
组合框栏对打叶机组时空出料量的调控与优化应用
2020-12-21 03:49刘跃荣彭漫江荣凡番李红梅雷应波杨杰山俊贻蔡尤东王发勇
安徽农业科学 2020年22期
刘跃荣 彭漫江 荣凡番 李红梅 雷应波 杨杰 山俊贻 蔡尤东 王发勇

摘要 對常规框栏、常规钝化框栏、喷涂硬质合金框栏进行试验效果分析,并围绕调控各级打叶器的撕叶效率及出叶比例,进而优化叶片结构的思路,设计了一个组合框栏的应用方法。结果表明:组合框栏应用中,二打、三打的撕叶率分别比设计值高2.74和3.23百分点,二打出叶比例比常规框栏提高了2.58百分点,三打、四打的出叶比例分别降低了1.79和1.86百分点。这说明组合框栏主要提升了二打、三打的撕叶率,使二打的出叶比例显著提升,并在一定程度上降低了三打、四打的出叶比例。在叶片结构方面,组合框栏能保持较好的大中片率、碎片率、烟末率、叶含梗率及梗含叶率,长梗率比常规框栏提高了2.71百分点,说明组合框栏能得到较好的叶片结构,特别在长梗率方面具有优化作用。由此可见,组合框栏应用能合理调控各级打叶器的撕叶率和出叶比例,得到良好的叶片结构。
关键词 打叶复烤;组合框栏;叶片结构;出料调控
中图分类号 TS44+3文献标识码 A文章编号 0517-6611(2020)22-0174-03
doi:10.3969/j.issn.0517-6611.2020.22.046
Control and Optimization Application of Combined Frame Column to Time-space Discharge of Threshing Machine
LIU Yue-rong, PENG Man-jiang, RONG Fan-fan et al
(Hongyun Honghe Tobacco (Group) Co., Ltd., Kunming,Yunnan 650221)
Abstract The experimental results of the conventional fence, the conventional passivation fence and the spraying cemented carbide fence were analyzed, and the thought of optimizing the structure of the blade was put forward based on the regulation of the leaf tearing efficiency and the ratio of the leaf emergence of the leaf thresher at all levels, design a combobox column application method. The results showed that: In the application of the combined frame, the tearing rate of the second-grade threshing and the third-grade threshing was 2.74 and 3.23 percentage points higher than the design value respectively, the ratio of the second-grade threshing was 2.58 percentage points higher than that of the conventional frame, and the ratio of the third-grade threshing and the fourth-grade threshing decreased 1.79 and 1.86 percentage points. The results showed that the combination frame column mainly increased the leaf tearing rate of the second and third order threshing, increased the ratio of the second order threshing, and decreased the ratio of the third order threshing and the fourth order threshing to some extent.In terms of leaf structure, the composite frame column could keep the percentage of large and medium pieces, the percentage of fragment, the percentage of tobacco residue, the percentage of leaf stalk and the percentage of leaf stalk. The percentage of long stalk was 2.71 percentage points higher than that of the conventional frame column, the results showed that the combined frame column could get better blade structure, especially in the long stem ratio. Therefore, the application of the combined frame could reasonably control the leaf tearing rate and the ratio of leaf emergence, and get a good leaf structure.
