
15CrMo管道药芯焊丝CO2气体保护焊根焊工艺性能研究
2020-12-31 02:36
凿岩机械气动工具 2020年4期
(兰州石化职业技术学院,甘肃 兰州730050)
0 前言
目前在石油化工装置中的高温工艺管线、焦化炉、常压炉以及顺酐反应器管道等大量使用1Cr-0.5Mo及1.25Cr-0.5Mo(如15CrMo、12Cr1MoVG)等低合金珠光体耐热钢。这类钢具有良好的抗硫化物腐蚀和抗氢腐蚀能力,因此在石油化工设备制造中广泛应用[1]。目前其焊接施工主要采用钨极惰性气体保护焊、焊条电弧焊或氩电联焊的方法。采用焊条电弧焊直接进行打底,由于背面成形不易控制且焊接质量受焊接操作人员技能影响大,存在打底焊接质量不稳定的缺点;采用钨极氩弧焊根焊,为了保证良好的背面焊道成型,避免产生气孔,采用背面保护且焊接效率较低,成本偏高、工人劳动强度较大等问题较为突出。特别是在特殊位置管道焊接、偏僻地区的涉外工程建设中,充氩困难、氩气供应稀缺(如高空管道的焊接需要氩气),实际施工困难会导致无法进行背面的充氩保护焊接,从而严重影响焊接质量和工程进度。
药芯焊丝是近几十年发展起来的新型焊接材料,它兼备了焊条电弧焊的优良工艺性能和CO2实心焊丝气体保护高效率自动焊的优点;在电弧高温作用下,药芯中各种物质造气、造渣,对熔滴和熔池是气、渣联合保护。明显改善了焊接工艺性能,熔滴呈喷射过渡,飞溅小,焊缝成型美观,适合全位置焊接。熔敷速度高于CO2实心焊丝,是焊条电弧焊的4倍左右。连续的焊接过程使焊机空载损耗降低;焊接电流通过很薄的金属外皮,其电流密度大,增加了电阻热,提高了热源利用率,综合节能20%-30%(与焊条电弧焊相比)。单位长度焊缝其综合成本明显低于焊条电弧焊,而且略低于实心焊丝。因此,采用药芯焊丝气体保护焊进行耐热钢工艺管道焊接背面不充氩气体保护焊根焊工艺试验研究,不仅能够保证管道焊接质量、工程进度,而且可以提高工程施工效率,达到降低成本的目的。
