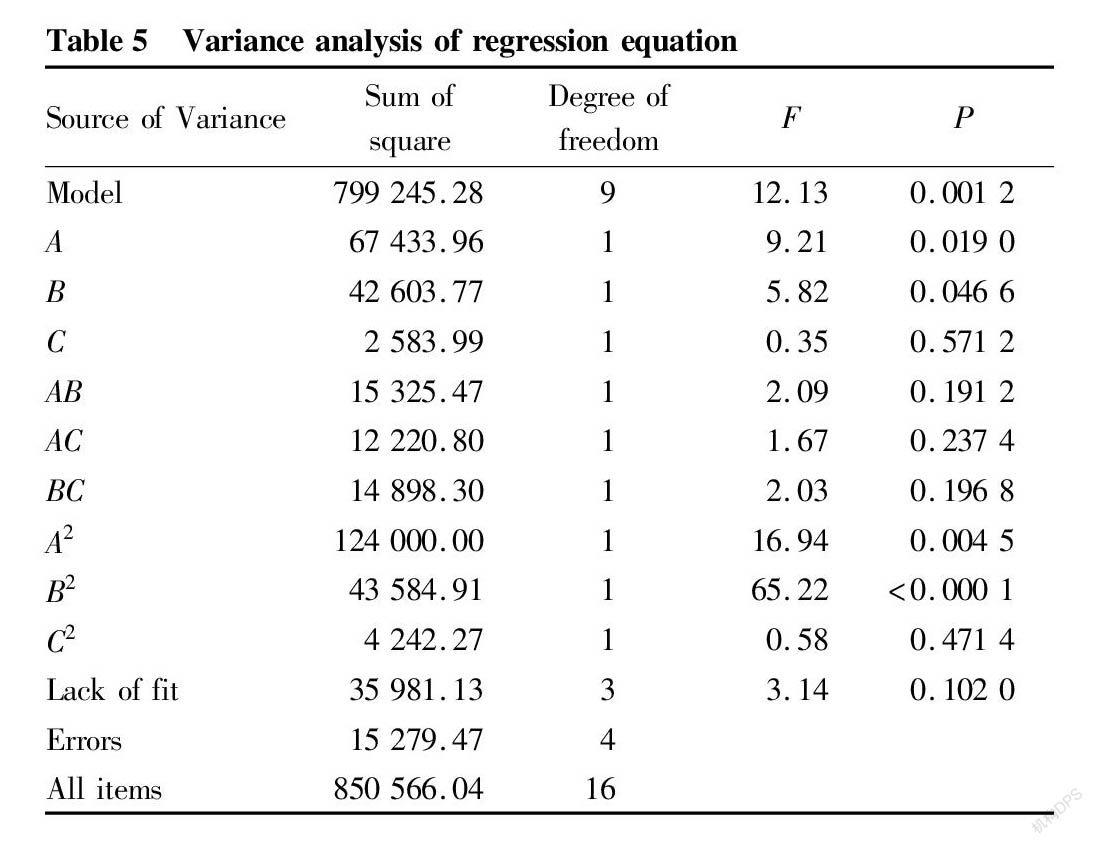
The Design-Expert8.06 software was used to analyze the variance of the sludge drying time. The variance analysis of the regression equation is shown in Table 5.
It can be seen from Table 5 that the P value of the model was 0.001 2 ( P <0.01), indicating that the predicted value of the model matched the actual value, so the experimental results were extremely significant and reliable. In addition, the P values of particle size and temperature were less than 0.05, indicating that the particle size and temperature had a significant impact on the drying time of sludge; the reverse-mixing ratio was greater than 0.05, indicating that its influence on the drying time of sludge within the scope of the experimental design was not significant. Comparing the significant coefficients of various items, it could be see that the order of the degree of influence of single factor on the drying time of sludge was particle size>temperature>reverse-mixing ratio. In addition, the model regression was significant at the level of α=0.01; and the lack-of-fit item reflected the inconsistency of the experimental data with the model, as P =0.102 0>0.01 showed that the lack-of-fit item was not significant. Therefore, the choice of the model could be considered to be basically correct.