Key words Threshing and redrying;Combined frame column;Blade structure;Discharge control
基金项目 红云红河烟草(集团)有限责任公司科技项目(HYHH2018-YL03)。
作者简介 刘跃荣(1980—),男,云南会泽人,工程师,从事打叶复烤工艺设备管理及研究工作。*通信作者,工程师,硕士,从事烟草原料以及打叶复烤工艺研究。
收稿日期 2020-04-28
叶片结构作为打叶复烤生产领域的关键质量指标和经济指标,受到行业生产及科技工作者的广泛关注。围绕优化叶片结构的目标,从润叶设备参数[1]、润后烟叶温度和水分[2-5]、打叶器结构[6]、打辊转速[7]、框栏形状[8]和框栏开口尺寸[9-10]等方面进行了研究,从不同程度上得到了优化打叶机组整线的叶片结构。打叶机组整线叶片结构的获取是各级打叶器撕叶率和出叶比例的综合调整结果,只有使各级打叶器的撕叶率和对应的出叶比例达到合理状态,才能保障整线叶片结构的稳定。然而,从调控各级打叶器及出叶比例的角度,关于调控叶片结构的文献报道很少。
框栏是打叶风分设备打叶器的重要组成部件,工作时与打辊构成相对运动,形成撕叶的条件,将烟叶和烟梗分离。框栏开口边缘的锋利程度对撕叶率和撕后叶片的整碎程度有显著影响,从而影响打叶器的撕叶率和出叶比例,是形成最终叶片结构的主因之一。在生产过程中,框栏菱边开口会逐步磨损、钝化,造成各级打叶器的撕叶率下降、出叶比例逐
渐向后级递增,导致整线叶片结构不合理、出叶率偏低、梗带叶和碎片率偏高等问题。然而,频换框栏又将造成设备投资过大、人力资源投入过多等问题。笔者从框栏组合应用的角度,通过不同框栏对各级打叶器的撕叶率及出叶比例的调控效应进行对比,进而优化框栏配置,对打叶机组的时空出料量进行优化,以期获取良好的叶片结构和提高设备利用率。
1 材料与方法
1.1 试验材料
以典型配方产地、品种、等级烟叶为对象,选择2019年初烤烟叶;产地云南红河;品种为K326;等级C3F;每批次每个配方模块试验1批次,每个配方模块试验批次投入物料总量为24 000 kg。
主要仪器:卧式打叶机组(美国MacTavich公司、额定流量12 000 kg/h、四打十一分);QCDS-31叶片振动分选筛(美国MacTavich公司);框栏(由昆明船舶设备集团有限公司制造)。
1.2 方法
1.2.1 试验设计。以“相同物料、相同运行参数、相同环境”为控制原则,设计工艺流量11 000 kg/h;环境温度16 ℃,环境湿度46%;润叶出口温度、相对湿度分别稳定在(54±3)℃、(18.5±0.5)%;打叶风分机组的框栏开口尺寸、形状及打辊转速的设计值见表1。 1号(CK)采用常规框栏,即新制的普通框栏;2号采用常規钝化框栏,即使用2年的普通框栏;3号采用喷涂硬质合金框栏,即在普通框栏上喷涂硬质合金。
1.2.2 取样方法。流量数据的采集在对应风分室出料口处截流10 min的物料量,再计算出1 h流量,叶片结构使用英制筛子按照国标方法进行检测。