1 母材焊接性分析及焊接工艺分析
1.1 母材焊接性特点[2]
珠光体耐热钢的焊接性与低合金高强钢相近,焊接中存在的问题主要是冷裂纹、热影响区硬化和软化,以及焊后热处理或高温长期使用中的再热裂纹,在高温下具有较高的热强性(δb≥440 MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,Ceq= C+Mn /6+(Cr+Mo+V)/5+(Ni+Cu)/15 =0.545%,钢材的淬硬倾向较明显,焊接性较差。
1.2 焊接工艺选用
金属粉芯焊丝是由薄钢带包裹粉剂组成,电流主要从钢带通过,其电流密度大,熔化速度快,同时焊芯中含有大量的铁粉、铁合金和金属粉,非金属矿物含量很少,因此它比实芯焊丝和熔渣型药芯焊丝具有更高的熔敷速度,较高的熔敷效率,熔渣量少,焊接飞溅少,焊后无需清理,焊缝成形圆滑平整,提高了抗腐蚀及抗硫、硫化氢性能。保护气体分别为100%CO2和富氩(80%Ar+20%CO2),采用试验根焊电源为Miller Pipe Pro 450 RFC,该设备具有RMD(精确短路控制)技术[5,6],通过提早检测焊丝短路,控制并减少焊接电流上升速度,控制熔滴过渡的飞溅和电弧吹力的大小,保证熔池的稳定,使熔滴过渡迅速而有规律,从而形成高质量的焊缝[8]。
2 焊接工艺评定试验
焊接工艺评定按NB/T 47014-2011 《承压设备焊接工艺评定》,试验采用15CrMo 耐热钢管材,15CrMo钢化学成分及力学性能见表1,规格为φ114×12 mm,焊接试验位置立焊,预热温度≥150℃,层间温度≥200℃,进行焊后热处理:650-700℃×90 min,缓冷。坡口形状如图1所示。

表1 15CrMo钢化学成分及力学性能
焊接试验准备见表2,焊接工艺参数记录见表3,图2是焊接耐热钢现场照片,焊缝外观成形见图3、图4。
