某电厂#1机组发电机出线A相手包绝缘不合格处理分析与预防
2020-12-31 07:08杨锋雄
通信电源技术 2020年16期
杨锋雄
(福州万山电力咨询有限公司,福建 福州 350000)
0 引 言
为提高发电机定子运行的安全性、稳定性以及可靠性,发电机定子绕组出线手包绝缘的密实性和相对绝缘强度需符合规范要求,方可完成交接验收工序。本文研究项目为于2017年12月20日首次对手包绝缘现场测试,试验结果不满足规范及厂家技术要求。因此针对手包绝缘试验不合格现象,先后多次修复并试验测量。
1 施工、试验依据
1.1 手包绝缘施工依据
发电机厂家提供的用于施工手包绝缘的图纸中,1Q7700-S定子出线装配如图1所示。1Q7719-S硬接线装配,用于连接发电机绕组引线和过渡引线。硬连接线装配现场如图2所示。1Q7715-S软连接线装配,用于连接过渡引线和发电机出线。软连接线装配现场如图3所示。
1.2 手包绝缘测试依据
DL/T 1612—2016《发电机定子绕组手包绝缘施加直流电压测量方法及评定导则》(以下简称《导则》)中规定,交接及现包绝缘后的合格标准为测量电流不大于10 μA,测量电压不大于1 000 V。手包绝缘施工处理后,应待绝缘材料完全干燥后再进行测量[1]。此外,厂家说明书要求手包绝缘完全固化后方可进行电气试验。当数据超出限制时,应找出具体部位。
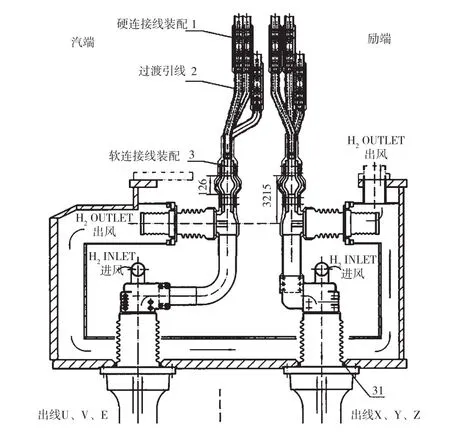
图1 定子出线装配示意图
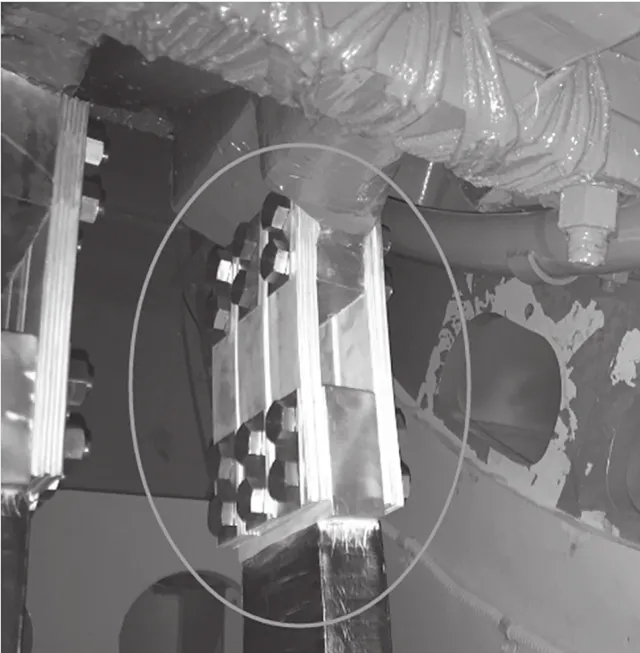
图2 硬连接线装配现场图
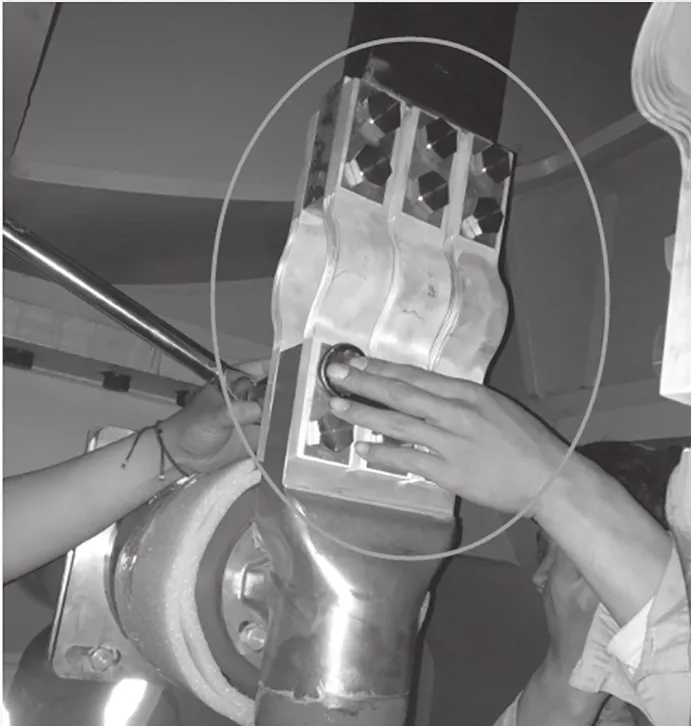
图3 软连接线装配现场图
2 手包绝缘测试及不合格原因分析处理
从2017年12月20日至2018年3月19日,一共完成对#1发电机A相首引出线手包绝缘试验5次。现场根据试验结果,不断调整校正,经历了手包绝缘局部修复和烘烤,再到全部剥除后的重新包裹和烘烤等施工过程,直至试验合格[2]。
2.1 2017年12月20日,第一次手包绝缘试验
测试发现,A相首引出线上端头手包绝缘试验结果中的泄漏电流为102 μA,电压为10 kV,不满足合格标准。鉴于此,施工单位在厂家的指导下在A相原有手包绝缘外表面包裹了多层云母箔和一层硅橡胶自粘带进行补救。由于当夜要做发电机油密封试验,需将发电机出线罩人孔门关闭。因此,无时间留给试验人员再次做手包绝缘试验,试验人员离开现场。
2.2 2018年1月5~6日,第二次和第三次手包绝缘试验
试验人员到达现场再次进行试验,发现不合格。经检查发现,不合格部位手包绝缘较软,表明手包绝缘未完全干燥。通知安装单位对手包绝缘烘烤一天,于1月6日下午由调试所再做一次试验,但试验结果显示仍不合格。对此管理方要求安装单位继续烘烤手包绝缘,直到手包绝缘变硬。从1月8日晚上8:00开始,在出线罩内添加3个小太阳烘烤手包绝缘,并安排2名发电公司检修人员,分白班和夜班轮流监控并记录手包绝缘表面的温度。手包绝缘的绝缘等级为F级,耐受温度为155 ℃。按B级绝缘考核,即耐受温度为130 ℃,在实际烘烤过程中,温度控制在80 ℃以下。