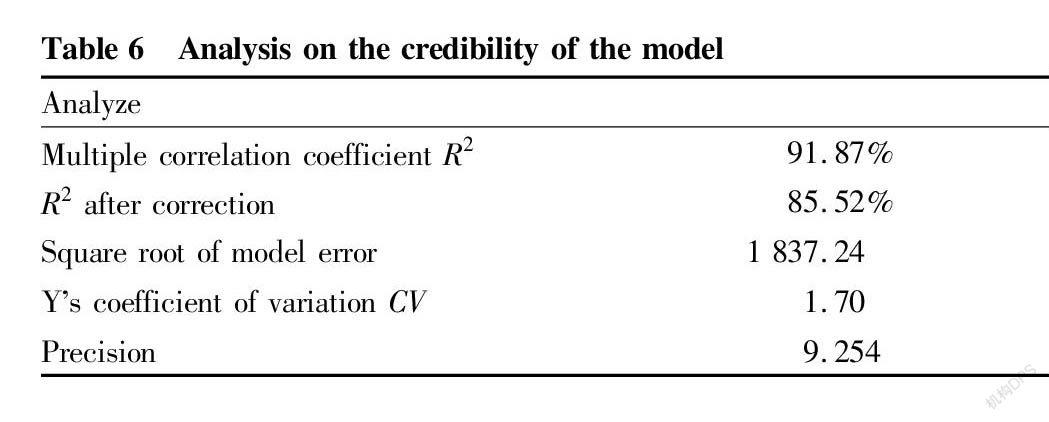
The reliability analysis results of the model are shown in Table 6.
It can be seen from Table 6 that the model determination coefficient R 2=0.918 7, and the corrected determination coefficient R 2Adj=0.855 2>0.8, indicating that the model could explain 91.87% of the response change, the model fit well, and the experimental error was small; and the model’s coefficient of variation CV =1.70%<10%, and the precision "Adeq Precisior" value was 9.254>4, indicating that the experiment had high reliability and precision, and the data were reasonable.
Response surface analysis and determination and verification of optimal process conditions
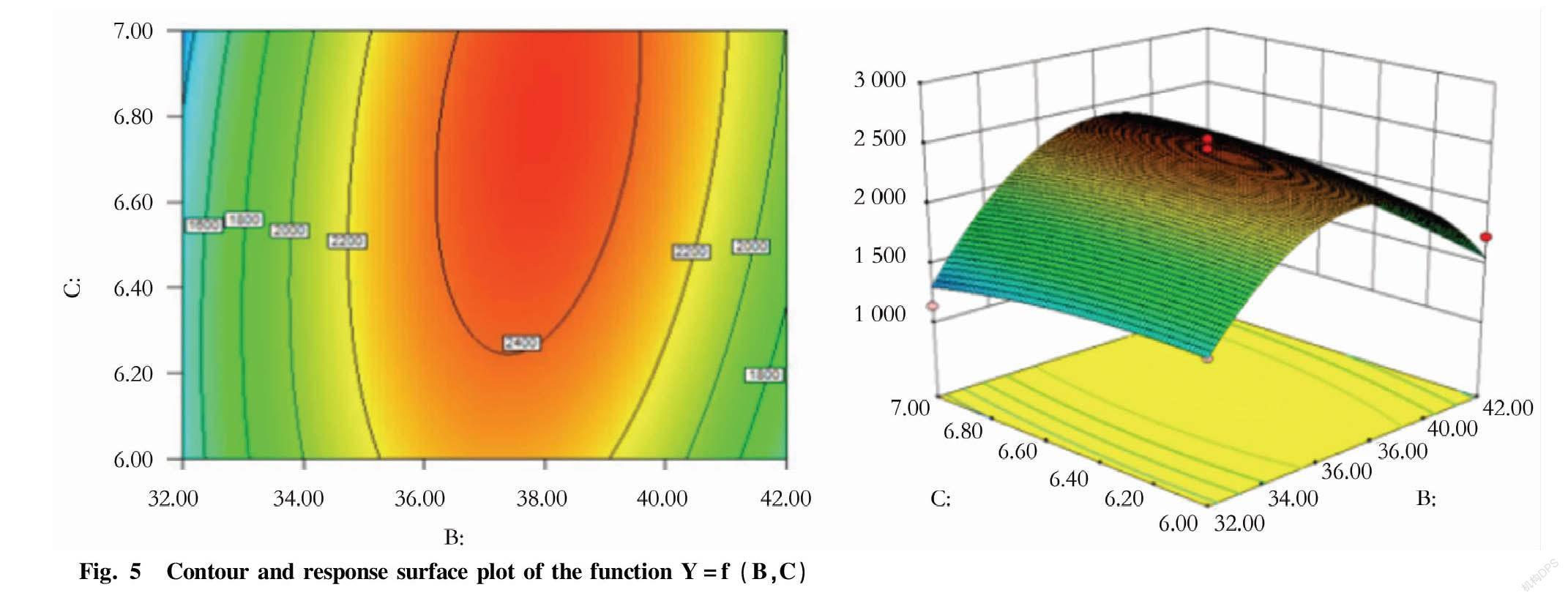
The Design-Expert8.0.6 software was used to draw the contour map and the three-dimensional analysis diagram of the response surface of the quadratic regression equation. The results are shown in Fig.3, Fig. 4, Fig. 5.
