立式水轮发电机组下机架、定子地脚螺栓预理方法的探索
2020-12-06 12:11李家园
建材与装饰 2020年33期
李家园
(保山能源发展股份有限公司,云南保山 678300)
1 概述
在立式水轮发电机机组安装过程中,下机架、定子地脚螺栓的预埋是一个关键的工序,螺栓的埋置是否正确,直接影响预装下机架、定子是否要气割基础板,按有关安装资料的方法,采用钢琴线、线锤、水准仪、经纬仪、卷尺,由多人配合进行预埋螺栓。仪器精度和人为测量误差不易达到设计要求,且所需工期长,因此必须寻求一种简单、高质量的预埋方法。
2 水轮发电机组预埋地脚螺栓的技术要求及埋置方法
2.1 埋置地脚螺栓的要求(见图1~图2)
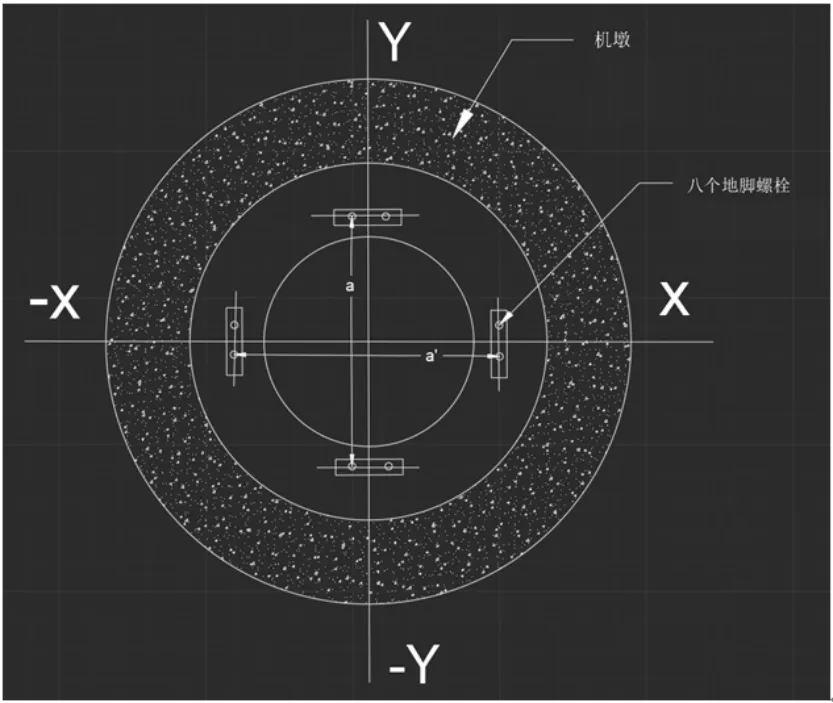
图1 地脚螺栓单埋
(1)X、Y 线任意某一方向的2 个地脚之间距离与设计值相同,a=a′误差不能超过±0.5mm。
(2)X、Y 线上的螺栓相互垂直,垂直度误差不超过0.5mm/m。
(3)任一方向的四个地脚的中心距离误差不超过设计值±0.5mm,即b=b′,并且螺栓自身垂直度误差不超过1mm/m。
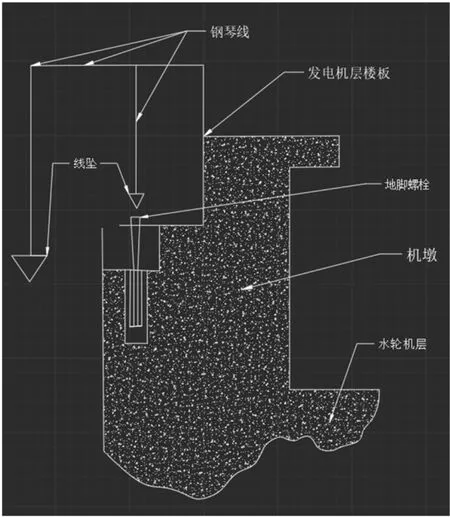
图2 预埋轴线放置
(4)按图纸计算出地脚螺栓顶部高程,并控制在±5mm 以内。
2.2 地脚螺栓预埋后的最终技术要求
(1)保证下机架、定子预装时中心、高程、水平的调整,基础板孔相对地脚螺栓有足够的调节余量。
(2)调整好后下机架、定子基础的楔形板有足够的搭接量[1]。
2.3 有关安装技术资料的预埋方法
(1)用经纬仪通过机组中心测量出机组的X、Y 线,并引至发电机层面作好记录。
(2)用钢琴线通过记号拉出 X、Y 线,且相互垂直 X、Y 线高低相差100mm 以上,防止挂线锤时X、Y 线搭接在一起,导致中心偏移。
(3)发电机层在X、Y 线交叉处挂线锤即为机组中心。
(4)以预埋+X 方向地脚螺栓为例,在Y 线上同时挂二个线锤,二线锤以机组中心线锤为中心,中心距等于二地脚螺栓的中心距(用卷尺测量)。
(5)在+X 线上挂一线锤,线锤的距离等于螺栓至机组中心的距离。
(6)通过(5)的三个线锤用卷尺测量出地脚螺栓的埋置位置。
(7)计算出地脚螺栓顶部高程,用水准仪监视。
(8)最后对螺栓进行焊接加固。
(9)在进行混凝土浇注时,用卷尺、水准仪进行监视,防止混凝土浇注振动引起地脚螺栓发生移位。
由于测量工具、设备制造和人为测量误差不易达到设计要求,地脚螺栓混凝土养护期满后,在进行下机架、定子预装时,一般都要采取气割基础板孔来满足要求,影响安装质量和美观,增加了工程量,并且工序繁多,所需工期长,安装人员多,还有是高空作业,人员安全得不到保障。
2.4 地脚螺栓预埋新方法的探索
分析预埋地脚螺栓的最终要求,针对以往安装技术资料中预埋螺栓,所需人员多,工期长,地脚螺栓预埋精度不高的缺点[2]。在我们安装实践中,通过探索总结,使下机架、定子与基础板把合后与地脚螺栓一起预埋,利用求心器、水准仪、外径千分尺对地脚螺栓进行一次性精确预埋,具体方法如下:
2.4.1 厂房设计轴线的铺设
(1)用经纬仪通过机组中心测量出机组的X、Y 线,并引至发电机层面作好记录。