2.3 2018年1月12日,第4次手包绝缘试验
1月12日早上停止了A相首引出线上端头手包绝缘烘烤,烘烤时长共计4天。上午再次做了手包绝缘试验,试验前先测试了绝缘电阻,结果在15 s时的绝缘电阻为3.14 GΩ,60 s时的绝缘电阻为9.91 GΩ,绝缘电阻数据良好。而在定子绕组加22 kV直流电压进行手包绝缘试验时,泄漏电流为99.63 μA,电压为9 892 V,结果仍不合格。为找到手包绝缘不合格的原因,对A相首引出线上端头手包绝缘分成上、中、下3部分进行加直流电压试验,试验结果如表1所示。

表1 上端头手包绝缘上中下测试部位试验数据
试验表明,A相首引出线上端头手包绝缘下部是泄漏电流的主要来源,而该处绝缘的薄弱环节为通风管道风口。经现场人员及厂家工代判断,此处不合格的可能原因有以下两种。一种是手包绝缘云母箔内潮湿,硬连接处裸铜上的电位沿手包绝缘云母箔径向爬至风管口;另一种是风管口与过渡引线之间未填实。针对前者,需对手包绝缘再进行长时间烘烤,直至内部干透。针对后者,需将风管口与过渡引线之间的空隙用绝缘填料填实。
由于该手包绝缘内部缠裹了一层较厚的硅胶自粘带,导致云母箔较难烘干,因此需将手包绝缘拆掉,重新包裹。按照图纸,硬接连处的手包绝缘不需要包裹硅胶自粘带,只需包裹云母箔;而软连接处的手包绝缘不需要包裹云母箔,只需包裹硅胶自粘带。
1月12日下午开始拆除不合格的手包绝缘。拆除后发现,手包绝缘内部云母箔发软,能明显感到潮湿。1月13日下午3:00开始重新包裹手包绝缘,并于1月14日上午9:00包裹完成,手包绝缘最外一层玻璃布自粘带未缠绕,避免影响烘烤效果。随后加了5个小太阳开始烘烤,并派人监控温度,手包绝缘表面温度控制在50 ℃以上,80 ℃以下。
在包裹过程中,需特别注意可能导致试验不合格的原因,注意如下3点内容。第一,颠倒聚酰亚胺薄膜与绝缘板的安装顺序,确保硬连接部位的裸铜不与云母箔接触;第二,采用云母箔填实风管口与过渡引线之间的空隙;第三,在包裹完成后立即进行烘烤,在烘烤后的第2天云母箔变硬,达到了初步效果。由于当时发电机要做密封性试验,因此未待手包绝缘完全烘烤干燥便封上了出线罩人孔门,实际烘烤时间2天。
2.4 2018年3月19日,第五次手包绝缘试验
2018年3月17 日上午打开发电机出线罩人孔门通风。2018年3月19日上午,调试所再次对前述不合格的手包绝缘进行试验。从手包绝缘重新包裹完成到重新开始做试验,期间经历了2天烘烤、62天的封闭以及2天的自然通风干燥。试验结果显示泄漏电流为2 μA,电压为210 V,满足规范及厂家要求。
3 经验反馈
3.1 关于施工注意事项的经验反馈
云母箔到货后应冷藏保存。在包裹绝缘时,应严格按图纸及厂家指导施工,不得减少包裹层数,而且应特别重视绝缘薄弱的地方,如风管口、硬连接部分环形引线T接处以及软连接部分H2出风口的T接处。硬连接处采用云母箔包裹后,不应再采用硅橡胶自粘袋包裹,以免影响云母箔内部深处的干燥。此外,应在发电机肚子底下和出线罩人孔门旁边设置云母箔叠放刷漆工作平台,缩短手包绝缘材料进入出线罩的运输距离和时间,尽可能减少手包绝缘被灰尘污染的可能性。而且在出线罩内包裹手包绝缘时,应在出线罩底板上铺上三防布,防止固化胶滴落污染出线罩底板。
