
赛络纺纱线性能分析及工艺实践
2020-12-21 03:44谢家祥
纺织器材 2020年5期
谢家祥
(夏津县润通纺织有限公司,山东 夏津 253200)
0 引言
赛络纺纱工艺是从毛纺移植到棉纺的一种纺纱工艺,其纺纱工艺是将2根粗纱以一定的间距、平行喂入细纱牵伸区,2根粗纱在前钳口外的加捻三角区处聚合加捻成纱,如图1所示。由于赛络纺纱线具有条干好、强力高、毛羽少等优点而备受市场欢迎。但是,在赛络纺纱的生产过程中易出现细节多、断头率高、生产效率低的问题。因此,分析赛络纺纱线性能及其工艺,解决其存在的问题具有实际意义。
1 赛络纺纱线的优缺点
1.1 赛络纺纱线的优点
由于赛络纺特殊的纺纱工艺,其纱线的优点有:① 由于2根须条的粗、细节互补作用,使成纱条干均匀度好;② 由于2根须条与聚合后的成纱都有一定捻回,同向捻回的叠加使外层纤维具有了更大的捻幅,使成纱强力有所提高[1];③ 纱线毛羽少。
首先,分析一下赛络纺纱线毛羽减少的原因。细纱加捻三角区是形成毛羽的主要区域,此处边缘纤维与须条轴线形成一定的夹角,使边缘纤维受力拉伸幅度较大,而须条芯部的纤维受力较少,边缘纤维就会挤压芯部纤维使边缘纤维进入芯部,芯部纤维则被挤压到边缘,从而使须条内纤维不断地发生内外转移;一端露出纱体的边缘纤维由于不再承受斜向拉力而向心压力变为零、不再参与内外转移,露出纱体的一端便形成毛羽。当赛络纺加捻三角区处2根须条上的毛羽在加捻点聚合成纱时,又有机会重新捻入纱体中成为纱线内部纤维(如图2所示),
再加上单根须条与聚合成纱捻幅的叠加作用,从而使赛络纺纱线毛羽减少。此外,因为2根须条具有一定的间距,使加捻三角区变宽、边缘纤维到达捻合点的距离变长,相对较短的边缘纤维头端还未到达捻合点而尾端已经脱离前钳口的有效握持区而提前散失,使纱线外层短纤维减少、毛羽相对较少。在一定范围内,随着2根粗纱间距的增大,赛络纺纱线毛羽的减少趋势越明显;尤其是捻幅的叠加使得纱线毛羽减少、强力增大,这不仅表现在成纱上,而且在后期的整理和织造过程中表现出了比环锭纺单纱更大的优越性。
由于赛络纺纱具有类似股线的特点,复合捻度的作用使纱线内的纤维呈现出复杂的空间螺旋曲线形态[2],几乎不存在捻幅为零的芯部平行于纱线轴向的纤维,纱线中的纤维共同承担轴向应力而使纤维强力利用系数高,纱线在后期整理和织造的反复拉伸过程中强力损失小。纤维的空间螺旋曲线排列还使纤维里外纠缠、联系紧密、不易滑动,使纱线在后期的反复摩擦过程中毛羽增加值小,而织物制品则表现出更佳的抗起毛起球性;捻幅的叠加还使赛络纺纱线捻度分布具有波段性变化,使纱线在棉平针织物纵向歪斜量比普通环锭纺单纱要小得多[3]。
1.2 赛络纺纱线的缺点
赛络纺纱线存在的缺点是细节偏多、断头率高。在纯棉赛络纺纱过程中会由于纤维散失明显,从而造成赛络纺纱线细节多于正常单纱(见图3),断头率增大;而且在一定范围内随着2根粗纱间距增大和所纺纱线号数减小,这种趋势越明显,以致当赛络纺纯棉14.58 tex普梳纱的速度低于正常单纱的15%~20%时的断头率仍较高,造成许多工厂因为效率太低而放弃生产这些品种。
细节偏多和断头率高,是由于导纱钩的阻捻作用而使捻度上传受阻,以致加捻三角区处2根须条仅获得了少量捻度;而2根须条的间距则使加捻三角区处边缘纤维与纱线轴向夹角θ增大、边缘纤维到达加捻点的距离变长,相对较短的边缘纤维在这样长距离下的头端无法到达加捻点,而尾端已经脱离前钳口的有效握持区,在前罗拉粘带、吸棉笛管负压综合作用下的纤维会提前散失,形成纱线细节。此外,θ增大还造成边缘纤维扭转角度增大,由于三角区边缘纤维的突然扭转,而受力拉伸、2根须条芯部的纤维受力和伸长较小,这样纺纱过程中的纱线张力几乎全部作用于纺纱三角区的边缘纤维上[4];同时,由于2根须条纤维量较少,当这些纤维无法承受全部张力时,断裂或纤维滑脱最先从边缘处开始,以致纱线断头增加。
