
核电用锆合金无缝管材加工技术的相关分析
2020-12-23 04:35丁郁航杨雪健渠静雯谢梦孙涛涛
中小企业管理与科技·下旬刊 2020年7期
丁郁航 杨雪健 渠静雯 谢梦 孙涛涛
【摘 要】由于核电的环境具有特殊性,对核电用包壳材料的加工技术的要求尤为严苛,锆合金无缝管材的应用可有效地提高包壳材料的安全性及延长使用寿命。论文对型号为R60702的锆合金无缝管材加工技术进行分析与探究,并对核电用锆合金无缝管材的加工趋势进行分析。
【Abstract】Due to the particularity of nuclear power environment, the requirements for the processing technology of cladding materials fo nuclear power are particularly stringent. The application of zirconium alloy seamless tube can effectively improve the safety and prolong the service life of the cladding materials. This paper analyzes and explores the processing technology of zirconium alloy seamless tube, the tube model is R60702, and analyzes the processing trend of zirconium alloy seamless tube for nuclear power.
【關键词】核电;无缝锆管;加工技术
【Keywords】nuclear power; seamless zirconium tube; processing technology
【中图分类号】TG335.71 【文献标志码】A 【文章编号】1673-1069(2020)07-0172-02
1 引言
锆合金管材除了自身高强度的抗腐蚀以及耐热性外,还具备较好的延展性,决定了锆合金无缝管材可采用多种加工技术。锆合金无缝管材的制备技术一方面影响管材的堆内性能,另一方面影响了管材的服役周期及核电安全。因此,本文对锆合金无缝管材的加工技术进行分析与探究。
2 锆合金无缝管材加工的技术要求
本文以某一核电项目中所使用的包壳材料进行举例,此项目所采用的锆合金无缝管材型号为R60702[1]。这一型号的无缝锆管规格符合相应标准,在这一过程中,对于锆合金无缝管材的相关要求如下:
①在锆合金无缝管材的扩口方面。R60702型号的无缝管材的扩口部分的外径扩口比率应当大于总体的15%,通常情况下,锆合金无缝管材的外径扩口不应该低于29.21mm。②在锆合金无缝管材的力学性能方面。无缝管材对于电力学性能方面的要求是十分严格的,通常情况下,在进行管材的加工时,R60702的抗拉性能应当保持在379MPa以上,不能低于这一数值。在完全变形强度方面,R60702无缝管材应当大于208MPa。③在锆合金无缝管材的水压与气压性能方面。由于锆合金无缝管材的气压试验能够完全代替水压,所以在对锆合金无缝管材的本身P值进行设置时,应当选择1.03MPa以上才能确保无缝管材在水压与气压的性能方面符合相关标准要求。
3 锆合金无缝管材加工的生产工艺
3.1 生产工艺流程
由于本文所选用的是R60702型号的锆合金无缝管材,所以主要阐述的是R60702型号无缝锆合金管材的生产工艺流程,详细情况如下:
①在锆合金无缝管材的生产过程中,首先要做的就是对锆原料进行处理,由于这一过程所使用的锆原材料并没有经过任何加工处理,又被称为坯料。②当锆原料经过坯料处理这一过程后要进行穿孔作业或者挤压作业,在这一过程中要将锆原料打造成符合相关设计要求的模型,称之为无缝锆合金管坯。③对已经经历过穿孔作业或者挤压作业的锆合金管坯进行酸碱洗,通过这一过程不仅能检测出锆原料的抗腐蚀程度是否符合相关要求,还能提升锆合金无缝管材的酸碱抗性[2]。④对锆合金无缝管坯的内外表面进行相应处理。⑤当锆合金无缝管坯经过表面处理后,还要经过轧制、去油、酸碱洗等环节,对去应力或再结晶退火后的管材内外表面进行二次处理。⑥通过第二次表面处理工作,锆合金无缝管材就可以进行成品检验过程,但是在进行检验前,还要对锆合金无缝管材自身的各个部位进行矫正。⑦锆合金无缝管材在经过成品检验后便可以包装入库,开展后续的组件加工工作。
