
一种曲轴滚压机床的改造设计
2020-12-28 01:59陈继红
科技资讯 2020年30期
陈继红
摘 要:曲轴作为发动机的核心零部件,随发动机向增压、大功率、高可靠性等方向的发展,正面临着安全性和可靠性的严重挑战,通过分析曲轴滚压的原理可有效提高曲轴抗疲劳强度以及使用寿命,明确了实施滚压工艺所用设备——曲轴滚压机床的应用,自主研发提出了一种曲轴滚压机床的改造设计方案,详细阐述了滚压机床及其关键部件的结构原理、功能特点及质量保证措施,以解决进口曲轴滚压机床在滚压曲轴过程中出现的问题及故障,降低了曲轴滚压机床的维修成本,实现了替代进口的目标,保证了曲轴滚压机床的工作稳定性,提高了曲轴滚压的质量。
关键词:曲轴 滚压机床 改造设计 发动机
中图分类号:TG5 文献标识码:A 文章编号:1672-3791(2020)10(c)-0065-04
Abstract: Crankshaft what is the core part of engine is facing serious challenges of safety and reliability with the development of the engine toward supercharging, high power and high reliability. The fatigue strength and service life of crankshaft can be effectively improved and the application of the crankshaft rolling machine used in the rolling process is defined by analyzing the principle of crankshaft rolling. A modification design scheme of a crankshaft rolling machine that the structural principle, functional characteristics and quality assurance measures of rolling machine are described in detail is presented to solve the problems and failures in the process of crankshaft rolling press for the imported rolling machine, this can reduce its maintenance cost, and the working stability is guaranteed, the quality of crankshaft rolling press can also be improved.
Key Words: Crankshaft; Rolling machine; Transformation design; Engine
曲軸在汽车发动机内是一个高速旋转的长轴,是发动机中的主要零件之一,在发动机五大件中是最难保证加工质量的零件。曲轴工作过程中工况条件恶劣,在发动机运行的每一个循环中,都有交变载荷作用在曲轴上,这些交变载荷作用在曲轴上使其发生曲折、弯曲等,从而使曲轴工作失效,其失效形式一般是轴颈磨损和疲劳断裂。其中交变应力产生的疲劳裂纹进而疲劳断裂往往是破坏性的,涉及安全方面,这方面的新闻报道引起大众高度关注。曲轴圆角滚压强化工艺是提高曲轴疲劳强度最有效的手段之一,国外轿车发动机曲轴几乎全部采用圆角滚压工艺[1]。
