
汽、柴油油泵壳及泵盖密封面修复
2020-12-21 03:52王建利
科学与财富 2020年29期
王建利
摘 要:本文简述了汽、柴油油泵密封位置出现磨损时,对修复方法中存在问题进行分析及验证,最终确定修复方案的可行性。
关键词:同心度;粗糙度;逐步推进法;焊接;金相砂纸
汽、柴油油泵是汽、柴油生产厂家的关键设备,在长周期及高负荷的运行过程中会出现泵壳的冲刷、密封面的损伤,造成机泵震动大,严重时会出现汽、柴油泄漏出现着火爆炸风险,更换新泵成本较高,周期较长,修复的周期较短,成本较低,故生产企业大多采用修复解决汽、柴油油泵冲蚀、磨损等问题。修复汽、柴油泵壳、端盖,最重要的是修复基准的确定,焊材选择、焊接方法的确认。对于精度高甚至要达到0.1μm以内,同时对同轴度耐磨性也有相应的要求,本文通过某化工厂汽、柴油泵实例介绍油泵可行性修复方案。
某日接到某厂重整加氢装置P204B泵壳及泵盖密封环面的修复任务,接到任务后,修复单位制定修复方案,最终用18小时完成P204B泵壳及泵盖的修复任务。P204B泵信息:泵壳及泵盖的具体材质不锈钢类,工作介质:汽油;工作温度:240℃左右。泵壳及泵盖在配合密封面处存在一定的冲蚀,并且泵壳在密封面下侧16mm宽的位置形成了一个冲蚀环槽。
1.泵盖修复方案的初始思路
泵盖损坏的位置在与泵壳装配的密封面上,密封面有几个贯穿的冲蚀孔及密封面内侧有一圈冲蚀环槽,宽5mm,深度1mm;考虑堆焊后进一步精加工处理即可,需落实堆焊的材质及找正基准即可,经与客户及钳工沟通后采用以下方案进行。泵盖修复方案的确定:(1)由客户联系材质分析人员进行泵盖材质分析,并将分析的材质告知技术人员,由技术人员选择合适的焊材及焊接方式;(2)根据材质由技术人员制订焊接工艺:确定焊材,焊接方式及焊接技术要求等;(3)对修复面进行清洗并手工抛光(不得损坏其余位置),达到焊接条件;(4)有铆焊班自备料(304钢板 δ=6mm),按钳工要求尺寸剪板下料并打磨毛刺用于新增隔板防止泵运行中产生涡流;(5)按技术人员制订的焊接工艺进行堆焊及组焊隔板,对未焊接位置采取防止飞溅等措施;(6)抛光焊渣及飞溅;(7)上车床四爪装夹找正;(8)着色探伤检验确认焊接无缺陷;有缺陷重复实施2-8项直至无缺陷为止;(9)通知客户检验;
2.泵壳修复方案的初始思路
泵壳损坏的位置在与泵盖装配的密封面上,密封面有几个贯穿的冲蚀孔及密封面下侧有一圈冲蚀环槽,宽16mm,最深10mm;,考虑堆焊后进一步精加工处理即可,但冲蚀环槽冲蚀位置的不規则,需处理后再进行堆焊,当时客户考虑将冲蚀环槽上方的密封面整个挖掉后再堆焊起来,因泵壳异形件,无法上车床装夹车削,需上镗床或加工中心修镗,找正慢,修镗也费时,最后商议决定采取手持角磨机打磨冲蚀环槽面,保证能焊接即可,这样既前期加工(打磨)节约时间,焊接堆焊也节约时间,进一步落实堆焊的材质及找正基准即可,经与客户及钳工沟通后采用以下方案进行。
3.泵壳修复方案的确定