1.2.3
纯烟叶叶片结构检测。按照《GB/T 21137—2007烟叶 片烟大小的测定》[11]、《YC/T 146—2010 烟叶 打叶复烤 工艺规范》[12]、《YC/T 147—2010 打叶烟叶 质量检验》[13]进行纯烟叶叶片结构检测。将各层接料盒放在指定位置上,将叶片样品称重后,均匀地置于输送带上。同时,启动振动筛与输送带,当叶片筛分完后,用手轻轻取出挂在网面上的叶片,计入网上叶片内,各层分别称重,计算叶片结构。
1.2.4
效率测定。一打后接取9~12 kg样品进行人工分拣,将纯叶片(含梗直径小于1.5 mm叶片)与梗、带梗叶分开,全叶含梗率按30%计,再对纯叶片进行筛分记重,计算撕叶率。每水平取3组样品,计算其平均值。
1.3 数据处理
使用Excel 2013软件进行数据录入,利用SPSS 22.0统计软件进行独立样本分析。
2 结果与分析
2.1 不同框栏对各级打叶机组撕叶率及出叶比例的影响
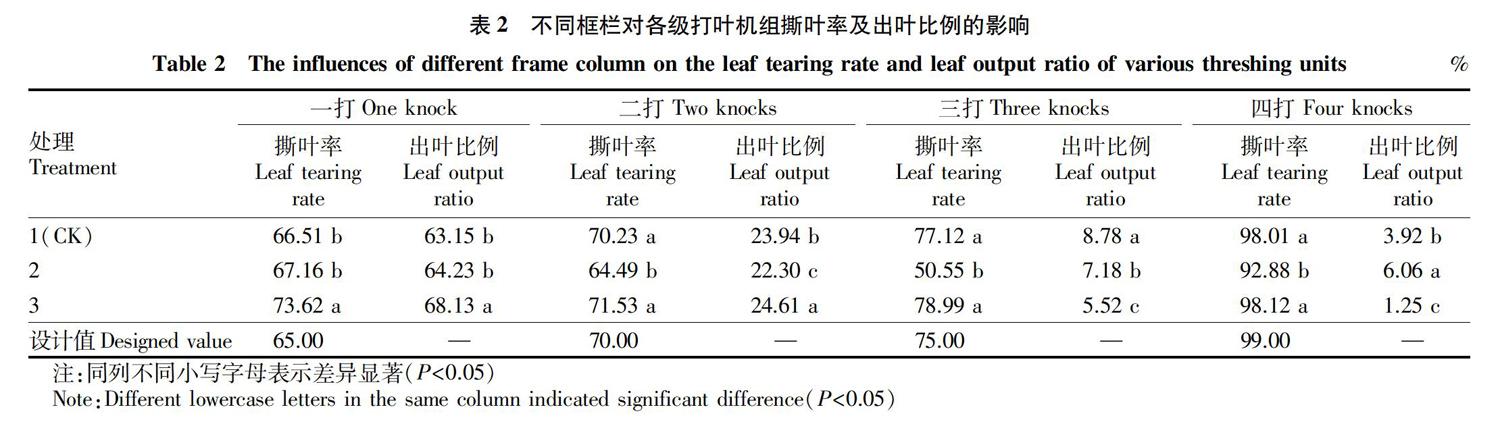
设备投入使用后,由于长时间运行会一定程度的产生老化、磨损等现象,进而影响到设备的运行效果。不同框栏对各级打叶机组撕叶率及出叶比例的影响如表2所示。由表2可知,1号属于新制常规框栏,其各级打叶器的撕叶率与设计值较为吻合,对应的出叶比例也较为合理。2号为使用2年的常规钝化框栏,一打撕叶率、出叶比例与常规框栏无显著差异,二打撕叶率和出叶比例显著低于常规框栏;从三打起,2号的撕叶率、出叶比例均与1号存在显著差异,三打、四打的撕叶率显著降低,三打出叶比例显著降低,而四打出叶比例显著升高。3号一打撕叶率、出叶比例均显著高于1号、2号,二打出叶比例显著高于1号、2号,三打、四打的出叶比例显著低于1号、2号,其余指标与1号差异不显著。这说明喷涂硬质合金框栏(3号)能显著提高一打、二打的撕叶率和出叶比例,并显著降低三打、四打的出叶比例。
2.2 不同框栏对打叶机组叶片结构的影响
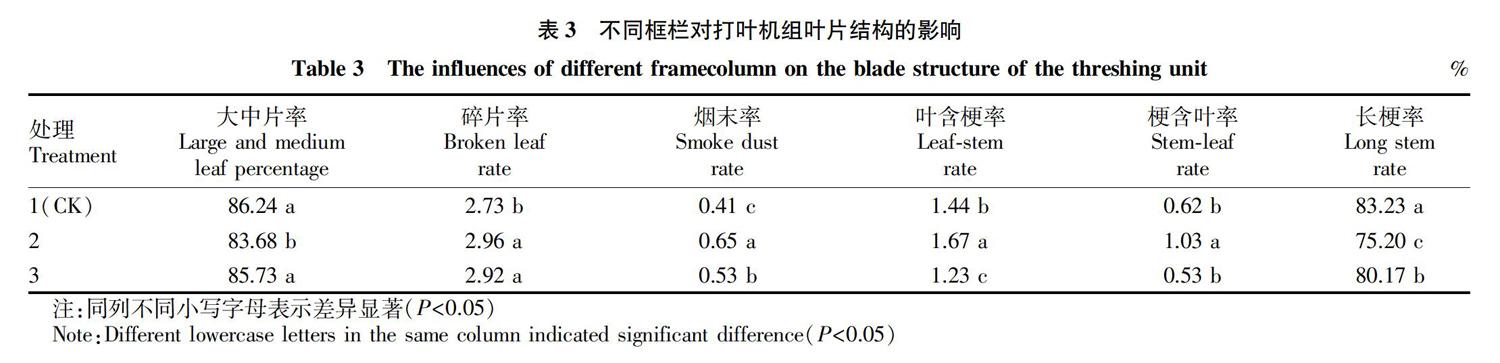
不同框栏对打叶机组叶片结构的影响见表3。由表3可知,使用新制常规框栏能获得较合理的叶片结构,各项指标均在控制范围内(1号)。2号各项指标与1号均存在显著差异,其中大中片率和长梗率降低,而碎片率、烟末率、叶含梗率和梗含叶率升高,叶片结构变差,说明常规框栏在使用2年后对打叶机组叶片结构有负面影响。3号的大中片率、梗含叶率与1号差异不显著,碎片率和烟末率显著高于1号,叶含梗率和长梗率显著低于1号,说明喷涂硬质合金框栏能得到较好的大中片率,改善叶含梗率和梗含叶率。
2.3 优化设计
2.3.1 优化方法。