3.2 关于手包绝缘干燥的经验反馈
按照厂家图纸知,室温不低于20 ℃时,绝缘完全固化时间需要48 h以上,提高温度可缩短固化所需时间。必要时,特别是在天气寒冷的冬天,将手包绝缘表面温度控制在50~80 ℃烘烤2~3天,可使云母箔快速固化。
3.3 关于试验规范引用的经验反馈
2006版以及现行的2016版《电气装置安装工程 电气设备交接试验标准》对手包绝缘加直流电压测量的合格标准均为“所测表面直流电位不应大于制造厂的规定值”。根据发电机厂家出厂试验报告,定子绕组绝缘电位外移测试合格标准为不大于14 μA。《导则》为近年来颁布的标准,其合格标准为不大于10 μA。在此之前,由于《电气设备交接试验标准》中没有直接列出合格标准值,部分调试所及安装单位在没有厂家规定值时,参照的规范为DL/T 596—2005《电力设备预防性试验规程》,该规范合格标准为“测量电流不大于30 μA”,是DL/T 1612—2016合格标准的3倍,是发电机厂家的2倍。事实上,DL/T 596—2005《电力设备预防性试验规程》适用阶段为投产后及第一次大修时。针对合格标准值,推荐采用厂家规定值和规范《导则》中的要求值。
3.4 关于施工进度的经验反馈
手包绝缘从包裹开始到具备试验条件,周期约为4~5天。由于规范合格值要求较高,因此一旦试验不合格需要返工,则会耽误整个发电机的后续工作,还会直接影响发电机整体气密试验、定子直流耐压试验、定子进水冲洗以及定子交流耐压。严重时,会直接影响机组整套启动。因此,手包绝缘工作必须早做,在发电机出线CT安装完成后即可开展相关工作。
4 结 论
通过分析调整形成适合本项目及后续项目扩建发电机机组引出线硬连接部分手包绝缘实际施工步骤如下。首先将云母箔包6次,每次叠6层,一共是36层,层与层之间采用环氧固化胶。其次在硬连接外表面包聚酰亚胺薄膜2层,然后在其表面开通风孔,放置绝缘板和通风管,并用玻璃布粘带固定。再次用玻璃布粘带固定绝缘板和风管,然后涂刷室温固化胶,包裹第一次云母箔。然后在云母箔上割出通风孔,包一层玻璃布粘带固定后,包第二次云母箔,一直包到第6次。最后开始烘烤,在烘烤一段时间后缠上一层玻璃布粘带。但应注意在包玻璃布粘带时,应半叠着包。目前发电机定子绕组手包绝缘运行完好,未出现其他异常。
猜你喜欢
水泥工程(2020年3期)2020-10-28
矿产保护与利用(2020年6期)2020-03-04
无机盐工业(2020年2期)2020-02-24
船海工程(2020年6期)2020-01-03
建材发展导向(2019年19期)2019-11-29
安徽化工(2018年4期)2018-09-03
商品与质量(2018年49期)2018-05-25
科学与技术(2018年12期)2018-04-25
时尚北京(2018年3期)2018-03-29
都市丽人(2017年1期)2017-01-13