Fig.3 shows the synergy between particle size and temperature when the reverse-mixing ratio was at the optimal value. Fig. 4 shows the synergy between particle size and reverse-mixing ratio when the temperature was at the optimal value. Fig. 5 shows the synergy between temperature and reverse-mixing ratio when the particle size was in the optimal position. These three influencing factors all had a parabolic relationship with the sludge drying time, indicating that there was an extreme value in the investigation range, there was an interaction between the three test factors, and there was a saddle point value on the response surface.
The optimal solution method of Design-Expert8.0.6 software was used to analyze and find the maximum response value of the model corresponding to 452.84 min. The corresponding value of each factor (A, B, C) was (3.5, 210, 25), that is, particle size, the temperature and the reverse-mixing ratio were 3.5 mm, 210 ℃ and 25%, respectively, and the cumulative drying time of the sludge was 445.21 min.
In order to verify the feasibility of the theoretical value, a sludge drying test was carried out under the conditions of a particle size of 3.5 mm, a temperature of 210 ℃ and a reverse-mixing ratio of 25% to verify the validity and reliability of the model.
Optimal process conditions
According to "Experimental methods and test items", using the optimized process (particle size 3.5 mm, temperature of 210 ℃ and reverse-mixing ratio of 25%) obtained after optimization, a verification test was carried out in a self-made sludge drying device. The verification test results showed that under the optimal process conditions, the sludge drying time was close to the theoretical prediction value, so it could be concluded that sludge drying could be carried out efficiently and stably under the optimal process conditions for sludge drying. Moreover, the optimization of the model was effective and reliable, and it can be used to predict and analyze the drying effect of sludge in practical applications.
Research on discharge characteristics of pollutants from sludge incineration
The effects of temperature on pollutant emission characteristics
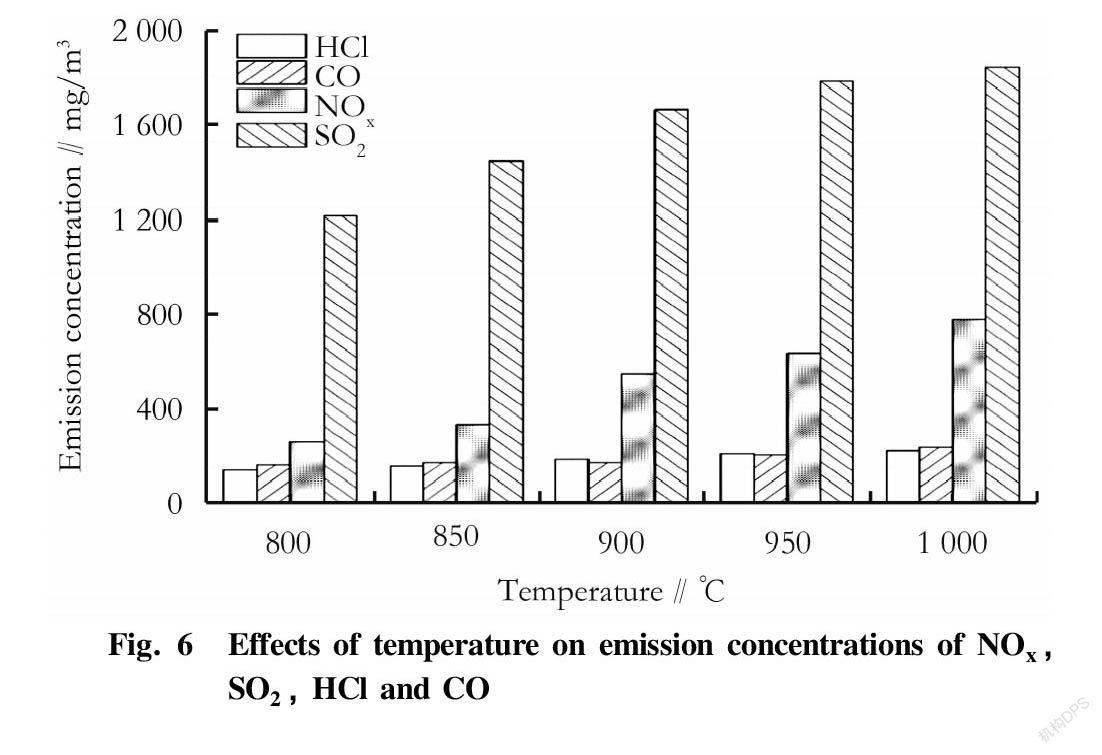
