
多产重石脑油和喷气燃料加氢裂化技术的工业应用
2020-12-02 07:39:12武宝平莫昌艺黎臣麟蒋学章
石油炼制与化工 2020年12期
武宝平,莫昌艺,黎臣麟,蒋学章,童 军
(1.中国石油四川石化有限责任公司,成都 611930;2.中国石化石油化工科学研究院)
近年来,我国成品油市场需求逐步分化,其中车用柴油市场需求进入负增长区,车用汽油市场需求增速减缓,而与此同时受民航运输业发展的影响,喷气燃料市场需求快速增长[1];与成品油市场不同的是,我国烯烃和芳烃等化工原料对外依存度较高,市场需求旺盛且以较快的速率逐年增长[2-3]。
为应对市场需求变化,降低全厂柴汽比、增产重石脑油和喷气燃料,同时改善用作蒸汽裂解制乙烯原料的加氢裂化尾油的质量,中国石油四川石化有限责任公司(简称四川石化)采用中国石化石油化工科学研究院(简称石科院)开发的多产重石脑油和喷气燃料加氢裂化技术对2.7 Mta蜡油加氢裂化装置进行了技术改造,并在装置改造后的新运行周期中采用了与该技术配伍的加氢精制催化剂(简称精制剂)RN-410和加氢裂化催化剂(简称裂化剂)RHC-210、RHC-220[4]。以下主要介绍该技术在四川石化的工业应用情况。
1 装置及催化剂