焊接工艺操作特点:
采用立向下焊连弧打底,调整好参数,当熔孔熔池形成后,使用直线往复运条手法托着熔池前行,焊丝无需摆动,控制焊丝干长8~12 mm,根焊接头时,把接头处打磨出缓坡状,以保证焊缝背面成型良好。
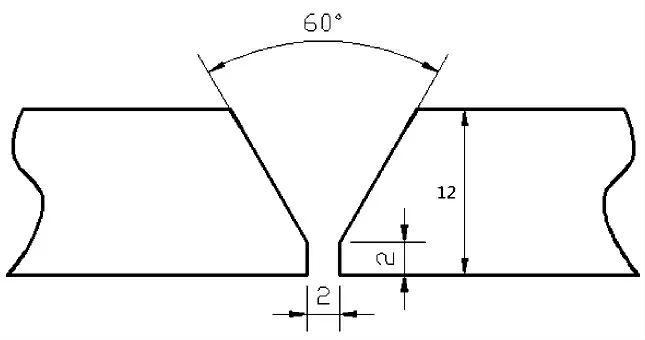
图1 坡口形式

图2 采用RMD技术焊接耐热钢现场照片
编号D 焊接飞溅较小,成形良好,背面焊道断弧焊时成形不易突出(焊缝余高低),焊接熔池易掌握;编号E 组为保证层间熔合良好,需要将打底焊道的接头处打磨到和焊缝其它部位齐平,不得有凸起部位。焊枪和焊道表面垂直,在仰焊部位焊枪的摆动幅度要合适,两侧停留时间20ms,焊丝干伸长保持8-12mm,焊道厚度保持2.5mm左右。
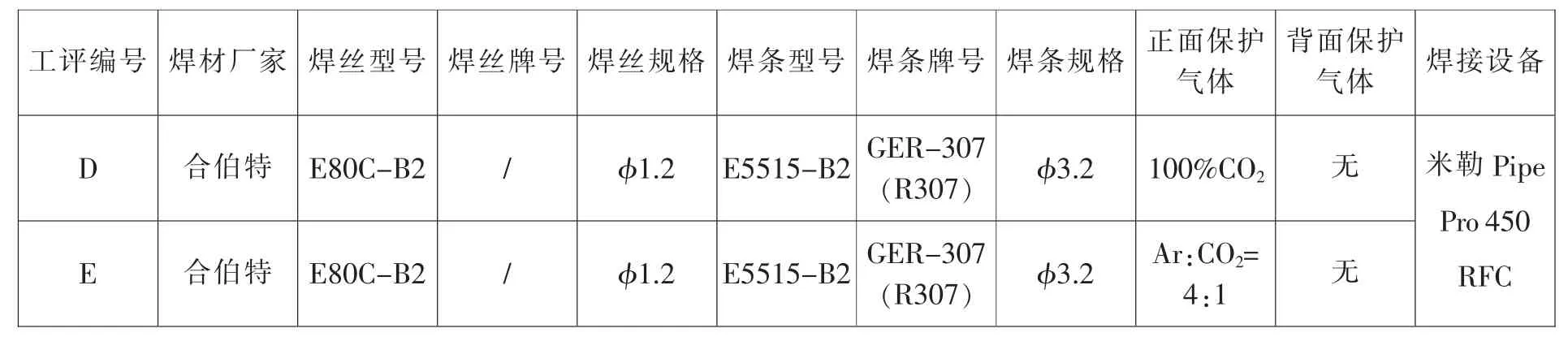
表2 15CrMo 金属粉芯药芯焊丝气体保护焊根焊准备
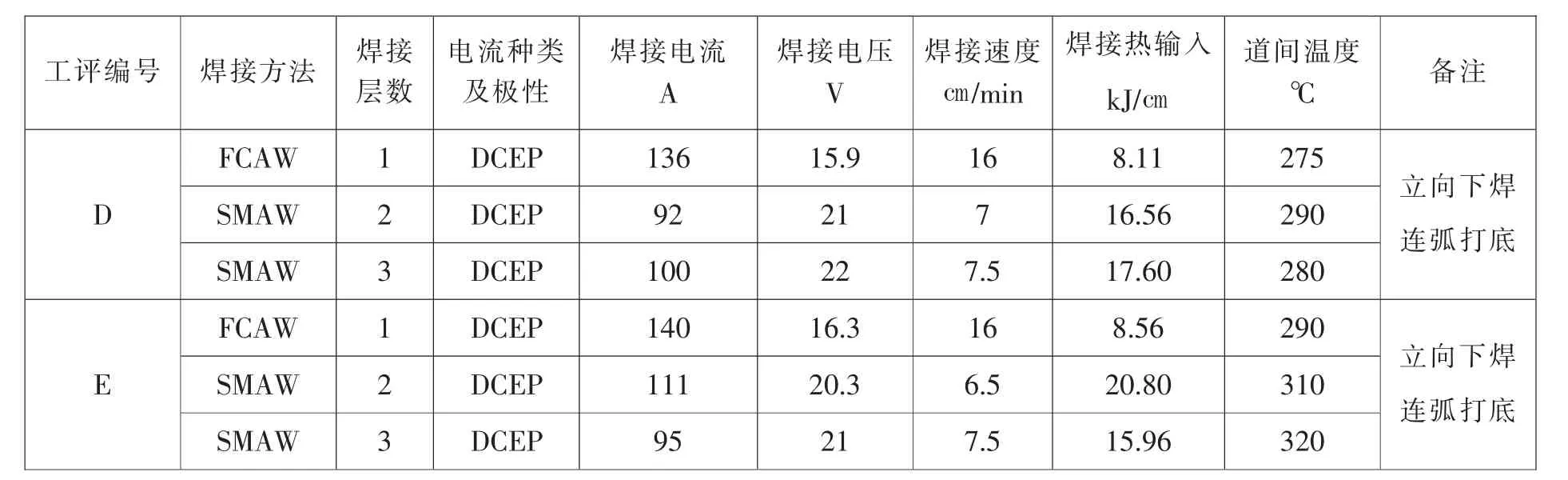
表3 15CrMo 熔化极气体保护焊的焊接工艺参数
3 试验检测结果
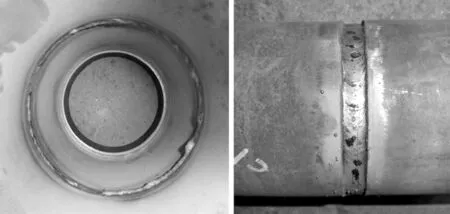
图3 合伯特(D)100% CO2 打底焊缝成形照片
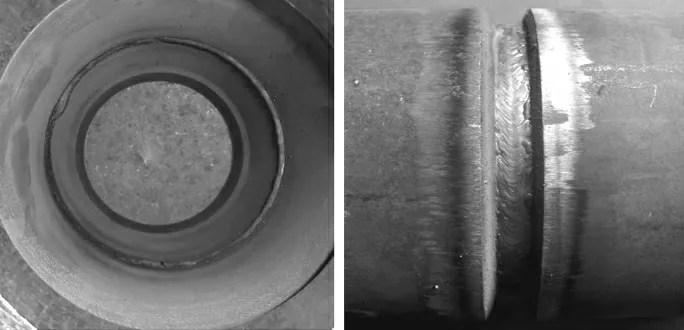
图4 合伯特(E)80%Ar+20%CO2 打底焊缝成形照片
3.1 无损检测结果
由于受管径影响较大,采用熔化极气体保护焊工艺进行根焊,存在操作死角部位,焊工焊接技能需进一步熟练提高,因此RT 合格率不稳定,在施工中可根据具体工况选择合适的焊接工艺。无损检测结果见表4。

表4 耐热钢药芯焊丝打底免充氩RT 检测
3.2 金相检测