According to "Experimental methods and test items", the temperature was controlled at 800, 850, 900, 950, 1 000 ℃ for incineration, and the effects of temperature on the emission concentrations of NOx, SO2, HCl, and CO were investigated. The results are shown in the Fig. 6.
It can be seen from Fig. 6 that the emission concentrations of NOx, SO2, HCl, and CO increased with increasing temperature. When the temperature was 800, 900, and 1 000 ℃, the NOx emission concentrations were 258, 335, and 547 mg/m3, respectively, SO2 emission concentrations were 1 215, 1 450, and 1 667 mg/m3, respectively, HCl emission concentrations were 140, 156, and 184 mg/m3, respectively, and CO emissions were 162, 172, and 170 mg/m3, respectively. Compared with 800 and 900 ℃, the emission concentrations of NOx, SO2, HCl, and CO at 1 000 ℃ had a significant increase. Studies have shown that temperature is a key factor affecting the production of gaseous pollutants NOx, SO2, HCl, and CO from sludge incineration, which is because the compound structure in sludge is relatively simple and is affected by different degrees of oxidation, making them easier to degrade under high temperature conditions. In addition, NOx is mainly composed of oxygen and nitrogen in the air, and in a high temperature environment, the activity of NOx is significantly higher than that of hydrocarbons. Therefore, during the sludge incineration process, as the incineration temperature continued to rise, the organic matter in the sludge was also rapidly degraded, thereby promoting the increase of NOx emission concentration. The production of SO2 was mainly derived from the organic sulfur in the sludge, which continuously produced sulfur-containing intermediate products in a high temperature environment, and these intermediate products would become more and more unstable under the promotion of temperature, thereby releasing through decomposing more sulfur, which was eventually further oxidized to form SO2 gas, which was also the reason why the SO2 emission concentration continued to increase at high temperatures.
The impact of moisture content on pollutant discharge characteristics
According to "Experimental methods and test items", the sludge moisture content was controlled under the conditions of 10%, 15%, and 20% for incineration, and the influence of the sludge moisture content on the emission concentration of NOx, SO2, HCl, and CO was investigated. Results are shown in Fig. 7.