由表2、3可知,新制常规框栏的使用能保证各级打叶器的撕叶效率和合理分配出叶比例,但框栏长时间使用后会出现磨损、钝化现象,框栏开口磨损、钝化必然会导致对烟叶摩擦力的下降,导致撕叶率和出叶比例下降,使更多的烟叶物料流转至三打、四打,三打、四打的框栏开口尺寸逐渐递减,特别是四打,其主要作用是切断烟梗,打辊转速高,冲击力大,对烟叶的撕扯力大。若过多的烟叶进入四打,则造碎率必然有所增加,从而导致整线出叶片率偏低,梗含叶率、叶含梗率以及碎片率偏高,整线的叶片结构变差。整线使用喷涂硬质合金框栏,虽然会提高各级打叶器的撕叶率和出叶比例,但大中片率略有降低,烟末率显著提升,也不利于合理叶片结构的获得。使用2年的常规框栏一打的撕叶率和出叶比例能得到较好保持,而二打、三打的撕叶率和出叶比例明显降低。为合理提高设备的利用率,减少设备投资,使用一定时间后一打、四打的框栏保持不变,利用喷涂技术在二打、三打的钝化框栏开口棱边喷涂耐磨的合金钢砂材料,使框栏开口不易磨损,提高框栏摩擦力,稳定或提升撕叶率。通过已使用的常规框栏与喷涂硬质合金框栏的混合应用,重新调整各级打叶器的撕叶率和出叶比例,克服普通框栏因磨损导致撕叶率不稳定,不易操作,需要频繁更换框栏来保证撕叶率,有效降低框栏磨损消耗,节约成本并减少人力资源的投入。一打设置常规钝化框栏,二打与三打设置喷涂硬质合金框栏,四打设置常规钝化框栏。
2.3.2 优化结果。
通过组合框栏组合优化应用,各打的撕叶率及出叶比例得以保持或提升,有效保障了打叶质量的稳定。一打、四打保持原有框栏(已使用2年,有框栏钝化现象),二打、三打设置喷涂硬质合金框栏。结合表3可知,组合框栏一打的撕叶率(66.23%)和出叶比例(64.01%)基本与设计值持平,二打的撕叶率(72.74%)比设计值提高2.74百分点,出叶比例(26.52%)比常规框栏提高2.58百分点;二打的撕叶率和出叶比例比常规钝化框栏的撕叶率和出叶比例分别提高了8.25和4.22百分点;三打的撕叶率(78.23%)比设计值提高3.23百分点,但出叶比例(6.99%)比常规框栏降低了1.79百分点,比常规钝化框栏降低了0.19百分点;四打的出叶比例(2.06%)比常规框栏降低了1.86百分点。这说明组合框栏能调整打叶机组各级打叶器的撕叶率和出叶比例,主要提升了二打、三打的撕叶率,使二打的出叶比例显著提升,并在一定程度上降低了三打、四打的出叶比例。
组合框栏能获得较好的大中片率、碎片率、烟末率、叶含梗率和长梗率,优化了打叶机组的叶片结构,进而提高了产出率。组合框栏大中片率(86.16%)、碎片率(2.79%)、烟末率(0.46%)、叶含梗率(1.38%)及梗含叶率(0.60%)与常规框栏相当,长梗率(85.94%)比常规框栏提高了2.71百分点,大中片率、长梗率分别比常规钝化框栏提高了3.05和10.74百分点,碎片率、烟末率、叶含梗率和梗含叶率分别比常规框栏降低了0.17、0.07、0.29和0.33百分点。这说明组合框栏能优化打叶机组的叶片结构,在长梗率方面有提升作用。
3 讨论与结论