(2)用钢琴线通过记号拉出 X、Y 线,且相互垂直 X、Y 线高低相差100mm 以上,防止挂线锤时X、Y 线搭接在一起,导致中心偏移。
(3)发电机层在X、Y 线交叉处挂线锤即为机组中心。
(4)以预埋+X 方向地脚螺栓为例,在Y 线上同时挂两个线锤,两个线锤以机组中心线锤为中心,中心距等于两地脚螺栓的中心距(用卷尺测量)。
(5)在+X 线上挂一线锤,线锤的距离等于地脚螺栓至机组中心的距离。
(6)通过(4)、(5)项的三个线锤用卷尺测量确定铺设的机组X、Y 轴线位置是否正确。
2.4.2 地脚螺栓精确预埋
(1)清理基础板及下机架或定子用连接螺栓把合在一起。用行车吊起下机架或定子,四个方向基础板全部穿上地脚螺栓,并保证螺栓顶部高出螺帽上平面,计算地脚螺栓顶部高程时,应考虑地脚螺栓螺母受力高度,即螺母安装到位后,地脚螺栓螺杆丝牙应高出螺母上边缘3~5 牙;将地脚螺栓与机架体联为一体:将机架体吊置于安装位,按图纸及技术要求放置基础底板、基础调节楔子板、机架基础板,将地脚螺栓高度及螺孔位置调整到位后将地脚螺栓与基础底板垂直焊接牢固,紧固地脚螺栓螺母可将上述部件组合为一体;再利用适当大小及数量的钢筋将基础底板与机架基础板焊接加固,以免安装调整时基础底板、调节楔子板、基础板产生相对位移。利用机架基础板螺栓将机架体与基础板紧固,从而使机架体与基础板联结为一体,如图3 所示。

图3 地脚螺栓机架体整装
(2)核对机架体上厂家标识的X、Y 轴线与设计位置是否正确。
(3)用水准仪测量出下机架或定子基础的实际高程,相应放置相等高程楔形板。
(4)把机架体吊入机坑,调整机架体轴线位置与厂房设计机组轴线对齐,同时调整机架体中心、高程、水平等安装参数。其中机架体高程调整可比设计高程底0.5~1mm,以便精调时机架体的水平调整及楔子板紧度调整[3]。
(5)利用钢筋将机架体与混凝土预埋钢筋焊接加固牢靠;再用钢筋将地脚螺栓与预埋钢筋焊接,使之与厂房混凝土联结为一体。
(6)加固完成后,复查机架体技术参数,已确定是否符合技术规范。
(7)浇注如图3 所示的二期混凝土。
(8)待混凝体凝固期满后,割除基础底板与基础板间、机架体与预埋钢筋间的焊接钢筋;拆除地脚螺栓上包裹的石棉板。机架地脚螺栓预埋结束。
3 结束语
通过下机架或定子与基础板和地脚螺栓的整体预埋,使地脚螺栓精确定位,消除了因测量工具、设备制造和人为测量误差引起的偏差,完全避免了气割基础板,大大缩短了工期,工期最少提前7d,同时提高机组的安装质量,保障了安装人员的安全。此方法,是我在勐梅河一电站、勐梅河二电站安装过程中的实践总结,不妥之处敬请批评指正。
猜你喜欢
哈哈画报(2022年3期)2022-05-06
科学与生活(2021年21期)2021-11-10
建材发展导向(2021年7期)2021-07-16
家庭影院技术(2019年12期)2020-01-19
门窗(2019年6期)2019-12-17
中国交通信息化(2018年5期)2018-08-21
世界有色金属(2018年10期)2018-08-05
中国计算机报(2018年13期)2018-05-23
发明与创新·大科技(2018年2期)2018-03-17
重型机械(2016年1期)2016-03-01