装置原设计采用双器串联一次通过加氢裂化工艺流程,加工蜡油和催化裂化柴油的混合原料,生产轻石脑油、重石脑油、喷气燃料、柴油和尾油。2018年对装置分馏系统进行了适应性改造,并更换采用多产重石脑油和喷气燃料的加氢裂化技术及其配伍催化剂。
尾油质量改善的关键在于催化剂载体分子筛的选择,故多产重石脑油和喷气燃料加氢裂化技术中采用B酸量更高的分子筛以提高催化剂的开环选择性,使得链烷烃更容易保留在尾油馏分中[5];同时,由于含Y分子筛的加氢裂化催化剂具有活性好、开环性能高、对富含环状烃的重组分裂解选择性高等优点,因此该技术所采用的加氢裂化催化剂以含改性Y分子筛的裂化剂RHC-210为主,其具有开环选择性好、B酸酸量高的特点,此外RHC-220催化剂具有活性适中,重石脑油和喷气燃料选择性好、尾油质量相对较高的特点[4-6]。本周期装置在部分精制剂和裂化剂利旧的情况下,精制剂采用RN-410,裂化剂采用级配装填的RHC-210和RHC-220。装置于2018年5月完成催化剂装填工作,装填情况如表1所示。
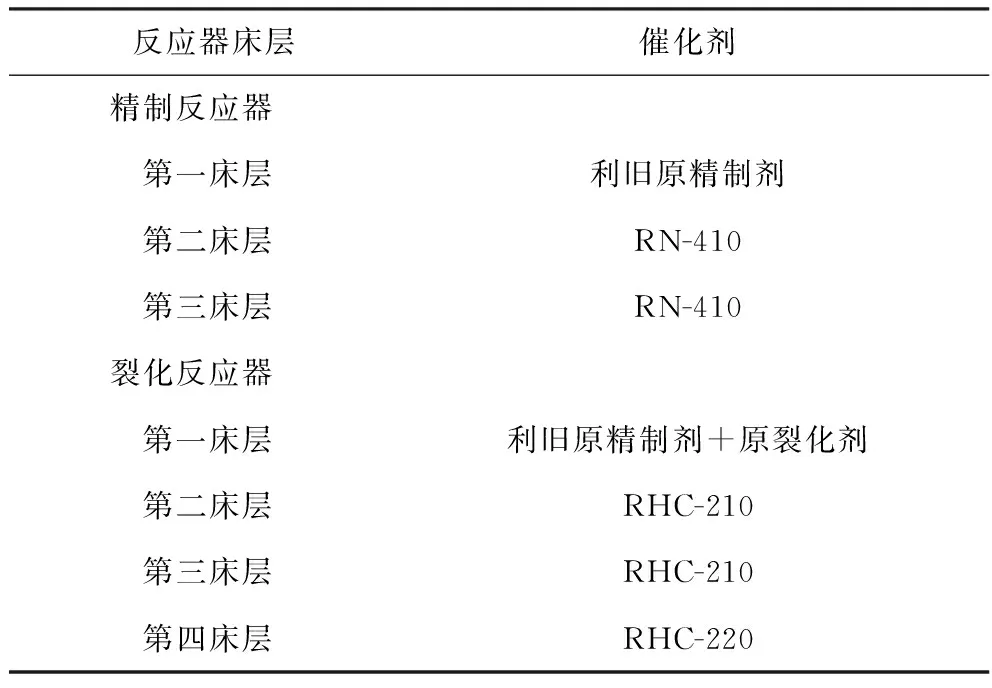
表1 本周期催化剂装填情况
2 运行初期标定结果