1 曲轴滚压过程的原理
发动机使用的曲轴轴颈及曲拐较多,弯曲刚度较低,而且在圆周方向上各向异性,加上材料的不均匀性,以及冷热加工中变形和残余应力等综合因素的影响,使得曲轴的弯曲变形十分复杂,其轴线是一条任意的空间曲线。曲轴通过滚压工艺完成深滚压过程和校直过程,校直处理后基本上克服了变形弯曲的缺点[2],而深滚压过程使被滚压的轴颈圆角部分得到了表面强化处理,提高了曲轴的承载能力及抗疲劳强度。曲轴圆角滚压加工就是在曲轴的连杆颈和主轴颈的过渡圆角处通过滚压机构的压力作用,使其表面产生塑性变形,圆角表面的组织结构及形状会改变,曲轴圆角处的组织紧密,从而在曲轴圆角表层内出现残余压应力,可与曲轴在工作时的拉应力抵消或部分抵消,从而提高疲劳强度;使金属表层产生冷作硬化现象,滚压后圆角表层为一高硬度致密层,材料表面得到了强化;消除曲轴表面显微针孔和裂纹、气孔等铸造缺陷;提高圆角表面质量,从而极大地减小了轴颈过渡圆角处的应力集中,加强了圆角处的材料物理性能,显著提高了曲轴疲劳强度[3]。
2 曲轴滚压机床的改造设计
综上所述,正因为采用滚压的方法有诸多优点,这一工艺成了曲轴圆角加工的主流工艺,滚压机床也随之诞生。在国外,曲轴圆角滚压机床技术已经成熟,滚压机床已广泛应用,并越来越多地取代了传统机床用刀具车削曲轴主轴颈和连杆颈圆角的方法。然而曲轴圆角滚压智能柔性加工机床是集机械、电子、检测技术、人工智能为一体化的高技术数控设备,就目前来讲,我国生产滚压机床的技术和水平与国外有着很大的差距,许多核心技术还未真正掌握,以至于国内曲轴生产厂 ,大都从国外引进该类机床[4]。但是使用若干年后存在技术升级以及出现故障该如何解决的问题,现以一校企合作企业广西玉柴曲轴有限公司的一台德国进口曲轴滚压机床为例进行如下分析。
2.1 改造前该曲轴滚压机床存在的问题
(1)该进口的曲轴滚压机床使用了近20年后,系统没有响应,无法正常工作。
(2)该进口的曲轴滚压机床在正常工作时只能滚压四缸曲轴,不能满足滚压六缸曲轴的订单。
(3)该进口的曲轴滚压机床在曲轴以60 r/min转动时,不能保证恒压滚压,影响曲轴滚压的质量。
2.2 改造后的设计方案
根据现在用户的设备情况,在综合考虑了可靠性、性能、功能和价格等因素的基础上,提出了以下改造方案。
2.2.1 数控部分
(1)采用西门子840DSL CNC系统替换原CNC系统;系统主机为840DSL NUC 720.3HMI:PCU5.5-C人机接口;中文显示;USB接口;配OP010 10.4″TFT彩色液晶显示器和操作面板;配19″MCP机床控制面板,带主轴和进给倍率开关。
(2)进给驱动器和电机:采用西门子全数字S120驱动器和1FT7交流伺服电机更换原机床X、Z、X1、Z1、SP这5台进给驱动器和电机,配全套西门子电缆。电机选型不小于原伺服电机扭矩,电机配置为1FT7034 2 T台、1FT7062 2台、1FT7102 1台。将原机床4台滚压头位置微调普通交流电机更换为西门子交流伺服电机,根据原电机功率选用1FT7034电机4台。
(3)保留原主轴外接编码器,配相应的编码器接口转换模块。
(4)采用S7-300 PLC可编程序控制器,I/O配置,保留10%的余量,I/O模块配端子连接器。利用PLC实现机床的所有逻辑顺序控制任务,包括油泵、润滑、工件上料、工件夹紧放松、尾座顶尖控制、滚压头的进给控制、外部保护等控制。
(5)保留原左、右两组共4个滚压头的内外滚轮检测传感器,将传感器信号接入PLC,作为滚压刀具损坏监控、滚压刀具旋转监控。根据传感器的输入信号频率来判断各压头的工作状况是否正常,如有异常则停止加工并发出报警。