打叶机组按照设计值操作能保证各级打叶器合理的撕叶率和出叶比例,得到较为合理的叶片结构。但是,随着框栏使用时间的延长,框栏开口菱边会磨损、老化,造成撕叶率和出叶比例的重新分配,使大量烟叶向后级打叶器流转,增加烟叶造碎率,同时叶中含梗率和梗中含叶率过高不利于打叶质量的提升。整线应用喷涂硬质合金框栏则会造成撕叶率过高,各级打叶器的撕叶率和出叶比例同样不合理,碎片率和长梗率难以控制。框栏在使用一定时间后一打的撕叶率和出叶比例能得到较好保持,利用喷涂框栏不易磨损及具有较好撕叶率的特点,设计将二打、三打置换为喷涂硬质合金框栏,以组合框栏应用的模式来调控各级打叶器的撕叶率和出叶比例,进而优化叶片结构和节约设备投资。该试验结果表明,组合框栏应用中,二打、三打的撕叶率分别比设计值提高了2.74和3.23百分点,二打出叶比例比常规框栏提高了2.58百分点,三打、四打的出叶比例降低了1.79和1.86百分点。这说明组合框栏能调整打叶机组各级打叶器的撕叶率和出叶比例,主要提升了二打、三打的撕叶率,使二打的出叶比例显著提升,并在一定程度上降低了三打、四打的出叶比例。在叶片结构方面,组合框栏能保持较好的大中片率、碎片率、烟末率、叶含梗率及梗含叶率,长梗率比常规框栏提高了2.71百分点。这说明组合框栏能优化打叶机组的叶片结构,在长梗率方面有提升作用。同时,组合框栏的应用还具有减少设备投資和人力资源投入的正向效应。
参考文献
[1] 杨洋,杨雨波,吴昊,等.烟草加工中打叶复烤工艺参数优化[J].农业工程,2018,8(8):83-85.
[2] 皇甫东有,刘丁伟,王建民.两次润叶水分、温度控制对打叶质量的影响[J].郑州轻工业学院学报(自然科学版),2011,26(2):28-31.
[3] 李跃锋,姜焕元,刘志平,等.烟叶温度和含水率与打叶质量的关系[J].烟草科技,2005,38(2):5-6,18.
[4] 王斌.打叶复烤质量控制关键技术研究[D].长沙:湖南农业大学,2010:41.
[5] 罗海燕,方文青,谢鑫,等.打叶质量与出片率的关系[J].烟草科技,2005,38(1):8-10,19.
[6] 高伟,王晶,米锋,等.打叶器结构对打后片烟片形的影响[J].烟草科技,2018,51(1):93-97,102.
[7] 刘利锋,王花俊,朱晓牛,等.不同打叶参数对打叶质量的影响[J].安徽农业科学,2009,37(24):11519-11520,11531.
[8] 孔祥,杨波,肖方明,等.不同形状打叶框栏对叶片结构的影响[J].安徽农业科学,2018,46(23):175-176.
[9] 蔡联合,邹克兴,孙建生,等.打叶框栏尺寸对烤烟打叶过程中叶片结构及出片率的影响[J].湖南农业科学,2017(8):78-80.
[10] 李晓,张亚明,谢永军,等.烟叶复烤线打叶框栏的技术改进[J].郑州轻工业学院学报(自然科学版),2011,26(1):26-29.
[11] 冯茜,李小红,李青常,等.烟叶 片烟大小的测定:GB/T 21137—2007[S].北京:中国标准出版社,2008.
[12] 吴洪田,李晓红,毕继华,等.烟叶 打叶复烤 工艺规范:YC/T 146—2010[S].北京:中国标准出版社,2011.
[13] 吴洪田,李晓红,崔焰,等.打叶烟叶 质量检验:YC/T 147—2010[S].北京:中国标准出版社,2011.