(1)由客户联系材质分析人员进行泵壳材质分析,并将分析的材质告知技术人员,由技术人员选择合适的焊材及焊接方式;(2)根据材质由工艺人员制订焊接工艺:确定焊材,焊接方式及焊接技术要求等;(3)对修复面进行清洗并手工抛光(不得损坏其余位置),达到焊接条件;对冲蚀环槽进行角磨机手工打磨U环形槽,保证焊材能伸进去焊接;(4)按技术人员制订的焊接工艺进行堆焊,对未焊接位置采取防止飞溅等措施;(5)上镗床装夹找正;(6)着色探伤检验确认焊接无缺陷;有缺陷重复实施2-6项直至无缺陷为止;(7)通知客户检验。
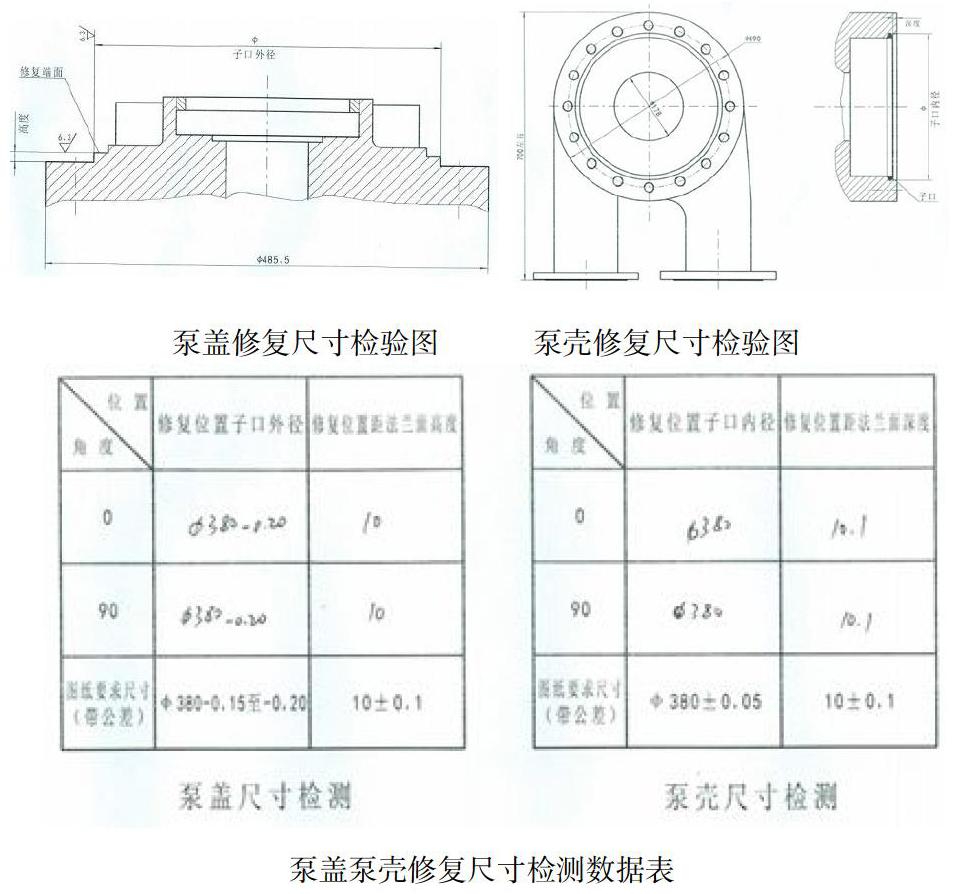
实施修复:(1)泵盖及泵壳分析材质,经过技术人员光谱分析仪分析泵盖及泵壳材质均为SS410;(2)制订焊接工艺;查询SS410为马氏体类不锈钢,对应国内1Cr13,结合所查资料,考虑修复件现场使用工况等因素,主要对修复位置填充,对力学性能没有较高的要求,决定选用A102(奥氏体304不锈钢焊丝)进行焊接,无需焊后热处理;因加热条件有限(无加热带等常规加热设备),决定焊前采用气焊进行一定的预热防止裂纹及淬硬层的产生。(3)对泵盖及泵壳修复密封面进行清洗并手工抛光(不得损坏其余位置),达到焊接条件;对泵壳冲蚀环槽进行角磨机手工打磨U环形槽,保证焊材能伸进去焊接;(4)焊接前采用气焊进行预热,预热温度控制在200~300℃,通过测温仪器(手持测温枪)检测温度。(5)泵盖及泵壳进行焊接。因泵盖密封端面子口在焊接下方,焊接量比较大,采用二保焊焊接,焊接速度快,填充量大,但焊接表面毛刺大。同时备料(304钢板 δ=6mm),按要求尺寸剪板下料并打磨毛刺用于新增隔板防止泵运行中产生涡流,在图示要求在指定位置焊接隔板。而泵壳因冲蚀环槽焊接量大,焊接的工作主要是填充,对泵壳冲蚀环槽决定也采用二保焊焊接,而对泵壳密封端面因子口在焊接端面周边上方,且对焊接面有一定的粗糙度要求,密封面采用氩弧焊焊接。(6)焊接好的泵盖上车床四爪装夹进行找正修车,找正时按图纸给定基准位置进行找同心度及平面度两个基准。(7)泵壳在加工中心找正修镗;找正时按图纸给定基准位置进行找同心度及平面度两个基准。(8)检验修复的泵盖及泵壳:检验尺寸及着色探伤。尺寸(含密封面粗糙度)符合图纸要求,着色检验焊接位置无气孔、夹渣、裂纹等焊接缺陷。修复完的泵壳着色探伤。
4.修复实验验证效果
泵壳及泵盖修复后经重整加氢联合车间与炼油钳工的联合验收,达到了图纸要求,同时在现场泵壳及泵盖进行的试装配,满足现场使用要求。P204B泵运行3月后跟踪使用效果,泵运行良好,密封位置未出现渗漏,泵整体运行正常。
5.结论
对往复式压缩机的活塞杆经过上面的修复方式修复后,经钳工对活塞杆的尺寸、硬度、形位公差及粗糙度检验均达到图纸要求,在回装后压缩机运行良好,说明上面修复方案可行。
参考文献:
[1]关振中.激光加工工艺手册.中国计量出版社,1998.5.10
[2]李亚江、李嘉宁.激光焊接/切割/熔覆技术.化学工业出版社,2012.7
[3]曾乐.现代焊接技术手册.上海科学技术出版社,1993.1
猜你喜欢
甘肃科技(2020年20期)2020-04-13
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
水利科技与经济(2016年9期)2016-04-22
河南科技(2014年4期)2014-02-27