2018年7月装置改造后开车一次成功,截至2019年10月12日,装置已运行满14个月。2019年10月12日完成运行初期催化剂性能标定。
2.1 原料油性质
标定期间装置的滤后混合原料油(简称混合原料)为蜡油掺混质量比例为12%的催化裂化轻循环油(简称催化柴油),其性质如表2所示。由表2可知:混合原料的密度(20 ℃)为894.9 kgm3,硫质量分数为8 860 μgg,氮质量分数为836 μgg,BMCI为42.3,为典型的加氢裂化装置进料;受上游常减压蒸馏装置分离效果影响,混合原料终馏点较高,为551 ℃,使得混合原料中金属Fe和Na的质量分数偏高,分别为2.04 μgg和6.58 μgg。
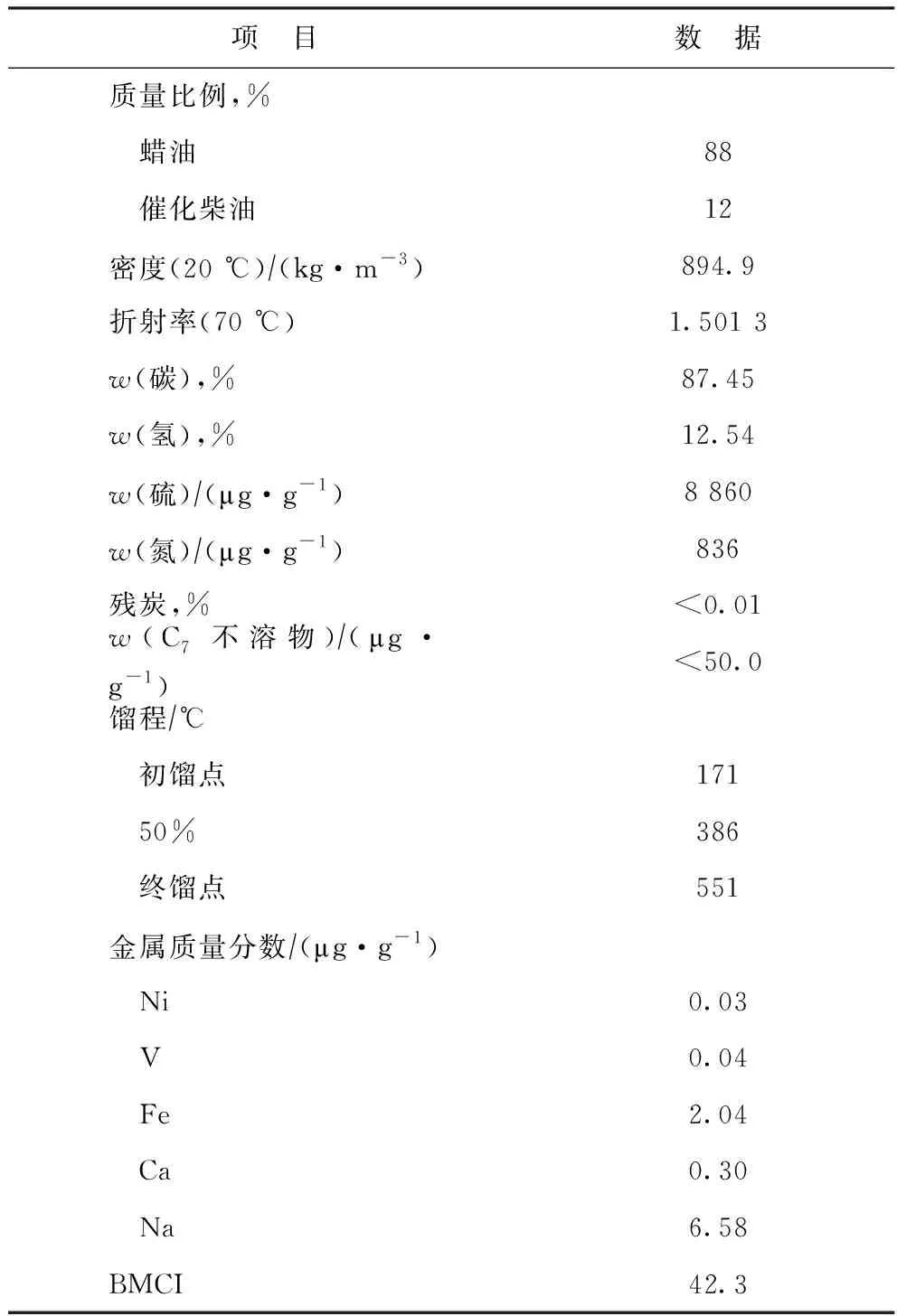
表2 装置标定期间的混合原料性质
2.2 主要工艺条件
标定期间装置的主要工艺条件列于表3。由表3可知,标定期间精制反应器第一床层压降、精制反应器总压降和裂化反应器总压降均较低,且精制和裂化反应器操作温度匹配合理。

表3 标定期间装置的主要工艺条件
2.3 物料平衡
标定期间装置的物料平衡数据列于表4。由表4可知,标定期间控制尾油收率为18.86%时,产品重石脑油收率为29.47%,喷气燃料收率为36.24%,表明该技术的产品选择性较好。计算得到标定期间反应化学氢耗为2.45%,低于设计值(2.82%),符合预期。
