油田压裂液混配仪器仪表的自动化系统设计*
2020-12-02 05:47冉翔
工程技术研究 2020年19期
冉 翔
(中石化石油机械股份有限公司,湖北 武汉 430000)
对于油田生产,压裂液的主要作用是创造裂缝和注入支撑剂,使裂缝具有永久性,提高出油效率,进而改善生产效率。压裂液直接决定了压裂施工的最终结果,若对压裂液的质量和性能的管控不足,则有可能会出现压裂施工无法发挥作用的现象,因此对压裂液仪器仪表进行配置与自动化设计则是一种有效途径。如今,我国多数油田的压裂液配置都会选择柴油机动力装置,但随着技术的不断发展,变频器与自动化技术也逐渐成熟,使得压裂液混自动化配仪器仪表成了新的研究方向,这一技术方法能够有效改善油井压裂作业的整体水平,提高油田生产效率。
1 自动化控制仪器仪表的技术原理
自动化控制仪器仪表的技术原理主要包括灵活的可编程功能、完善的记忆功能、准确的计算功能、高效的信息处理功能等。这些功能都可以通过仪器仪表中的技术芯片实现,也可以利用相关的技术方式使仪器仪表的性能越来越完善,同时使仪器仪表的体积越来越小。这种研究与发展趋势使得仪器仪表的自动化控制系统更具优势,也更有利于自动化系统的设计。
1.1 可编程功能
由于仪器仪表的体型越来越小,因此当前市场中绝大多数的仪器仪表控制硬件和芯片等结构也越来越小,并没有较为大型或较为复杂的控制硬件,更多的是在电路中加入芯片,以此来实现控制系统的整体功能性,将原本已经编程完成的软件直接移植到仪器仪表中,将其替换原本的电路结构,从而实现仪器仪表的功能性。
1.2 计算功能
在仪器仪表中,基本上都具备功能较为完善的计算仪器,能够同步计算仪器仪表的数据信息,同时将计算结果进行实时反馈。与其他计算机系统的功能性类似,仪器仪表中的计算仪器在计算功能性上也较为高效和完善,能够确保数据计算阶段数据的安全性,以及计算结果的可靠性。
1.3 记忆功能
与以往的仪器仪表进行对比,现代化的仪器仪表设备新增了存储功能性,使得仪器仪表能够实时记忆数据信息,当仪器仪表处于电量充足的状态时,便可以不断记忆数据,同时对所记忆的数据进行整合与处理。
1.4 数据处理功能
在油田生产阶段,常常会面临一些紧急问题必须快速解决,如测量值与其他具有干扰性的因素等,而仪器仪表具有高精度的数据处理功能,通过仪器仪表来实现问题的针对性解决则可以有效减缓硬件系统的压力,同时还可以针对干扰信息进行全面分析,明确其中问题的产生源头和改善策略。
2 压裂液混配仪器仪表的自动化系统设计
2.1 控制方法的设计
在压裂液仪器仪表自动化系统设计过程中,还要对油井作业中的油层地质条件以及具体压裂要求展开全面分析,制定完善的方案,确保自动化系统可以实现压裂液的科学配置。某油田目前应用的压裂液仪器仪表控制方法是相对传统的电动式,一般利用人力的方法将植物胶增稠剂输送至下料斗,之后将配液池打开,将料粉下料。配料池中的料粉和水、射流器等进行振捣处理,从而实现压裂液的混合配置。在实际施工开展阶段,电动控制方式需要保证人工操作的规范性,并实现人机的相互配合,但这种方式也存在一定安全隐患,同时配液剂量控制的精度尚需改进,而这也常常难以实现精准化控制。为了进一步加强油井压裂施工的整体效果,该油田从生产工艺和技术手段上进行创新,并购置先进的设备仪器,从而提高检测的可靠性,为仪器仪表自动化系统的设计做好铺垫。油田压裂施工所需的压裂液还要实现水化反排,从而提高油田生产效率。基于此,在自动化系统设计上,便需要仪器仪表能够确保压裂液混合配置的黏稠性和防滤失性等。
