
纺织行业标准《梳理机用金属针布齿条》研讨
2020-12-21 04:05陈海涛
纺织器材 2020年5期
陈海涛
(无锡市猫头鹰纺织器材有限公司,江苏 无锡 214101)
0 引言
FZ/T 93038—2018《梳理机用金属针布齿条》(代替FZ/T 93038—1995),是我国最新发布实施的、现行有效的金属针布齿条产品纺织行业标准,是纺织机械、纺织器材行业具有权威性的标准之一,是我国纺织器材行业金属针布齿条制造企业执行和制定企业内控标准的规范性文件。笔者从事梳理机用金属针布齿条的设计、制造工作,对该项产品标准一直保持关注,特以此文表达对研讨该标准的认知,如有不妥之处,请同仁指正。
该标准由工业和信息化部于2018年10月22日发布、2019年4月1日实施,从整体内容看,与1995年版相比,修改第3章标题“主要术语”为“术语和定义”,对总体篇幅和内容有较大简化和改进,内容描述更精简、编排更精准、结构更合理。2018年版新标准除了说明与1995版老标准变化的“前言”外,共有8章及2个规范性附录。笔者基本按标准章条顺序表述研讨感想、提出疑问,结合产品生产实际经验和产品发展趋势进行分析,为完善该标准提出建议。
1 关于标准名称、范围、规范性引用文件及术语和定义
1.1 关于标准名称
FZ/T 93038—2018标准名称为“梳理机用金属针布齿条(Wires for metallic card clothing of the card,以下简称“新标准”),而FZ/T 93038—1995标准名称为“梳理机用齿条”(无英文名称,以下简称“老标准”)。新标准名称相比老标准名称更合理也更国际化。
新标准的中文名,“金属针布”和“齿条”的词义是重复的,老标准名称仅含齿条。新标准名称增加了“金属针布”,因为金属针布是行业的一贯称谓;而“齿条”似乎更直观,但两词并列放置就显繁索复杂,大家都称金属针布并无不妥。
也许“金属针布”和“齿条”并列放置,其新标准英文名称也感觉欠顺口,直译为“梳理机金属针布用针布”,使人有点迷糊,而外行人更是云里雾里了。card指梳理机(梳棉机、梳毛机、钢丝车等),card clothing指钢丝针布,metallic card clothing指金属针布;wire原意指钢丝,延伸指钢丝针布(即弹性针布),特定场合可泛指针布(不会单指金属针布);“金属针布”的英文还可以用“Rigid wire clothing”“Rigid wire”“Metallic wire”来表达。所以新标准英文名中“Wires for metallic card clothing”,其意是以“wires”表示“齿条”“metallic card clothing”表示“金属针布”,有待商榷。
1.2 关于规范性引用文件
新标准的规范性引用文件中增加了3个引用标准,以替代老标准中的引用标准即FZ/T 90081—1995 《梳理机用齿条术语和定义》。这3个标准均为修改采用国际标准制定的推荐性国家标准。3个引用标准依次如下。
a) GB/T 24377—2009《纺织机械与附件 金属针布 尺寸定义、齿型和包卷》(Textile machinery and accessories—Metallic card clothing—Definitions of dimensions,types and mounting)(ISO 5234:2005,MOD),标准名称中仅涉及“金属针布(Metallic card clothing)”,未见“梳理机用”及“齿条”,疑问见后1.3。