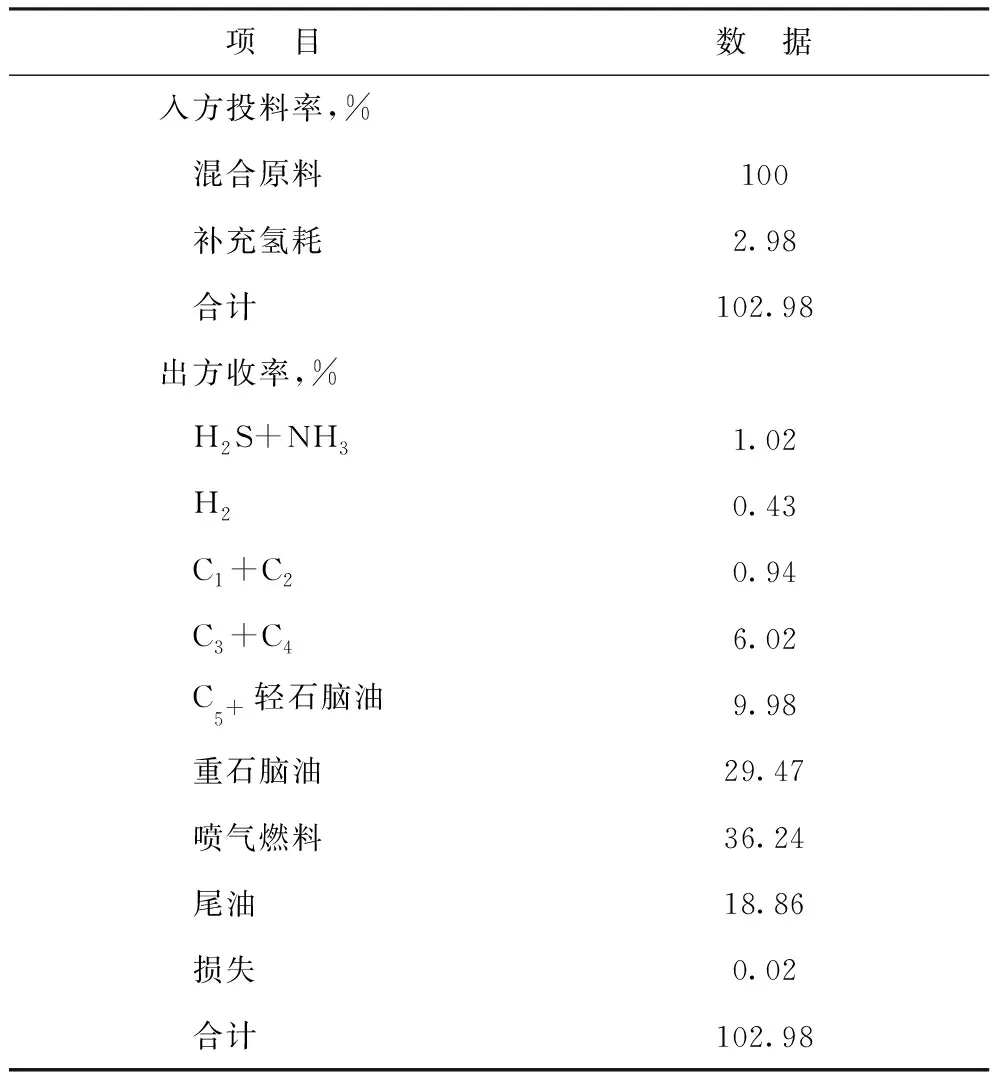
表4 标定期间装置的物料平衡数据
2.4 产品性质
标定期间各产品的性质分别列于表5~表8。由表5可知,轻石脑油产品硫、氮质量分数很低,分别为0.1 μgg和0.2 μgg,可作为蒸汽裂解制乙烯原料或低硫、低芳烃汽油调合组分。由表6可知,重石脑油产品的硫、氮质量分数分别为0.3 μgg和0.2 μgg,芳烃潜含量(w)为55.8%,可作为优质的重整进料。由表7可知,喷气燃料产品的密度(20 ℃)为801.0 kgm3,烟点为27 mm,冰点为-55.4 ℃,闪点(闭口)为45 ℃,满足3号喷气燃料指标要求。由表8可知,尾油产品的BMCI为7.8,可作为优质的蒸汽裂解制乙烯原料。
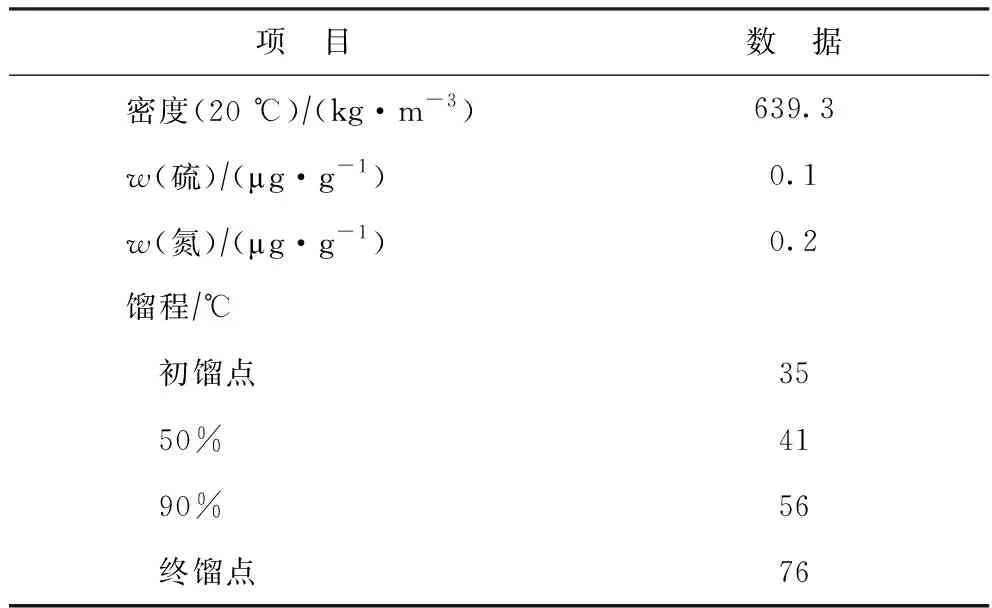
表5 标定期间轻石脑油产品性质

表6 标定期间重石脑油产品性质
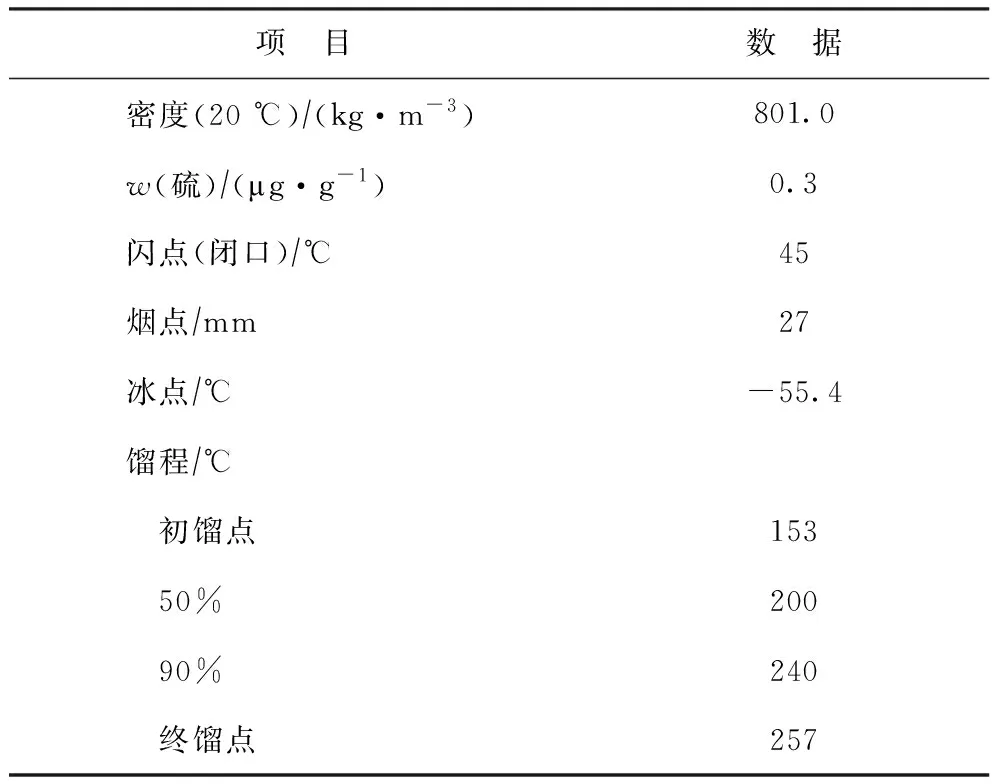
表7 标定期间喷气燃料产品性质
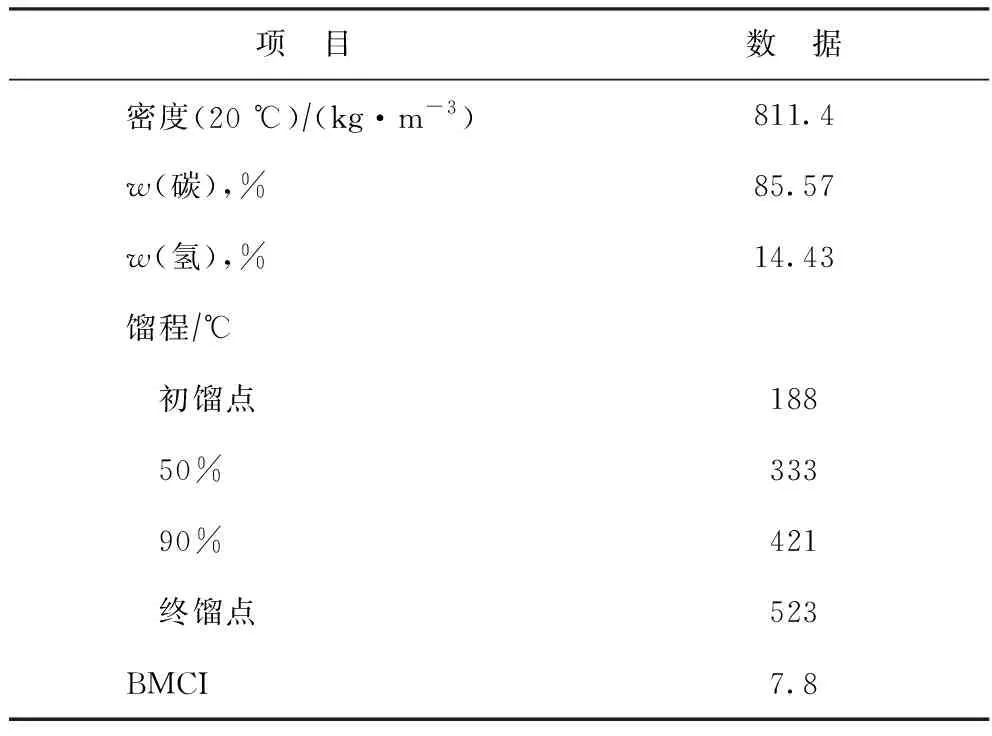