根据GB/T 26955-2011《金属材料焊缝破坏性试验焊缝宏观和微观检验》对焊缝进行微观金相观察,耐热钢焊缝显微组织均为铁素体+珠光体。图7白中色为先共析铁素体+较多珠光体组织,成分较为均匀;图5、图6、图7中为较多珠光体+铁素体和少量粒状贝氏体,组织成分均匀。
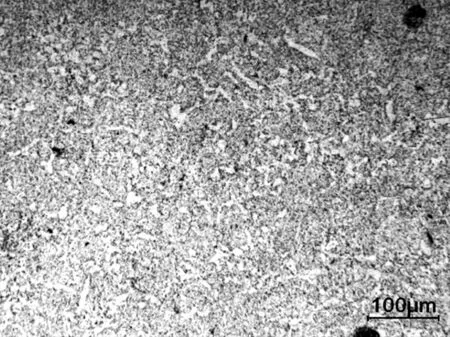
图5 15CrMo RMD 根焊(C)
3.3 力学性能试验
根据标准GB/T 228.1-2010 《金属材料_ 拉伸试验_ 第1部分:室温试验方法》进行拉伸性能实验,结果表明断裂位置全部在母材上,抗拉强度达到要求;根据标准GB/T 232-2010《金属材料弯曲试验方法》 对焊缝试样进行弯曲试验;根据标准GB/T 2654-2008 《焊接接头硬度试验方法》对焊缝硬度进行测试。结果见表5。
据标准GB/T 229-2007 《金属材料夏比摆锤冲击试验方法》进行冲击试验,试样缺口分别取在母材、焊缝、热影响区,试样规格为10 mm×7.5 mm×55 mm。结果见表6。
通过对母材、焊缝、热影响区的力学性能试验表明,采用金属粉芯CO2药芯焊丝时其焊接接头强度略有提高;由冲击试验表明,采用金属粉芯药芯焊丝CO2的常温冲击性能略高于实心焊丝焊接接头。综上所述,采用熔化极CO2气体保护焊背面免充氩根焊打底+焊条电弧焊填充盖面,其焊接接头力学性能能够满足标准要求。
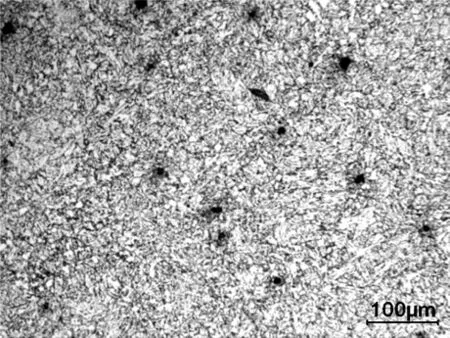
图6 15CrMo RMD 根焊(D)
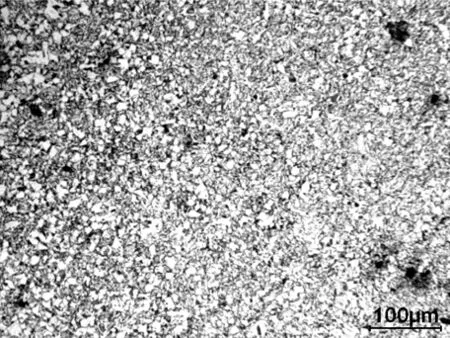
图7 15CrMo RMD 根焊(E)
4 结论