b) GB/T 32600.1—2016《纺织机械与附件 梳理机用金属针布齿条截面主要尺寸 第1部分:普通基部》(Textile machinery and accessories—Main dimensions for section wires for metallic card clothing—Part 1:Foot without interlocking or interchaining)(ISO 9903-1:2003,MOD),标准名称中已采用“梳理机用金属针布齿条(wires for metallic card clothing)”,也有较多疑问,见后3.1。
c) GB/T 32600.2—2016《纺织机械与附件 梳理机用金属针布齿条截面主要尺寸 第2部分:自锁基部》(Textile machinery and accessories—Main dimensions for section wires for metallic card clothing—Part 2:Foot with interchaining)(ISO 9903-2:2003,MOD),标准名称类似疑问如前(见后3.1)。
1.3 关于术语和定义
2018年版新标准“第3章 术语和定义”指出“GB/T 24377—2009界定的以及下列术语适用于本文件”;所以作为引用标准GB/T 24377—2009是重要的基础标准;而细读GB/T 24377—2009有以下3处疑问。
a) “3.4 齿型”中图11标注“Morel”齿条,Morel齿条应该是指莫里尔式除草辊用金属针布;建议“Morel”直接改为“除草”,没必要用英文。
b) “第5章 金属针布齿条的包卷”中“图21多根齿条的包卷(图例4根)”;而常见为8根齿条包卷(有槽式刺辊针布),4根却鲜见;另外,多根齿条包卷的形式正逐渐淘汰而被自锁基部金属针布齿条替代,后者具有任意设计基部节距b6以有效解决齿条松卷后反弹问题及规避有槽式齿条更换后辊槽磨损问题等优点。
c) “附录A”中“表A.1 普通基部齿条尺寸”:表中列出8个尺寸中有3项即h5、b6、k不属于普通基部齿条而属于自锁基部(V型)齿条;核查原国际标准ISO 5234:2005中的英文描述也是如此;由于表A.1名称与内容不相符,因此建议纠正。
2 关于分类和标记
2.1 关于分类
2018年版新标准的梳理机类型及代号由老标准的“棉为A、精毛为B、粗毛为N、苎麻为Z、绵(绢)丝为K”,仅修改了毛为B、绢绵为K,增加了非织造布为N”,这个分类更合理了;但是适合梳理的麻纤维不只是苎麻,还有亚麻、罗布麻等是与苎麻纤维性质类同的,而较短的麻纤维则更多;所以建议采用广义的“麻”替代“苎麻”更为贴切。
新标准中包覆梳理机部件及代号在老标准基础上又增加1个凝聚辊,代号为N,疑问或建议如下。
2.1.1对于毛纺和非织造布梳理机用齿条,除了已经列出的部件及其代号外还有其他部件,包括开松辊(开毛辊)、喂入辊、杂乱辊等;这些辊都具有特定的功能,但其包卷的金属针布齿条的型号参数可能与刺辊、工作辊或凝聚辊等所用的齿条接近。在新标准已有规定的部件及其代号中,也存在应用的金属针布齿条型号相互接近的现象。浏览一些制造厂的毛纺和非织造布金属针布齿条产品目录时,发现有把“转移辊和剥毛辊”“杂乱辊和凝聚辊”或“刺辊和喂入辊”“刺辊、喂入辊和开毛辊”“工作辊和转移辊”等进行多种归并的,并且各自命名的规则存在差异、需要统一。为免混乱,在对新标准目前已经列出的部件及其代号进行补充时,建议至少增加常用的开松辊、喂入辊、杂乱辊,以完善毛纺和非织造布梳理机部件及其代号的分类和命名规则。