表8 标定期间尾油产品性质
2.5 装置改造前后的产品分布对比
表9为该装置上周期(技术改造前)与本周期(技术改造后)的产品分布。由表9可知,与上周期相比,相近转化率下本周期喷气燃料收率增加11.48百分点,柴油收率由11.52%降低至0,实现了柴油零产出。以上结果表明,装置采用多产重石脑油和喷气燃料加氢裂化技术改造后,达到了在压减柴油的同时增产重石脑油和喷气燃料、改善化工原料质量的预期目标。
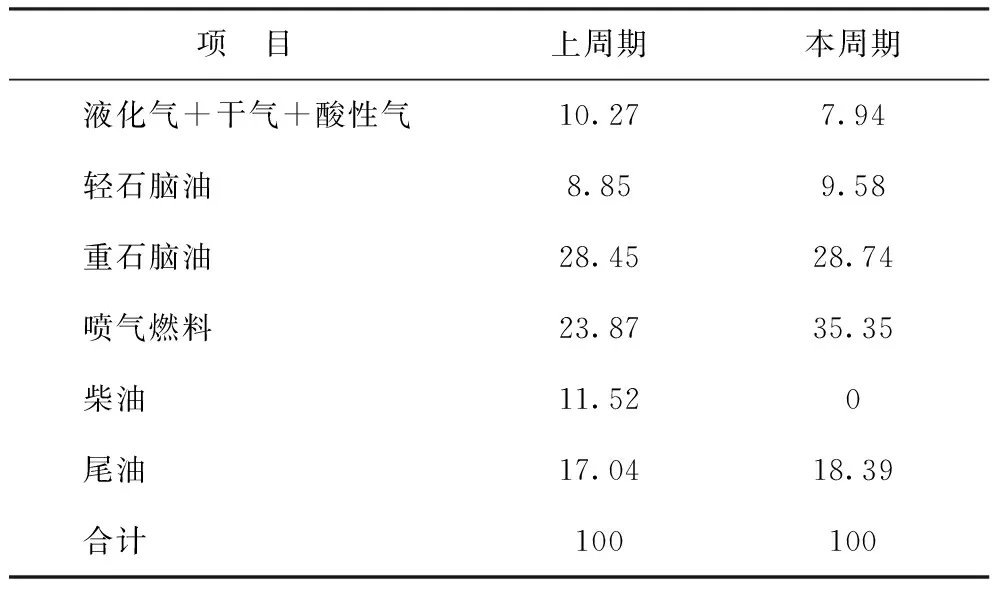
表9 装置上周期与本周期的产品分布 w,%
3 多产重石脑油和喷气燃料加氢裂化技术的运行分析
在处理量接近满负荷的情况下,装置运行期间精制和裂化反应器平均反应温度变化趋势如图1所示,重石脑油、喷气燃料和尾油收率变化趋势如图2所示,喷气燃料产品烟点变化趋势如图3所示,尾油产品BMCI变化趋势如图4所示。
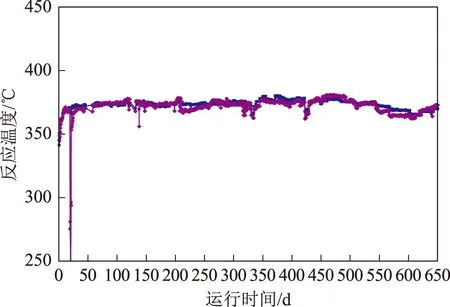
图1 精制和裂化反应器平均反应温度变化趋势■—精制反应器; ◆—裂化反应器

图2 重石脑油、喷气燃料和尾油收率的变化趋势◆—重石脑油; ■—喷气燃料; ●—尾油
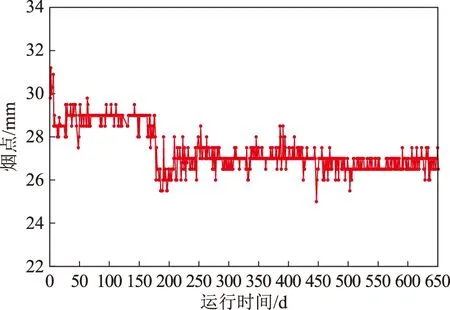