(6)编制各部件动作的手动分解界面,包括左、右两组滚压头的单独手动,尾座顶尖、工件上料、头架等各部件的单独手动界面。
2.2.2 机床电柜
(1)重新制作机床电气控制柜,电柜壳体选用威图品牌,重新绘制电柜布置图,按照布置图重新安装电器元件,电柜内重新布线,保证布线整齐、美观,端子标号正规、清楚,与安装图一致。伺服电机电缆及反馈电缆采用西门子原装电缆。电柜内动力线与信号线之间避免平行布线。数控系统及进给驱动部分加装隔离电源。驱动器电源进线加装西门子交流进线高频电抗器,以减少对电网的干扰。数控系统电源进线加装隔离变压器。保证所有装置接地良好。
(2)按照所导通电流的大小选择合适导线线径,导线的颜色按照国家相关机床电气布线的标准选择,其中控制线DC为蓝线,AC为红线,动力线为黑线,接地线为黄绿线,电柜内所有接地线均单独汇总与电柜内的接地铜排,以保证整套电柜的接地良好。
(3)控制柜中主要相关二类控制元件全部选用施耐德、西门子元器。电柜出线按机床部件顺序排列,采用工业矩形航插连接方便今后机床的搬迁。电气控制柜加装2 kW专用电柜空调器。
2.2.3 液压系统
该机床的液压系统为机床控制的核心,是整台机床加工精度的保障。其执行机构包括液压夹紧单元、伺服施力单元、检测单元(包括主轴位置检测、夹头压力检测)。原机床滚压力为变压力加工,即根据曲轴旋转角度不同在连杆颈上所加的压力不同。连杆颈上的加工滚压力为方波曲线。原机床滚压力控制由4台力士乐伺阀型号为4WS2EM10-45/20B2T315Z8DM,及4块力士乐伺服放大板型号为VT1600S3X和相关的辅助控制板组成。原使用型号伺服阀及放大板和辅助控制板等均已停产多年,无备件供应,此次改造将对全套液压力控制系统进行升级改造。改造后机床伺服阀的配置根据原伺服阀的压力流量参数,选用力士乐4WRPNH10伺服阀。其功能做如下说明。
IAC-R阀门(基于高频响阀的集成轴控制器)是一种带集成轴控制器的数字高频响阀,具有以下功能:流量控制、位置控制、压力控制、p/Q功能、交替位置压力和位置/力控制、NC功能,可以选择通过模拟接口或现场总线接口提供控制值,实际值信号可以通过模拟接口提供,另外也可以通过现场总线读出,控制器参数是通过现场总线设置;为安全起见,总线/控制器和功率部件(输出级)使用独立的电源电压,用户可以使用调试软件WinHPT進行参数设置盒功能的编程和诊断,在PC上轻松地管理数据。还有其他可用功能:斜坡函数发生器、错误信号输出24 V(如切换信号到PLC/逻辑及其他阀门时),控制输出调整、死区补偿、零位校正、阀门弯折补偿、摩擦补偿、方向相关的增益。数字集成控制电子元件可用于以下故障检测:电缆断连传感器、欠电压、集成电子元件的温度、通信错误 。
伺服阀控制采用与英格索尔公司相同的PROFIBUS总线控制方式,放大器的控制给定由数控系统所带的PLC通过总线传输给个伺服阀控制器,同时在数控系统面板上制作相应的各夹头压力设置界面,使在加工不同工件时可根据工艺要求设置各夹头的高、底点压力值。高低压力值的变化由PLC读入主轴编码器的位置信号,通过PLC的内部计算使曲轴不同的角度发出对应的高、低压力给定值,通过放大器控制伺服阀的动作使夹头的压力跟随给定值变化,各夹头的液压管路上安装有压力传感器,将压力传感器的信号接入放大器中,使放大器形成一个闭环压力控制系统,从而保证压力控制的精度。
2.2.4 滚压力监控及记录系统