2.1.2现在的新型梳棉机日趋高产化、清梳联化,固定盖板和棉箱已是标配。固定盖板包括预分梳刺辊齿条用盖板、前固定齿条盖板、后固定齿条盖板,均采用齿条盖板针布(齿条固定在铝合金盖板骨架上、再安装在系统中),有重要的预分梳、附加分梳作用。在棉箱内也需要配置给棉(喂棉)金属针布,以对清棉后的纤维进一步开松、混合、喂入。所以,建议在标准的包覆梳理机部件及其代号中增加给棉和固定盖板部件及其代号,如果再扩大范围,还可以增加清棉部件及其代号。清棉金属针布主要用于清梳联中清棉机和棉箱对原棉进行抓取、开松和除杂。
2.2 关于标记
新标准的标记方法基本与老标准一致,新标准为减少篇幅仅采用文字解释,省略了几个产品标注简图,感觉不直观、难理解。
3 关于要求
3.1 关于齿条基本尺寸及其极限偏差
3.1.12018年版新标准中规定齿条基本尺寸及其极限偏差(包括基部宽b1、总高h1、基部节距b6和基部高h2)要求按GB/T 32600.1—2016或GB/T 32600.2—2016 第4章规定;为理解各基本尺寸及其极限偏差,先讨论引用的这2个部分标准。
3.1.1.1GB/T 32600.1—2016《纺织机械与附件 梳理机用金属针布齿条截面主要尺寸 第1部分:普通基部》,规定了截面为普通基部金属针布齿条的主要尺寸及其极限偏差。在该标准的表1“主要尺寸”中将总高h1分为13组,再细列出与其相关联的基部宽b1和基部高h2的基本尺寸及极限偏差;为了便于查看和解释,特将该标准中表1 简化为如下表1。
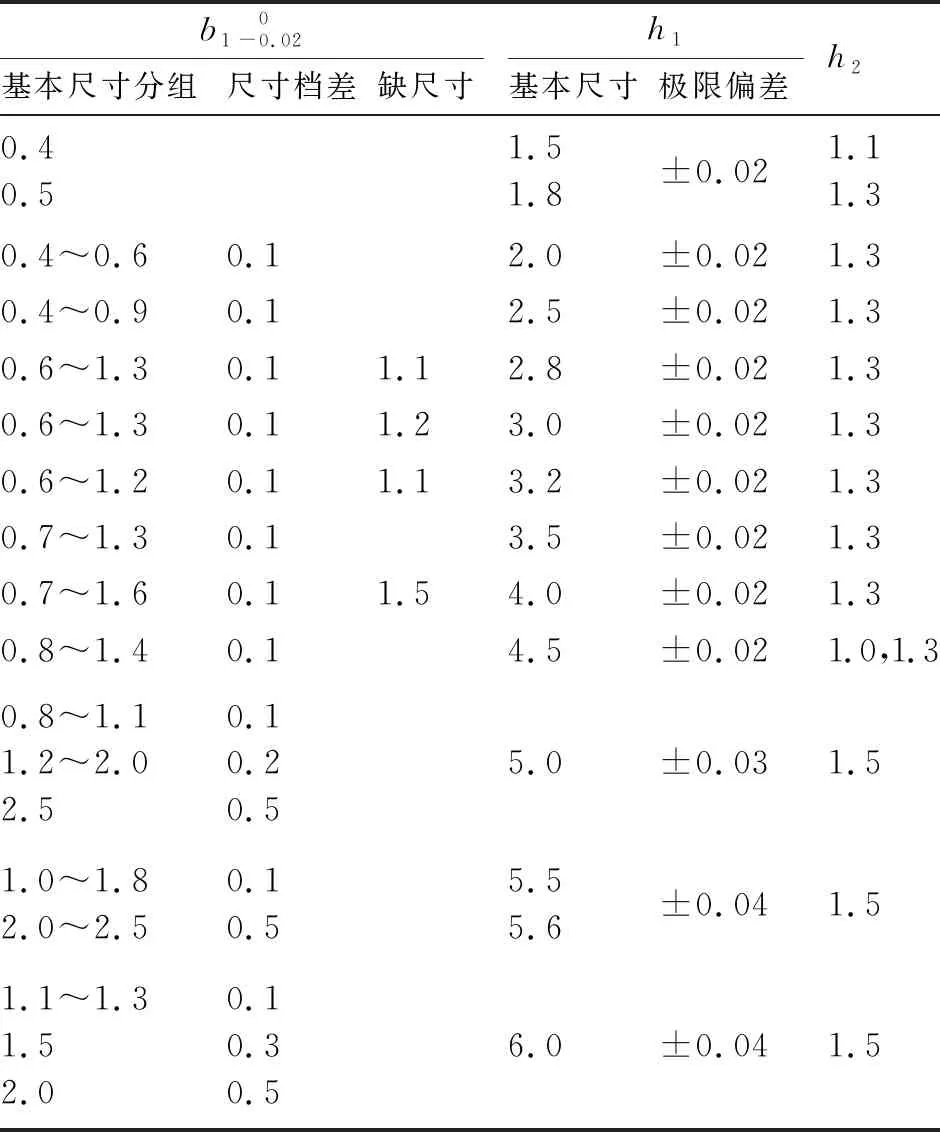
表1 普通基部金属针布齿条截面主要尺寸及其极限偏差
表1中总高h1的基本尺寸似乎仅适用于梳棉机用A型齿条,尝试查找某产品对应的总高h1值,如比较常见的AC1835×01740、AC2820×01565、AD4030×02075等金属针布齿条型号,其h1和b1都不能与表1关联。现实产品设计制造中,即便棉纺金属针布齿条基部宽b1数值系列也未必档差为0.1 mm,如特吕茨勒公司锡林齿条总高为1.7 mm,也与表1不符;至于表1中基部高h2的数值也与实际产品多不相符。金属针布齿条的基部高要视具体要求设计,且基部高h2与总高h1、齿深h6等尺寸约成正比例关系,但其取值也与设计目的有关,如锡林齿条的基部高尽可能高些,其高度略低于齿深的最底部即可,以减少齿隙充塞问题;道夫齿条的基部高尽量矮些,以便于齿条包卷和节省材料;有槽式刺辊金属针布齿条基部高有限制,刺辊的槽深通常为1.5mm,因此齿条基部高h2值常为1.8 mm,其值太小将无法正常包卷;例如AT5610×05011型刺辊齿条,按表1对应总高为5.6 mm的基部高值仅为1.5 mm,显然其值设置得不妥;故表1即便是针对梳棉机用A型金属针布齿条,列出的基部宽b1、总高h1和基部高h2也无一一对应关系,若根据表1查找其他类型梳理机用金属针布齿条,也无法对号入座。
3.1.1.2GB/T 32600.2—2016《纺织机械与附件 梳理机用金属针布齿条截面主要尺寸 第2部分:自锁基部》,规定了自锁基部金属针布齿条截面的主要尺寸及其极限偏差。在标准“4 尺寸”的“图1 C型或CV型截面”中绘制了自锁金属针布齿条的截面形状并标注了基部节距b6、总高h1和基部高h2尺寸;不妥的是此处C型和CV型截面是同一张图,也未说明二者有何差异。其“表1 C型截面主要尺寸”和“表2 CV型截面主要尺寸”分别详细分组列出了相互关联的基部节距b6、总高h1和基部高h2的基本尺寸及极限偏差;为了便于查看和解释,也将该标准中表1、表2简化为如下表2和表3。
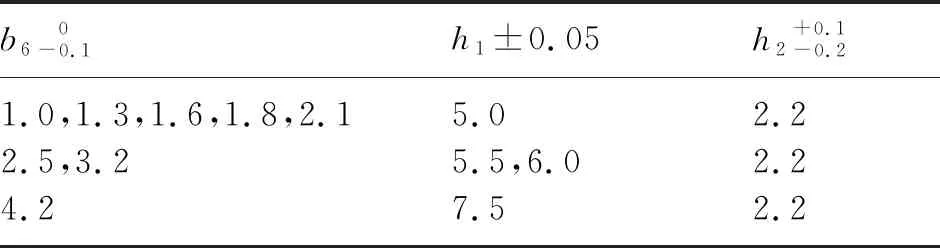
表2 C型截面主要尺寸及其极限偏差 单位:mm

表3 CV型截面主要尺寸及其极限偏差 单位:mm