2.2 系统配置方案
(1)方案的确定。设计人员需要提前设计好作业参数,通过控制系统结合作业参数来实现压裂液液位和粉液配比的自动化控制。液位计根据罐中的液位信息进行收集与分析,可编程控制器按照液位的反馈自动控制吸入泵变频器输出频率来控制电机转速,确保液位可以保持在预期的范围值中。电子秤收集罐中的干粉重量情况,吸入流量计监测吸入流量的变动情况,可编程控制器控制喂料机变频器的输出频率,进而控制电机转速,确保粉液配比的合理性和稳定性,系统整体的控制稳定性较强,同时也有着较高的准确性。操作人员可以通过人机界面来自行设计作业参数,或是获得设备运作信息,了解压裂液施工的具体状况。此外还可以获取设备电气元件的故障信息,便于及时进行维护与修理,具体如图1所示。
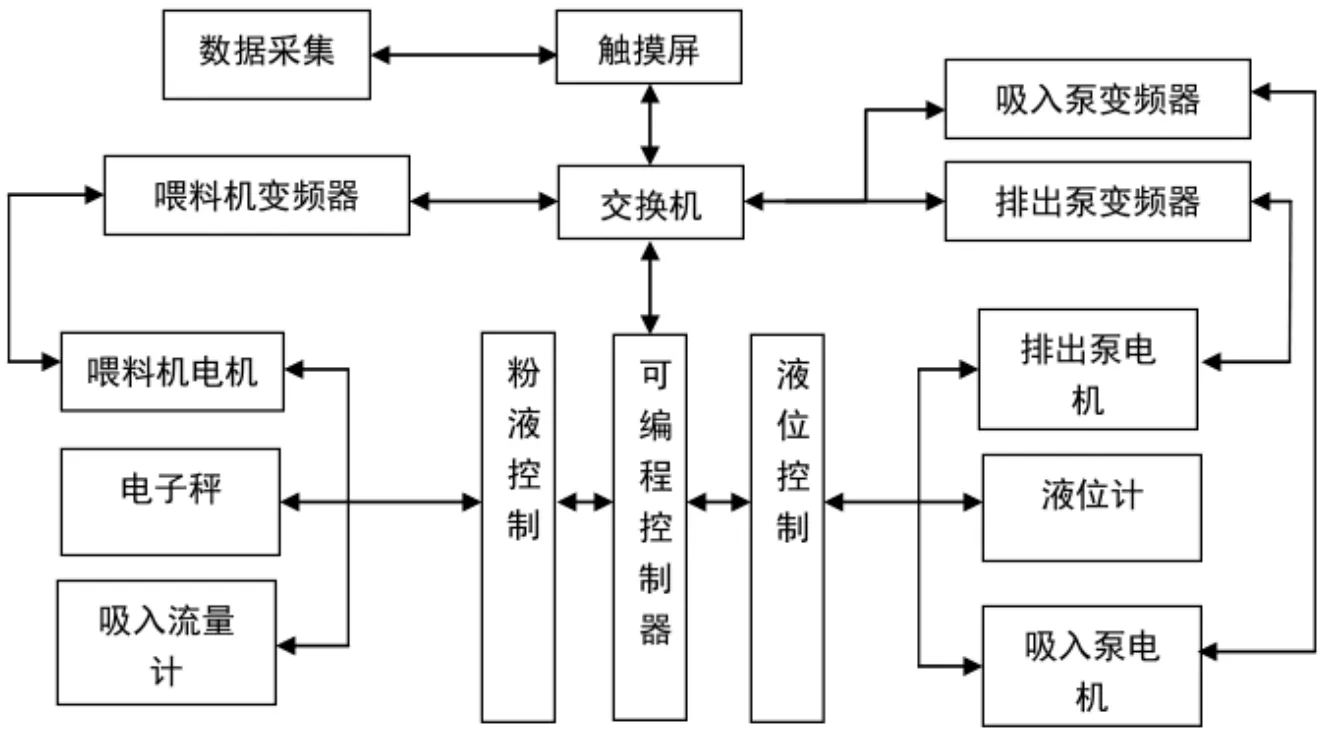
图1 自动控制系统硬件功能性
(2)硬件模块。压裂液混配仪器仪表自动控制系统的硬件模块通常由可编程控制器、传感器、驱动单元等结构构成。变频器将工频电源转换为交流电源,从而供给设备的变速运作。变频器运作原理主要通过电机转速和工作电源输入频率的正比关系:

式中:n为转速,r/min;f为输入频率,Hz;s为电机转差率,%;p为电机磁极对数,r/min。
变频器主要利用转变电动机的工作电源频率来实现电机转速的控制,控制电路能够实现主电路的控制,整流电路能够将交流电转变为直流电,直流中间电路对整流电路的输出进行平滑滤波,逆变电路可以再次将直流电转变为交流电。
2.3 系统控制可编程控制器的配置设计
PLC是仪器仪表设计阶段所用的可编程控制器,利用可编程语言以及软硬件配置设计能够确保压裂液仪器仪表的功能性得以完善,可以采用cx-one软件,利用某个连接点来实现各仪器的统一化网络通信联系。
(1)模块与硬件结构。PLC是自动化控制系统的重要结构,具有较高的灵活性和可靠性,压裂液混配仪器的自动化系统控制层利用交换机与触摸屏和变频器等结构进行连接,可编程控制器直接和网络以及变频器进行联系,这种方式能够控制变频电机的停启和调速等,同时在电机出现故障问题时也可以及时发动警报。此外,还可以改善管线的布设,优化控制功能后并不需要将管线布设重新规划或调整。以太网通信的安全性较高,同时通信效率也较为优异,在自动化控制系统中的应用较为普遍。系统设备层选择I/O模块来进行收集及控制,并增设模拟量输入模块,用于液位、电子秤等数据的收集。传感器信号的反馈能够作为可编程控制器管控变频器以及电机的重要数据支持,并实现闭环控制,对控制效率和控制效力都有着明显改善。
(2)软件设计思路。压裂液混配仪器仪表自动化控制系统能够做到全过程的实时化控制,还可以对系统运作状态进行故障检测和警报功能。该系统具有两个自动控制软件结构,一种是液位控制,另一种是粉液配比的控制,可编程控制器在收集现场数据信息后将其转化为预设参数实施比对,然后将比对结果转变为信号传达至变频器,控制变频电机的转速,之后继续进行对比计算,直到其结果达到要求为止。①液位控制。在排除流量变动性较大的状况下,系统将会自动控制泵的转速,确保液位能够始终处于设置水平。可编程控制器对液位的参数进行动态化检测,同时将液位的实际值与设计值进行比对,若发现实际值与设计值存在较大差异,如实际值相对较低,那么变频器便会加快吸入泵电机的转速,延缓排出泵电机的转速,通过这种方式来升高压裂液的液位。