图3 喷气燃料产品烟点变化趋势
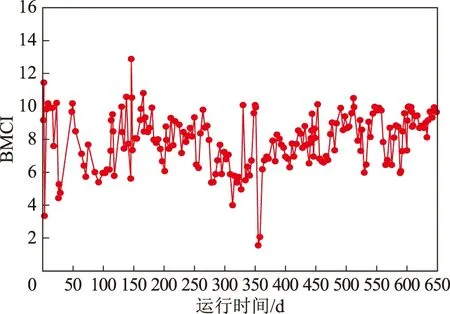
图4 尾油产品BMCI变化趋势
由图1可知,在装置处理量接近满负荷的情况下,精制和裂化反应器平均温度变化趋势较为平稳,精制和裂化催化剂的失活速率均不大于84 ℃a。由图2可知:控制尾油收率为15%~30%的情况下,装置的重石脑油收率为25%~35%,喷气燃料收率为30%~40%;控制尾油收率约为15%的情况下,装置的重石脑油收率不小于34%,喷气燃料收率为30%~35%,满足装置改造预期目标。由图3可知,喷气燃料产品的烟点为26.5~30.0 mm,满足3号喷气燃料指标要求。由图4可知,尾油产品的BMCI总体不大于10,最低约为3.4,可作为优质的蒸汽裂解装置原料。
4 结 论
四川石化采用多产重石脑油和喷气燃料加氢裂化技术对2.7 Mta加氢裂化装置进行了技术改造,并在改造后的新操作周期中应用了与该技术配伍的精制剂RN-410和裂化剂RHC-210、RHC-220。装置改造后运行满14个月时进行了初期标定,标定结果表明:在尾油收率为18.86%的情况下,重石脑油收率为29.47%,喷气燃料收率为36.24%;与上周期相比,在相近转化深度下,喷气燃料收率增加11.48百分点,柴油零产出;重石脑油产品的芳烃潜含量(w)为55.8%,喷气燃料产品的烟点为27.0 mm,尾油产品的BMCI为7.8;装置运行期间催化剂的活性、装置产品分布和产品性质较为稳定,实现了在压减柴油的同时多产重石脑油和喷气燃料、改善化工原料质量的预期目标。
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06 05:09:46
中国特种设备安全(2021年4期)2021-10-13 06:42:52
石油化工(2020年3期)2020-04-28 13:04:00
化工管理(2020年9期)2020-04-22 09:13:56
石油化工技术与经济(2018年5期)2018-11-15 09:55:08
中国科技博览(2018年32期)2018-09-10 09:07:56
设备管理与维修(2016年6期)2016-03-16 02:21:53
山东工业技术(2014年19期)2014-08-15 00:54:54
化工进展(2013年10期)2013-10-11 02:51:22
石油化工技术与经济(2012年5期)2012-01-03 07:23:34