研究表2和表3,发现基部节距b6值是有规律的,即出现的b6值为10个,都与自锁式金属针布横向25.4 mm内的齿数有关,即b6=25.4 mm/(横向25.4 mm内齿数),其对应关系见表4。
表2和表3规定了自锁式金属针布齿条基部节距b6的取值范围,并与总高h1和基部高h2分组关联。大家知道,自锁式金属针布齿条除在梳棉机有少量应用外,大量应用于毛纺、非织造布梳理机上,开清棉机采用也较多。实际应用中,有按照表2和表3选用规定参数的,但查阅国内外制造厂商的产品目录,发现多数自锁金属针布齿条未按上述标准规定去做;实际齿条基部节距b6值不符规定的有1.05mm,1.1mm,1.2mm,1.5mm,3.0mm,4.0 mm,6.0 mm,等;实际总高h1值不符合规定的

表4 自锁式金属针布齿条基部节距b6尺寸分析 单位:mm
有3.2mm,3.3mm,3.6mm,3.7mm,3.8mm,4.2 mm,4.3 mm,4.7 mm,10 mm,等。通常是齿条产品基部节距b6越大,总高h1越大、基部高h2越大,而基部节距b6主要是根据横向齿密需要确定的(纵向齿密由齿距p决定),总高h1则主要是由齿隙容量(齿深h6、齿距p及齿形)、基部高h2等综合因素确定的。各齿条制造厂的取值习惯也不相同,不一定在现分组关联的规定中找到对应关系,如有的工厂齿条产品基部节距b6为4.23 mm、总高h1分别为5.0 mm,5.5 mm,6.0 mm,7.5 mm时,齿条基部高h2为1.8 mm;也有b6为3.17 mm、总高h1为5.0 mm,5.5 mm,6.0 mm时,h2为1.5 mm,1.8 mm。不同工厂、同型号齿条参数就更不同了。
3.1.1.3上面2个部分标准分析归纳:按新标准规定,普通基部或自锁基部金属针布齿条的基部宽b1、基部节距b6、总高h1和基部高h2都推荐采用系列数值及其极限偏差,其中关于极限偏差的规定,新标准比老标准作了较大的改进。
新标准规范性引用的2个部分标准,对金属针布齿条的基部宽b1、基部节距b6、总高h1和基部高h2的极限偏差作了规定,归纳如下。
此处引用的2个部分标准所列各尺寸参数及其分组关联规定,与实际产品相符的有,而缺失的尺寸或不符的情况也不少,尤其是与除梳棉机外的其他梳理机用金属针布齿条不符的更多。随着产品的发展,其中有些分组关联的参数值不尽合理,产品供需双方更多考虑的是梳理效果、制造难易或成本、各部件间的合理配套、使用习惯以及产品的改进发展,而不会只按标准规定去做、去靠,因为引用标准已经严重脱离实际。因此,建议酌情调整、简化GB/T 32600—2016 第4章对主要尺寸的相关规定,以便更切合实际。

3.2 关于齿条4点硬度
新标准的5.3规定了齿条4个测点的小力值维氏硬度HV0.2值。与老标准比较:新标准取消了产品分等,并根据产品发展实际情况调整了4个测点的HV0.2数值范围。通常理解设置4个测点硬度的要求,有如下作用:第1测点体现齿尖应具有足够的强度和耐磨性;第2测点体现齿部应具有足够的强度;第3测点体现防止出现包卷断裂问题;第4测点体现基部应具有较好塑性及均匀性,确保上机时顺利、平服包卷。
齿条第1测点的硬度要求有待商榷,齿条齿尖的强度和耐磨性确实非常重要,但仅用其测点硬度值来判定不够充分。文献[1]的P576-582总结提高齿条耐磨性的措施包括5条,第1条为“提高针尖硬度”,指出:“齿尖硬度是影响针布耐磨性的重要因素,针布齿尖硬度越高,耐磨性好,但齿尖硬度并非是决定针布耐磨度的唯一因素。当齿尖硬度高,而其韧性和金相组织差时,也不可能获得理想满意的耐磨度”;第2条为“改善针尖金相显微组织”;第3条为“齿尖应具有足够的韧性”;第4条为“钢丝材质要求”;第5条为“提高齿尖加工光洁度”。因此,齿条第1测点硬度要求并不完美,可考虑增加“齿尖金相组织耐磨性分析”要求项目以评价齿尖耐磨性。此外,与第2,3测点类似,可考虑增加“齿部强度机械检测”项目[1]352-353,或采用“齿部腐蚀—淬火(马氏体组织)深度测定”项目,以评价齿部强度、淬火深度或包卷断裂风险。这些新增项目可以单独作为新标准产品要求,或作为齿条制造企业型式检验的要求项目。