3.2 管坯加工工艺的实际选择
锆合金无缝管坯是锆合金无缝管材的加工半成品原材料,管坯加工的优劣对最终产品管材加工性能造成较大影响,因此,需要根据实际要求选择管坯的加工工艺。锆合金无缝管坯的加工工艺通常有两种:热挤压及斜轧穿孔。
3.2.1 热挤压
热挤压加工工艺是在进行锆合金无缝管坯生产过程中最常用到的加工方式,热挤压的工作原理就是使锆原材料在三种压力的作用下出现塑性变形,即热挤压加工工艺能够在某种层面上使锆合金原材料发生变形,对于锆合金原材料的变形量起到了良性的促进作用。在加工过程中,有很多锆合金管坯内表面因应力过大而出现破碎及裂纹,可通过热挤压的加工方式正确梳理锆合金无缝管坯内部的晶粒组织。此外,核电用锆合金无缝管坯的精准度要求较高,热挤压的加工方式可提升无缝管坯的精准度,所以热挤压对于锆合金无缝管坯生产起到了十分重要的作用。
3.2.2 斜轧穿孔
与热挤压加工工艺不同,选择斜轧穿孔方式进行锆合金无缝管坯的生产时,所使用的生产设备操作相对简单,而且斜轧穿孔比热挤压加工工艺的出产量要高,并且对于相关生产模型道具的消耗程度更低。最为重要的是,斜轧穿孔加工工艺要比热挤压加工工艺成本低。另外,在应用斜轧穿孔加工工艺时,不需要使用任何润滑工具或方法,从而极大地减少润滑工具对管坯外表面造成杂质元素的污染,减少锆合金无缝管坯的内外表面处理工作量。
3.3 轧制工艺的选择及成品管材的制备
R60702型号锆合金无缝管材具有较好的延展性,因此,选用较大变形量的冷加工轧制完成管坯到成品规格管材的制备。首先综合锆合金材料加工特性及核电用包壳材料的要求,冷加工轧制可避免热加工对锆合金无缝管材结晶度的影响,保证材料的服役周期,提高堆内安全性;其次,可保证锆合金无缝管材的尺寸均匀性,避免壁厚不均匀导致管材某一点应力释放,造成核燃料泄漏事故;最后,冷加工轧制可提高无缝管材的表面质量,减少后续管材内外表面处理加工工序。
锆合金无缝管材在投入使用后,所承受的应力不会发生改变,但是本身的强度会受到时间的推移而不断减弱,锆合金无缝管材也会出现不同程度的变形,从而增加本身的加工变形率。通常情况下,锆合金无缝管材一旦出现较为明显的硬化现象,那么就可以确定这时锆合金无缝管材的加工变形率已经达到了20%左右。不过当锆合金无缝管材的伸长率达到了10%时,无缝管材的变形程度将不会出现较大幅度的改变,这是因为无缝管材的塑性变形已经处于规定的范围内。在轧制工艺的选择过程中,要根据锆合金无缝管材所使用的原材料以及不同的规格进行考虑。通常情况下,在选择锆合金无缝管材的轧制工艺时,会利用平均分配的方式完成对锆合金无缝管材变形量的初道次轧制过程。在成品道次轧制方面,则需要通过使用较小变形量的方法对锆合金无缝管材进行轧制,提高成品管材的直线度。
由于锆合金无缝管材在进行热处理过程中容易出现氧化作用,为了确保锆合金无缝管材的表面质量与性能满足要求,通常选择使用真空退火炉对锆合金无缝管材进行去应力或再结晶退火,以提高锆合金无缝管材的最终质量及性能。
3.4 研究分析结果
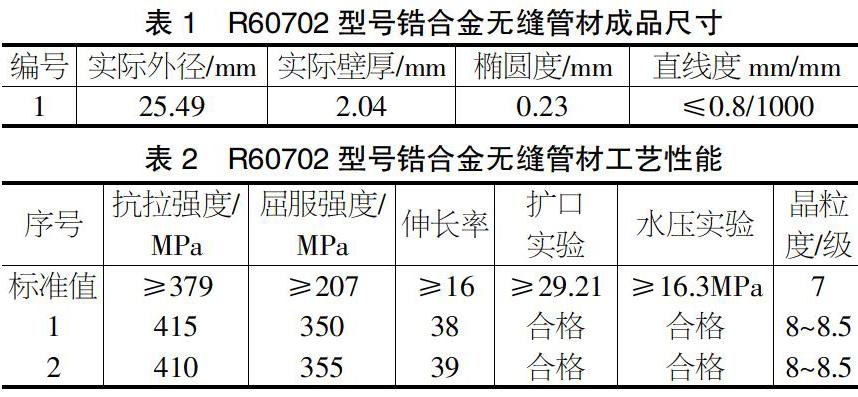
经试验分析后,通过对管坯加工工艺、管材轧制工艺的实验研究,根据本项目核电用R60702型号锆合金无缝管材的成品尺寸(如表1所示)及性能要求(如表2所示)分析,其中,表2中1号管材采用热挤压加工方式、2号管材采用斜轧穿孔加工方式,管材性能均满足相关要求。
4 结语
综上所述,采用热挤压或斜轧穿孔加冷加工轧制的制备方式,可制备出满足性能要求的锆合金无缝管材。锆合金的加工特性使得核电用无缝管材的加工方式具有无限的前景,从而提高生产效率及产品质量,对锆合金无缝管材加工技術进行不断发掘和完善,才能提高我国核电用锆合金无缝管材的性能及延长服役寿命,从而促进我国绿色能源的可持续发展,提高核电用包壳材料的安全性。
【参考文献】
【1】毛萍莉.无缝管材的短流程制备工艺及相关基础研究[D].沈阳:中国科学院金属研究所,2002.
【2】陈频,王昕.金属表面化学转化膜相关技术的现状分析[J].金陵科技学院学报,2013(4):24-27.
猜你喜欢
中国核电(2021年3期)2021-08-13
中国核电(2021年3期)2021-08-13
中国核电(2020年2期)2020-06-24
中国核电(2017年1期)2017-05-17