在原夹头后端安装压力传感器位置处安装新的传感器,用于实际压力的监控,压力传感器选用力士乐产品配信号电缆及放大器。加装一台工控机用于曲轴滚压机的4个夹头的压力监控及压力记录装置,工控机选用研华产品,工控机加装信号采集板,将4个压力传感器信号接入采集板。同时工控机与数控系统之间预留相关的接口信号。编辑压力监控及记录系统软件。为了方便对每个零件滚压参数数据的追溯查询,在每个零件加工前需在工控机界面上输入零件编号并按确认后系统才能启动加工程序进行加工。每个零件加工前均需作一次压力检测,如试压检测不合格工控机将发出报警信号,同时报警信号将给到CNC从而停止机床运行确保零件加工的合格率。机床加工中工控机将按照设定的时间间隔,自动记录各夹头的压力值并绘制相对应的曲线保存下来。
2.3 改造后的应用效果
(1)改造后的曲轴滚压机床运行可靠性提高,降低设备故障率,设备满足产品的正常加工。
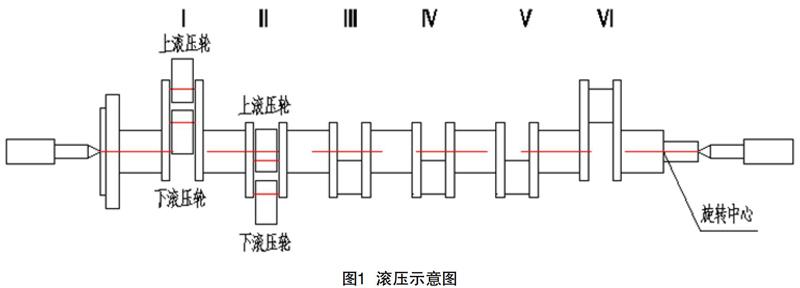
(2)达到曲軸滚压的工艺要求,当曲轴在转动时,随着拐颈的位置变化,滚压的压力跟随曲轴运动轨迹的变化而跟随变化,并保持一定恒定的滚压力。如图1所示,I和VI:高压角度是60°到300°,其余角度为低压;II和V:高压角度是180°到60°,其余角度为低压;III和IV:高压角度是300°到180°,其余角度为低压。滚压时,由于曲轴的拐颈I在60°到300°推动上滚压轮偏离旋转中心,因此上滚压轮压力很高,下滚压轮压力较低。我们通过数控系统即时读出曲轴的旋转角度,I颈在60°到300°位置上滚压轮送低压,下滚压轮送高压。同理II颈在180°到60°位置上滚压轮送低压,下滚压轮送高压。这样就保证拐颈外圆各个方向都受到的滚压力基本相同,从而大大提高产品质量。
(3)升级改造后解决了原来进口曲轴滚压机床存在的问题,工作时既能滚压四缸曲轴,又能滚压六缸曲轴。
3 结语
针对用户进口的曲轴滚压机床使用若干年后出现的故障问题及升级需求,按上述改造设计方案极大地节省了设备的大修成本,改造后的曲轴滚压机床满足曲轴滚压的工艺要求,在滚压曲轴圆角时滚压的压力跟随曲轴运动轨迹的变化而跟随变化,即滚压拐颈时,由于拐颈不在旋转中心上,滚压时是变压滚压。通过数控系统检测拐颈所在旋转位置,再通过控制压力阀,达到对拐颈各方向恒压,从而提高曲轴滚压的生产精度(使滚压后的0.8 m长的六缸曲轴的整体弯曲变形<0.02 mm)及整体质量,降低曲轴滚压的废品率(废品率<0.4%),保证曲轴滚压机的工作稳定性,降低设备故障率,目前国内设备很难保证,并为今后的维护、升级、扩充、通信等提供了方便。
参考文献
[1] 谢善忠.球铁曲轴强度提升的工艺研究[J].内燃机与配件,2018(21):120-121.
[2] 梁卓,陈健,丁磊.利用德国Hegenscheidt滚压机深滚压应用及质量控制的研究[J].制造技术与机床,2018(12):177-181.
[3] 郭威.曲轴圆角滚压强化技术综述[J].硅谷,2015,8(2):167-168.
[4] 叶宗茂,贺晋兵.乘用车曲轴圆角滚压工艺与设备的应用实践[J].金属加工(冷加工),2019(7):5-9.
[5] 史效强,周旭东.曲轴圆角滚压强化技术综述[J].内燃机配件,2015(6):26-29.
[6] 牛文强. 提高曲轴圆角滚压机床校直效率的关键问题研究[D].武汉理工大学,2013.
[7] 李海国,张小菊.曲轴单侧圆角滚压工艺及装置研究[J].中国重型装备,2015(1):21-23.
猜你喜欢
雪豆月读·低年级(2021年12期)2021-12-23
航空模型(2016年10期)2017-05-09
山东青年(2016年12期)2017-03-02
建筑建材装饰(2016年12期)2017-01-19
汽车博览(2016年7期)2016-07-07
中国高新技术企业(2015年8期)2015-04-13
中国水运(2015年1期)2015-02-02
农机使用与维修(2014年10期)2014-10-23