3.3 关于齿条外观
新标准对金属针布齿条的外观有3条要求,即:“5.4 齿条不应有前后钩齿、侧弯齿,齿部不应有缺口、扭曲和毛刺”“5.5 齿条表面不应有锈斑和起皮”“5.6 齿条的断齿或漏冲齿每处不应多于2个,在100 m内不应多于2处,在1000 m内不应多于3处;刺辊齿条不应有漏冲齿”。研讨以上各条要求有如下疑问和建议。
a) 5.4条与老标准的描述有差异,老标准要求为“4.4 齿条不允许有前后钩齿、侧弯齿,齿部不允许有扭曲和目测可见的毛刺”。新标准增加了不应有的缺陷“缺口”,而在“毛刺”前面删除了定语“目测可见的”。“缺口”怎么理解?齿部缺口及大小不好判断,可能就是大毛刺、掉尖或缺齿,建议增加属于缺陷的“大小齿或高低齿”,因为比较常见,也好判断(必要时做定量规定)。还有,毛刺有大有小,除非采用抛光等方法处理,否则完全没有毛刺的情况很少,删去其定语“目测可见的”,就更不清楚了。
b) 5.6条中仅规定“刺辊齿条不应有漏冲齿”,可能是因为刺辊外径较小、刺辊齿条的尺寸较大,缺齿造成的影响较大;然而新标准不只适用于梳棉机,非织造布梳理机用金属针布有的尺寸更大、辊子外径更小,又鉴于客户对外观缺陷的零容忍,建议将“刺辊齿条不应有漏冲齿”修改为“总高h1不小于5.0 mm的齿条不应有漏冲齿”更妥。
c) 外观质量的评价应包含表面粗糙度、表面处理状态要求。现在的金属针布齿条制造新技术、新材料、新工艺(包括表面处理)已经取得长足进步,不少制造厂家在产品目录中都标注了齿条表面状态的代号,如格拉夫公司用N表示表面处理、P表示化学处理、S表示抛光处理,特吕茨勒公司用A表示刷光处理、C表示涂层处理、E表示化学抛光处理、P表示机械抛光处理,格罗茨-贝克特公司(非织造布梳理机用针布)除采用表面清刷抛光处理作为标配外,用Pearlech(F3)表示喷砂处理、Plattinium(F4)表示镜面处理;金轮公司用P表示机械抛光、NF表示等离子抛光;白鲨公司(镜泉棉纺及气流纺金属针布齿条)采用锥齿化抛光/在线精细化去棱角抛光工艺、P表示抛光平滑处理。新标准尚未涉及上述技术要素,期待补充完善,建议新标准至少要求在“产品标记”中,增加“产品表面处理状态”的信息。
3.4 关于齿条接头
新标准的5.7条基本沿用老标准有关锡林、道夫齿条的接头要求,对其他梳理机滚筒上包覆的齿条未提及接头要求,也未规定每副锡林、道夫齿条的接头数量,意味着允许有或可多可少;建议增加规定:每副齿条在质量或长度不超过规定值的情况下,不允许有接头;其质量或长度超过规定值(规定值另议)时,最多允许1个接头,并须在退绕起始端标注接头的大致位置,以提醒用户包卷时有所准备。
新标准关于接头的具体要求是5.7条“锡林齿条和道夫齿条的接头应符合以下要求:a) 总高h1和基部宽b1不大于原实际尺寸;b) 耐挠曲性能良好。”该要求描述简单明了但需要补充,耐挠曲性能良好也应适用于非接头处,可以作为单独的1条要求提出,或作为生产过程重要的控制要求;因为检查耐挠曲性能可以评定齿条齿部或基部热处理的要求,从而确保产品质量。
3.5 其他应列入标准的要求