2 解决赛络纺纱线细节和断头的技术工艺
细节增多和断头率高主要是由于纤维散失引起的,因此控制了纤维散失也就控制了细节和断头。在纺纱生产中,可采取一些工艺措施控制纤维散失,使细节、断头减少。
2.1 增大粗纱捻系数
增大粗纱捻系数使进入主牵伸区的须条有更多的剩余捻回,以阻止边缘纤维在中钳口区提前远离须条主体,在一定程度上减少边缘纤维的散失。
2.2 减小粗纱定量
在主牵伸过程中,须条在中钳口由宽变窄(如图4所示),而粗纱定量的减小可使快、慢速纤维比例降低,牵伸倍数减小,须条由宽变窄的幅度减小,使边缘纤维与须条轴线夹角减小,边缘纤维的伸长减小、速度降低,在一定程度上控制了主牵伸区纤维变速过程中边缘纤维的散失。
2.3 增大前胶辊前移量
前胶辊前移量由正常的2 mm增大到3 mm~4 mm,前移量增大能减小加捻三角区长度和前罗拉反包围弧长度;加捻三角区长度的减小可使原来无法有效捻入加捻点的较短纤维顺利捻入,从而使这部分纤维避免散失。实际上须条纤维与前罗拉反包围弧在一定程度上起到了对纤维的支持作用,使边缘纤维曲线地聚拢、规律地捻合,从而减少纤维散失;反包围弧减小,降低了罗拉与纤维摩擦带走纤维的概率,使边缘纤维散失得到控制。当然,前胶辊前移量过大也会使前钳口压力降低而影响钳口握持力,在实际调整时,应引起注意。前区集合器对赛络纺成纱质量指标的影响见表1。
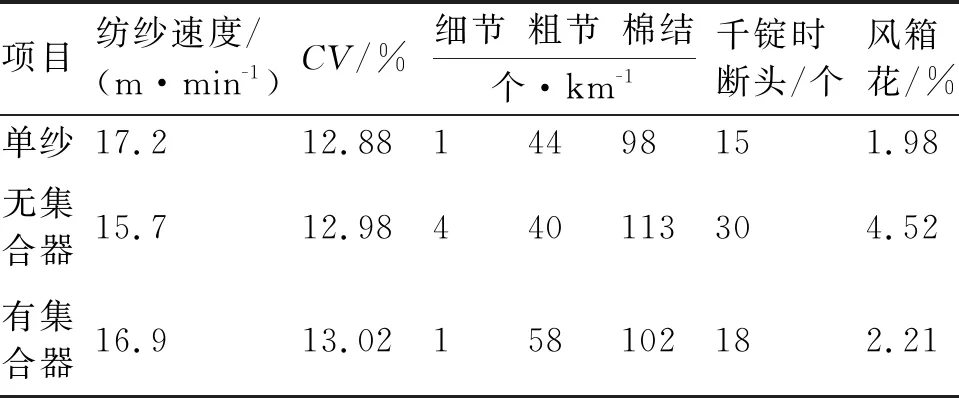
表1 前区集合器对赛络纺成纱指标的影响
2.4 增大细纱捻系数
赛络纺纱的捻度比同号数环锭纺单纱大5%~8%,这是通常采取的纺纱工艺参数。捻度的增大会使更多的捻回越过阻捻点传递到加捻三角区,使加捻三角区的长度减小,加捻三角区处2根须条也可以获得更多的捻度,有效降低了边缘纤维的散失和断头的增加。
2.5 使用细纱前区集合器
以上4项措施在理论上起到了控制纤维散失的作用,或者说宏观上起到了较小的控制作用。纺织厂在采取了上述措施后,在强光下观察前罗拉下部,依然能看到有较多散失的纤维,而且在纺纯棉普梳14.58 tex纱时,生产效率依然得不到明显提高。采用开口宽度为3.5 mm~4.0 mm的框式细纱前区集合器能有效控制主牵伸区边缘纤维的散失,又不会过分聚拢,使粗纱须条间距减小而影响赛络纺纱线结构和风格。
集合器的安装调试要根据设备状况进行多次对比试验,还须根据罗拉中心距选择合适的浮游区长度,才能保持在纱线条干水平基本不恶化的前提下,提高赛络纺的生产效率,有效控制边缘纤维的散失,而这一点可通过同台对比试验得到验证;尤其是风箱花可减少50%以上,极大地提高了细纱制成率。需要注意的是,如果集合器口径选择不适宜或牵伸区相关设备工艺参数调整不当,则会引起纱线粗节增多,尤其会造成+35%粗节成倍增长、条干均匀度恶化。
3 结语
赛络纺纱线比环锭纺单纱条干好、强力高、毛羽少,有利于后期整理和织造,但存在细节多、断头率高和生产效率低的问题,其主要原因是由于纤维散失。通过增大粗纱捻系数、减小粗纱定量、增大前胶辊前移量、增大细纱捻系数和使用细纱前区集合器的工艺措施,可减少纤维散失,使赛络纺生产效率基本达到环锭纺单纱水平,尤以使用细纱前区集合器的作用较大。
猜你喜欢
纺织学报(2022年9期)2022-09-22
纺织标准与质量(2022年2期)2022-07-12
奥秘(创新大赛)(2021年3期)2021-11-27
纺织科学研究(2021年6期)2021-07-15
中国纤检(2018年12期)2018-12-14
中国化工贸易·中旬刊(2018年11期)2018-10-21
家庭百事通·健康一点通(2017年9期)2017-09-22
中国纤检(2017年3期)2017-04-06
纺织导报(2015年6期)2015-12-31
爱你(2015年24期)2015-11-14