耐热钢管道药芯焊丝CO2气体保护焊根焊的工艺性能试验研究表明,在大口径管道施工充氩困难、氩气供应稀缺的工况下,采用药芯焊丝根焊可以很好地解决管道背面充氩和提高根焊效率。通过对金属粉芯型药芯焊丝不同保护气体的工艺性能,其力学性能可以达到或超过实心焊丝管内充氩的焊接质量。由于药芯焊丝CO2气体保护焊焊接速度快,当耐热钢管直径小于100 mm时,由于焊工焊枪转动曲率半径增大,需要快速调节操作角度对焊工操作的难度加大,焊接质量不易保证;但当耐热钢管道直径大于159 mm时,采用药芯焊丝气体保护焊进行管道免充氩根焊的焊接优势明显。
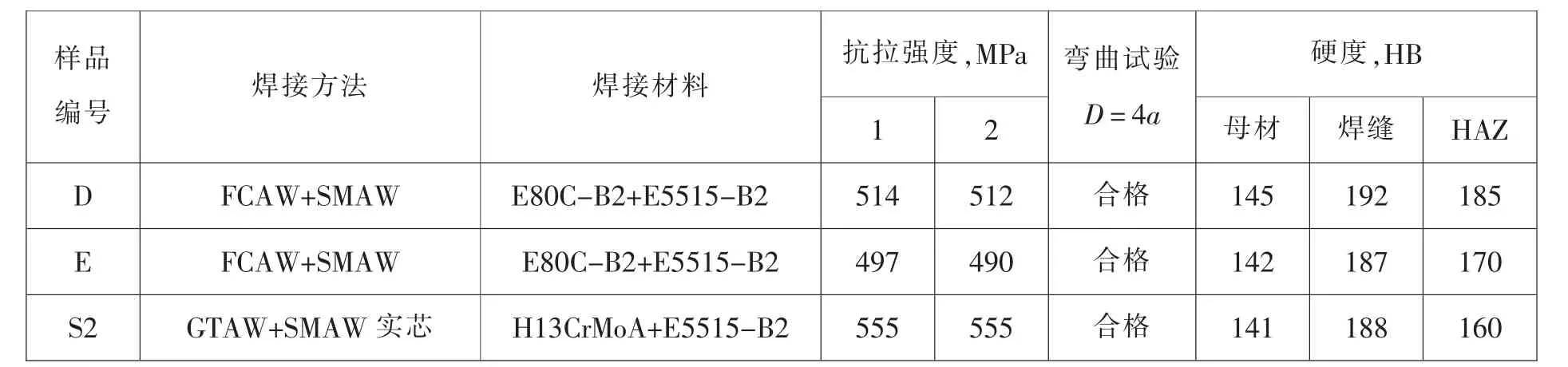
表5 15CrMo 药芯焊丝和实心焊丝打底焊力学性能对比
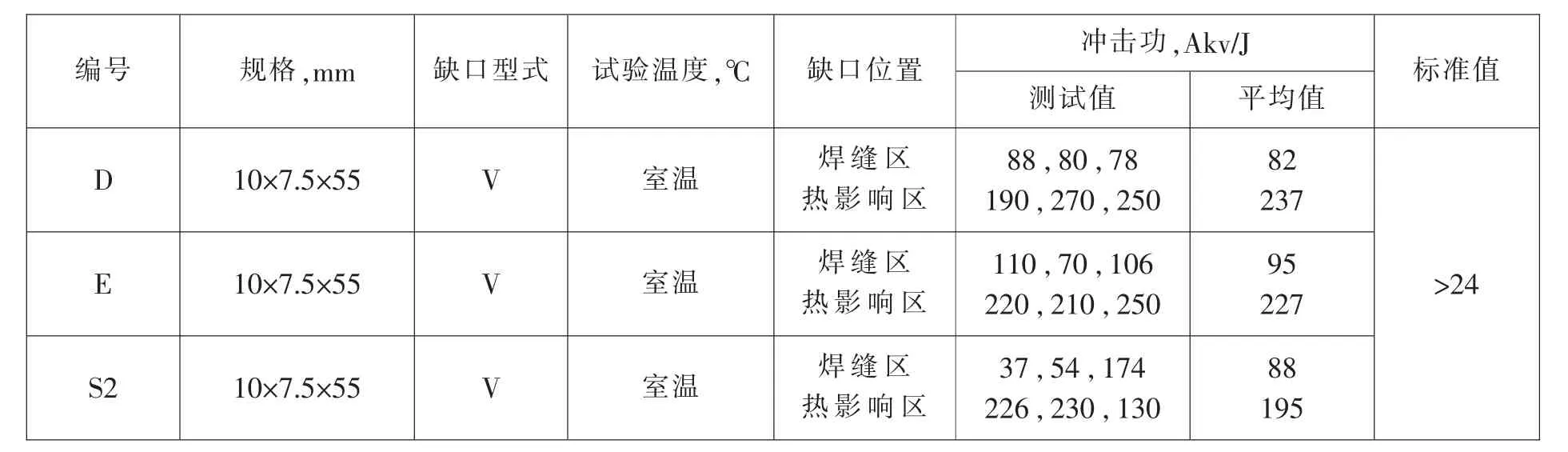
表6 15CrMo 药芯焊丝和实心焊丝打底焊冲击性能对比
综上,在大口径耐热钢管道的连续焊接施工中,金属粉芯型药芯焊丝采用富氩(80%Ar+20%CO2)混合保护气体条件下,具有熔敷效率高、熔渣少、电弧稳定的优点,可以显著提高熔敷速度并保证焊缝力学性能,同时减轻层道间焊缝的清理工作,焊接操作中更易于观察,更易控制熔池形状,从而对加工和装配尺寸的要求精度放宽,提高了劳动效率;在保护气体为100%CO2的条件下,金属粉芯型和熔渣型药芯焊丝焊接工艺性能稍差,但通过选用合适的焊接材料和加强焊接操作人员的技能培训,也能够达到焊接要求。
猜你喜欢
电焊机(2022年5期)2022-06-01
建材发展导向(2022年6期)2022-04-18
金属加工(热加工)(2022年3期)2022-03-22
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
航天制造技术(2018年6期)2019-01-11
山东工业技术(2017年11期)2017-06-13
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
山东工业技术(2016年15期)2016-12-01