综上所述,新标准对金属针布齿条的5.1~5.7条要求基本沿用老标准的内容,并予以改进完善;而新标准中未列入的要求包括:齿部强度与检测、齿尖金相组织与耐磨性分析、表面粗糙度、表面处理质量与分析、耐挠曲性能(针对非接头)检测等。此外,至少还有1项重要尺寸及其参数未列入标准,即齿距p。在设计、制造和使用金属针布时,齿距p是十分重要的参数:齿距p不仅与其他尺寸相关联,且与基部宽b1一起决定金属针布的齿密;在制造齿条时,齿距p及偏差影响总高h1或其尺寸偏差;在使用时,齿距p影响金属针布齿尖面的圆柱度、齿尖排列的清晰度及梳理度;因此,齿距p应作为标准要求的内容。但在新标准附录A中“A.4 试验程序及结果判定”中已经列出了齿深h6、齿距p的测定方法,但这2项的具体要求并未列入新标准中。
4 关于试验方法
4.1 关于基本尺寸测量
新标准基本沿用老标准试验方法,见“6.1 测量齿条基本尺寸应按附录A规定”,略有变动。此处研讨后有2点建议。
4.1.1针对“A.1 测量器具、仪器”,建议“A.1.3 放大倍数不小于20的投影仪”改为“A.1.3 放大倍数不小于30的投影仪”;建议“A.1.4 放大倍数不小于20的可读数光学测量仪”改为“A.1.4 放大倍数不小于30的可读数光学测量仪”;因为已具备条件采用更大放大倍数、高清投影仪和带读数的光学测量仪,放大倍数越大测量越精准。某些针布制造企业已经采用50倍投影仪和放大倍数不小于50倍的体视显微镜。
4.1.2针对“A.4 试验程序及结果判定”,提出一种更简便的检测方法。A.4.2条规定了齿深h6、齿距p、齿顶长l和工作角α的测量方法:把齿条小试样固定在带永久磁铁的黄铜底座(即小夹具)上,再把小夹具放置在投影仪的工作台上,分别投影检测各个项目。这里推荐对上述方法的补充,即:在投影显示屏上放置一张待检测齿条的齿形模板,该模板图上已画好各待检尺寸及极限偏差范围,通过对待测的小试样进行比对测试即可,而且除齿深h6、齿距p、齿顶长l和工作角α外,还可测总高h1、齿尖角β、后角γ等。同理,此方法也适用于测量齿顶宽b3、基部节距b6及基部宽b1、齿部(根)宽b2、基部高h2、基部基准线h5、V型基部内角k等尺寸。
该比对方法的特点是:① 直观,测试结果一目了然;② 高效,一次可检测多个项目,并且操作非常简单;③ 精确,比对模板图样高精度打印在涤纶薄膜上,方便评价齿条产品的整体水平;④ 只须微调投影仪手柄或转角盘即可读取偏差值,尤其适合对生产过程的控制检测,建议至少采用30倍、最好采用50倍光学投影仪。
4.2 关于硬度测定
新标准的“6.2 测定齿条小力值维氏硬度应按附录B规定”,基本沿用老标准并作了改进。与老标准附录B相比,第3测点距齿顶的尺寸h6/2(当h1≤3.2 mm时)或h6/3(当h1>3.2 mm时,改为2/3h6,即要求齿条齿部的淬火深度加大了,此改变对改进梳理机锡林金属针布质量应该有益。
新标准附录B中:“B.2.2 应在每个小样上再分别截取适宜进行镶嵌的短样段,且使试验齿数在3段上的和不少于3个”,该条叙述中“3个”可能有误;老标准规定的是“5个”,还是以“5个”更妥(不少于5个,还要考虑试验中可能出现意外)。根据新标准的5.3b)条规定需要对第4测点检测5个测量值,如果测前准备的齿数是3个,则表明要在3个齿上测试5个第4测点硬度(理论上成立但标准没有说明,也未考虑备用齿,容易造成误解);然而B.4.2条内规定“在随机选定的5个齿的第1~4硬度测点各测5次”,这里还是“5个齿”,明显是前后矛盾。
4.3 关于外观质量检查
新标准对外观质量检查的方法是6.3条“齿条的外观质量应用目测、手感”,建议应用体视显微镜等光学仪器与计算机辅助设备等;但在制造齿条产品的工厂,常采用“齿部外观(毛刺、弯钩、扭捩等)目视化评级方法”进行控制。
4.4 关于接头耐挠曲性能测定