It can be seen from Fig. 7 that the moisture content of sludge had a greater impact on the NOx emission concentration. When the sludge moisture content gradually increased from 10% to 20%, the NOx emission concentration decreased significantly. The main reason was that during the incineration process of the sludge, the precipitation of moisture could reduce the temperature around the incineration fuel, which further inhibited the formation of NOx intermediate products, and there was an obvious gas reaction in the sludge with high moisture content during the reaction, which caused precipitation of more carbon monoxide, which also suppressed NOx emissions to a certain extent. Moreover, it can be seen from the figure that the moisture content of the sludge had little effect on the concentration of SO2 emissions, and there was basically no obvious fluctuation. The high water content of sludge could promote the water gas reaction, which further produced more CO and inhibited the oxidation of NO, both of which would reduce the concentration of NO emissions. When the water content of the sludge increased, the concentration of hydrogen chloride emission increased. The main reason was that the increase of water vapor concentration in the incinerator would cause the reaction of NaCl and H2O to accelerate the emission value of HCl.
Conclusion
① On the basis of the single factor tests, the response surface method was used to further optimize the process parameters, and the regression equation of the relationship between the sludge drying time and the particle size, temperature and reverse-mixing ratio was: Y=425.60-52.84A+42.00B+10.35C-35.63AB-31.81AC+35.13BC-98.77A2-193.83B2-18.27C2 ; the best process conditions were: particle size 3.5 mm, temperature 210 ℃ and reverse-mixing ratio 25%; and the verification test carried out under these conditions showed that the sludge drying time was significantly advanced, and was close to the theoretical prediction value, which proved that the optimization of the model was effective and reliable, and can be used to predict and analyze the sludge drying time in practical applications.
② Through the research on the pollutant emission characteristics of sludge incineration, it was found that incineration temperature, sludge moisture content, and excess air coefficient had a greater impact on the emission concentrations of NOx, SO2, HCl, and CO. Among them, incineration temperature was the key factor affecting formation of NOx, SO2, HCl, and CO. As the temperature increased, the emission concentrations of NOx, SO2, HCl, and CO in the flue gas produced by sludge incineration also increased. The effects of the moisture content of the sludge on the emissions of NOx and SO2 differed greatly in the process of sludge incineration. With the increase of sludge moisture content, NOx emission showed an obvious upward trend, but SO2 emission remained basically unchanged. Excess air coefficient had a positive effect on the emission concentrations of NOx and SO2. However, when the air coefficient increased, the oxygen concentration inhibited the generation of HCl, resulting in a slight decrease in HCl emission.
References
[1] KONG LR, XIA FJ, JING GL. Comprehensive utilization of domestic oily sludge[J]. Energy and Environmental Protection, 2011, 12(2): 25-27.
[2] ZENG HJ, LI CX, ZOU H. Experimental study on demulsification treatment of waste oil after cleaning of landing sludge[J]. Chemical and Bioengineering, 2013, 9(11): 40-42.
[3] CHEN MY, LIU Z, WANG XD, et al. New technology and development direction of harmless and resource-based treatment of oily sludge[J]. Petroleum and Natural Gas Chemical Industry, 2011, 40(3): 313-317.
[4] SUN DS. safety analysis and safeguard measures of oily water tank in refinery[J]. Petrochemical Design, 2012, 29(3): 63-64.
[5] ZHANG Y. Overview of treatment methods of oily sewage[J]. Heilongjiang Science and Technology Information, 2011, 1(15): 1673-1328.
[6] ZHANG XQ, WANG F, KUANG MM, et al. Recovery of crude oil from oil sludge at the bottom of petrochemical tank by ultrasonic assisted demulsification[J]. Chemical Environmental Protection, 2015, 35(4): 99-403.
[7] XU SQ, REN CH, WANG Y, et al. Harmless treatment of oil sludge sand in Zhongyuan oil field [J]. Oil and Gas Field Surface Engineering, 2013, 10(4): 143-149.
[8] ZHANG RP, WANG W. Comprehensive analysis of oil sludge treatment and comprehensive utilization[J]. China High Tech Enterprise, 2012, 10(14): 74-75.
- 农业生物技术(英文版)的其它文章
- Rice Blast Resistance-associated Genes Based on Different RNA-seq Resources
- Research Progresses on QTLs for Main Grain Shape Genes in Rice
- Effects of Raising Chickens Under Moringa oleifera
- Preliminary Research on Radiation Breeding of Pteroceltis tatarinowii Maxim
- Comparison of Spring Radish Varieties with Entire Leaves
- Occurrence and Chemical Control Techniques of Rice Black-streaked Dwarf Disease in Rongshui County