可编程控制器不断监测液位的数据信息,并进行对比和计算,通过控制点及转速的方式来调整液位。具体流程如图2所示。②粉液配比的控制。在吸入单位重量的水中加入适量的干粉,如设计配比在0.5%的情况下,需要在1m3的水中添加5kg干粉。电子秤计量干粉的重量,其单位时间的重量变化一般为下粉量,而吸入流量计则主要监测水的流量。可编程控制器收集单位时间的水流量与下粉量,通过计算后能够得出实时配比,和设置的配比参数进行对比分析,若配比低于预计参数,那么变频器将会提高喂料机转速,并监测传感器的具体参数,根据参数信息来分析配比参数是否达到预设值,若未能达到,则继续提高喂料机转速,直到配比达到标准要求为止。
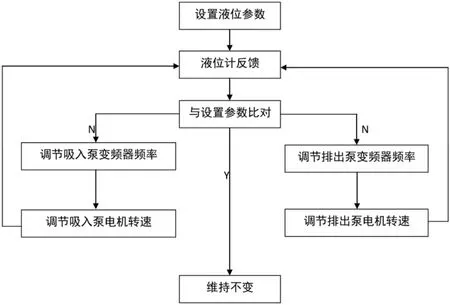
图2 液位控制具体流程
(3)基液的配置。基液配置是压裂液混配仪器仪表自动化控制系统中的基础结构,利用基液配置的方式能够确保之后压裂液的性能可以达到要求。对于自动化仪器仪表而言,需要具有配液泵和出液泵、混拌电机等结构,混拌电机能够结合位置的设计来划分不同种类,一般设于储料设备上。在可编程控制器系统结构中,需要做好参数的设计规划,在系统界面则需要设计人员根据配液的总量以及配比需求,水流速度等信息进行分析与设计,同时利用仪表进行校对。胶粉重量一般通过可编程控制器系统与电子秤运算得到,最后可以和现场工艺进行融合。系统结合具体参数设置来打开配液池电动阀,可编程控制器网络利用信道传输的方式下达指令,混配仪器仪表的配液泵收到指令而打开,使清水流经电动阀注入射流器中,产生负压。在配液泵启动完毕后,大概有3s左右的延时时间,能够启动多台混拌螺旋电机,一般分为上混拌电机与下混拌电机,在水流经到设定位置后,启动给料器,在胶粉罐中快速搅拌,从而实现基液的自动配置。
2.4 排出液
在实现压裂液混配控制后,需对其进行搅拌,完成既定压裂液。在可编程控制器系统中,硬件设计需要具有搅拌电机以及排出液泵,利用软件系统来控制其运作,确保搅拌作业能够稳定完成。搅拌部分需要通过系统触控功能或设备操作柜进行管控,加入特定的添加剂,使得压裂液最高液面比叶轮启动装置要高。在自动化系统控制上,可以利用仪器实验的方式来测定相关要求,在搅拌完毕后则需要关闭搅拌电机,其中一部分排出液需要通过排液泵和电动开关阀来控制,排出液还要和液罐车连接,利用电动开关阀来调节流量。
3 结束语
在油田生产过程中,仪器仪表的自动化设计是其未来发展的主要趋向,同时仪器仪表的自动化水平和有关技术也在不断提高,这也为油田的生产提供了有利的条件。传统的压裂液配置由于人为参与和影响较大,因此存在精度方面的问题,而自动化设计则能够确保系统运作的效率性和精准性,使油田生产的综合效益得到保障。
猜你喜欢
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年9期)2022-08-30
山西化工(2022年2期)2022-05-11
化学工业与工程(2022年1期)2022-03-29
今日农业(2021年17期)2021-11-26
石油地质与工程(2019年4期)2019-09-10
分析化学(2018年8期)2018-11-01
钻井液与完井液(2018年5期)2018-02-13
中国煤层气(2015年5期)2015-08-22
中国交通信息化(2015年9期)2015-06-06