新标准的6.4条规定了接头耐挠曲性能测定方法,其6.4a)条为“在每副齿条上随机截取接头试样,长度约为300 mm,接头约在中部”的要求难于实施;因为每副金属针布齿条上最好无接头,即使有接头时也只能为1~2个,而且不可能正好位于一副针布齿条的尾段,以致“随机截取”无从谈起,即使在齿条生产过程中的断头,要取样也只能等操作工完成接头(焊接、修正、回火)后再截取,然后再重新接头。由此可见,生产过程中接头取样、检测结果,只能用于考察操作工接头水平,并不代表实际出厂齿条产品的真实检测结果。
5 关于检验规则和包装、标志、运输和储存
5.1 关于检验规则
新标准第7章为检验规则,在老标准基础上作少许修改完善,主要简化并修改了“7.2.1 型式检验”中的“表5 齿条型式检验方案”的检验项目,由老标准的20项减少为16项,新增了最后1项即第16项“接头(含总高h1、基部宽b1,耐挠曲性能)”。研讨此章后有2点疑问。
5.1.1如前述的4.4条所述无法对每副成品随机截取金属针布齿条接头,并对接头的总高h1、基部宽b1以及耐挠曲性能进行有效检测判定;因为不清楚待检的整幅齿条成品有无接头、接头数量、接头位置等信息,而无法实施取样,即使可以取样、也是破坏性取样或检验,为取样检测1副、将报废1副。为此,建议规定为“制造商在提供每副金属针布齿条时,应在退绕起始端标注本副产品接头数量和位置;在取样检测前,有关方要达成一致意见即同意对产品进行破坏性检测,并且在具备接头取样和检测条件的情况下方可实施。
5.1.2在“表5 齿条型式检验方案”内所列检验项目的第15项“断齿、漏冲齿”,按其要求也是无法实施的;5.6条规定“齿条的断齿或漏冲齿每处不应多于2个,在100 m内不应多于2处,在1000 m内不应多于3处;刺辊齿条不应有漏冲齿”,如何判断这些关于齿条的质量问题,在实际生产和应用中很难实施,新标准并未明示取样和检测的具体方法。在实际生产中,已有制造厂通过在线监测系统对整副齿条进行全程检测记录,当断齿或漏冲齿发生时即记录其精确的位置,待完成加工后再按程序在电脑上复查该缺陷。必要时采用重绕机将该问题齿条退绕至缺陷位置进行确认,属实则予以报废,误判则重新精确卷绕入库。为此,建议此规定为“在具备断齿、漏冲齿取样和检测条件的情况下,才能实施取样和检测”。
5.2 关于包装、标志、运输和储存
新标准的第8章为“包装、标志、运输和储存”,比老标准多了有关运输的提示性要求,并作了取舍和改进。对此章也提出2点疑问与建议。
在标准的“8.1.1.2 每副锡林齿条、道夫齿条的交货质量(或交货长度)应为理论质量(或理论长度)的102%~104%。”中,只提及锡林和道夫针布,意指仅适用于锡林齿条和道夫齿条,而事实上该条规定的要求应适用于所有梳理机部件上包覆的金属针布齿条,因为所有滚筒上包覆金属针布齿条时均需确保2%~4%的余量。当然,每卷供货质量或长度也建议是每个滚筒上包覆针布齿条所需数量的整倍数,建议把8.1.1.2中“每副锡林、道夫齿条”改为“每副齿条”。
在标准“8.1.1.3 齿条应卷绕在轴孔直径为35 mm的卷盘上,卷绕应排列均匀、张力适当,以便退绕;并用防锈材料进行密封”中,轴孔直径为35 mm似乎没有必要提出,就像老标准对产品卷装形式和尺寸(包括卷盘外径、内径、宽度、轴孔径)都作了规定一样,没有多大意义而予删除,而且目前制造企业多采用不同卷盘孔径。另外,现在齿条制造的最后卷装已经采用每层齿条之间自动垫纸工艺,齿条根间精准排列、间隔适当,有效地防止了齿条在包卷退绕时擦伤的问题。为此,建议把 8.1.1.3条修改为“齿条应卷绕在轻质工字轮上,卷绕应排列均匀、张力适当,上下层齿条间采用垫纸防护,每层的相邻齿条间应保持适当排列间隔以便退绕;并用防锈材料进行密封。”
6 结语
6.1FZ/T 93038—2018《梳理机用金属针布齿条》,是纺织器材行业金属针布制造企业执行或制定企业内控标准的推荐性标准,其整体篇幅和内容相比FZ/T 93038—1995有较大简化和改进,文字描述更精简,编排更精准,结构更合理。
6.2新标准名称中的“金属针布”和“齿条”两词有重复;增加的3个引用标准,即:GB/T 24377,GB/T 32600.1和GB/T 32600.2,均存疑,影响对新标准的理解和实施。建议这些标准修订时纠正文本表述中的瑕疵,调整、简化后2个标准中第4章相关“主要尺寸”内容,以利于标准实施。
6.3建议新标准第4章“产品分类和标记”中将“梳理机类型及代号”中的“苎麻”改为“麻”,“包覆梳理机部件代号”中增加固定盖板、给棉或喂棉、清棉、开松、杂乱等内容,继续探索、完善毛纺和非织造布梳理机部件及其代号的分类和命名规则。
6.4针对新标准第5章“要求”建议:① 应涵盖齿顶长l诸型式尺寸及极限偏差,包括弧顶或微弧顶,并规定其试验方法;② 在第1,2,3硬度测点基础上增加“齿尖金相组织与耐磨性分析”以评定齿尖耐磨性,增加“齿部机械强度”要求或“齿部腐蚀—淬火深度”要求项目,以保证齿部强度、规避齿条包卷断裂风险;③ 对外观质量要求应增加“大小齿/高低齿”规定,将“刺辊齿条不应有漏冲齿”修改为“总高h1不小于5.0 mm的齿条不应有漏冲齿”;④ 应规定“每副金属针布齿条质量或长度在不超过规定值的情况下,不应有接头;当质量或长度超过规定值时(规定值另议),接头不应多于1个,并在退绕起始端标注接头的位置;⑤ “耐挠曲性能良好”宜列为独立1条要求;⑥ 齿距p及其极限偏差应列入标准要求;⑦ 应规定齿条的表面处理质量,如表面粗糙度要求等。
6.5新标准的“6 试验方法”“附录A”“附录B”有关建议:① 附录A中关于投影仪、可读光学测量仪的“放大倍率不小于20倍”修改为“放大倍率不小于30倍”;② 用投影仪测量基本尺寸时宜采用“齿条齿形模板比对”方法,便于测量多个参数且直观、高效、精准,尤其适用于生产过程控制中对产品的检测;③ 在测试齿条4点硬度时,附录B规定的“试验齿数在3段上的和不少于3个”改为“不少于5个”较妥;④ 对齿条外观质量检查增加“可以应用体视显微镜等光学工具和计算机辅助设备手段”。
6.6新标准第7章“检验规则”建议:① 对接头(总高h1、基部宽b1及耐挠曲性能)的取样检测,规定制造厂提供的每副金属针布齿条应在退绕起始端标注本副产品接头数量、位置;② 对断齿、漏冲齿的取样检测,应在具备断齿、漏冲齿取样和检测条件的情况下实施。
6.7新标准第8章“包装、标志、运输和储存”建议:① “每副锡林、道夫齿条的交货质量(或交货长度)应为理论质量(或理论长度)的102%~104%”中“每副锡林、道夫齿条”修改为“每副齿条”;② 把“齿条应卷绕在轴孔径为35 mm的盘卷上,卷绕应排列均匀、张力适当,以便退绕;并用防锈材料进行密封”修改为“齿条应卷绕在轻质工字轮上,卷绕应排列均匀、张力适当,上下层齿条间采用垫纸防护,每层相邻齿条间保持适当排列间隔,以便退绕;并用防锈材料进行密封”;③ “产品标记”中增加“产品外观处理状态”信息。
猜你喜欢
大型铸锻件(2022年1期)2022-02-12
China’s foreign Trade(2021年6期)2021-12-26
铁路通信信号工程技术(2021年7期)2021-07-27
热带农业科学(2017年9期)2017-10-23
汽车与新动力(2017年3期)2017-06-29
农村农业农民·B版(2016年7期)2016-10-21
中国新技术新产品(2015年8期)2015-07-19
中华奇石(2015年7期)2015-07-09
中华奇石(2015年5期)2015-07-09
科技创新导报(2014年9期)2014-11-07
