石膏在水泥配料中的例案分析
2020-11-30 08:37:02李文宇
四川水泥 2020年12期
李文宇
(山西职业技术学院, 山西 太原 030000)
0 引言
众所周知,石膏是水泥生产的必要组分之一,在水泥中主要起调节凝结时间的作用,也就是做缓凝剂使用。在GB175《通用硅酸盐水泥》技术要求7.1 条款中明确要求:“普通硅酸盐水泥、复合硅酸盐水泥、粉煤灰硅酸盐水泥三氧化硫(质量分数)≤3.5%。”这就意味着在水泥的质量控制中三氧化硫可以在0~3.5%区间内自由调节,那么,如何科学的确定水泥三氧化硫控制的目标值,就成为了众多职业学院水泥实验室优化配料的重要的研究课题之一。同时如何正确,严谨科学的选用石膏更是重中之重。
1 石膏的调凝机理和作用
众多的理论学术研究表明;在水泥熟料的四种矿物组成中铝酸三钙的水化速度最快。为了保证水泥具有良好的施工性能(凝结时间适宜),就需要通过添加一种缓凝剂来消减和抑制铝酸三钙水化快带来的弊端。石膏就是利用其主要成分硫酸钙与铝酸三钙快速溶减并反应生成钙矾石,包裹在铝酸三钙的表面进而抑制其进一步水化,从而延长水化过程,保证水泥具有适宜的凝结时间。
因此,众多的实验室主要是根据水泥凝结时间的长短来确定三氧化硫的控制目标值。而往往忽略了三氧化硫在水泥中的一些其它隐形的一些其它作用。经笔者多年的教学经验和实验验证,三氧化硫在水泥中的主要作用有以下三个方面,愿与广大水泥同行探讨并商酌。
1 调节水泥凝结时间,保证水泥的工作性能;
2 提高水泥的机械强度;
3 改善水泥的性能,如和易性(流动性、保水性、粘聚性)、抗侵蚀性等,提高与外加剂的适应性。
2 三氧化硫调整的依据
笔者认为,水泥三氧化硫的调整除凝结时间外应同步考虑以下诸多因素:如熟料中铝酸三钙的含量;熟料碱含量;水泥的细度;混合材的掺加量与种类等。一般情况下,水泥的细度控制越细,熟料中铝酸三钙含量越高、碱含量越高时水泥的三氧化硫控制值相应提高。反之,随着混合材掺加量的增大,石膏掺量应适当减小。具体在综合考虑上述因素外,三氧化硫的控制值应通过多组正交试验获得数据,建立石膏掺加量曲线,并组织大磨工业试验进行验证,逐步微调,以达到最佳的控制指标。
3 石膏曲线调整试验
具体以某水泥厂三氧化硫控制指标及其配料优化的试验数据为例进行说明。其水泥生产主要原料为熟料(C3A<8.0%)、石膏、粉煤灰、煤矸石、燃煤炉渣、95 矿渣粉外掺。
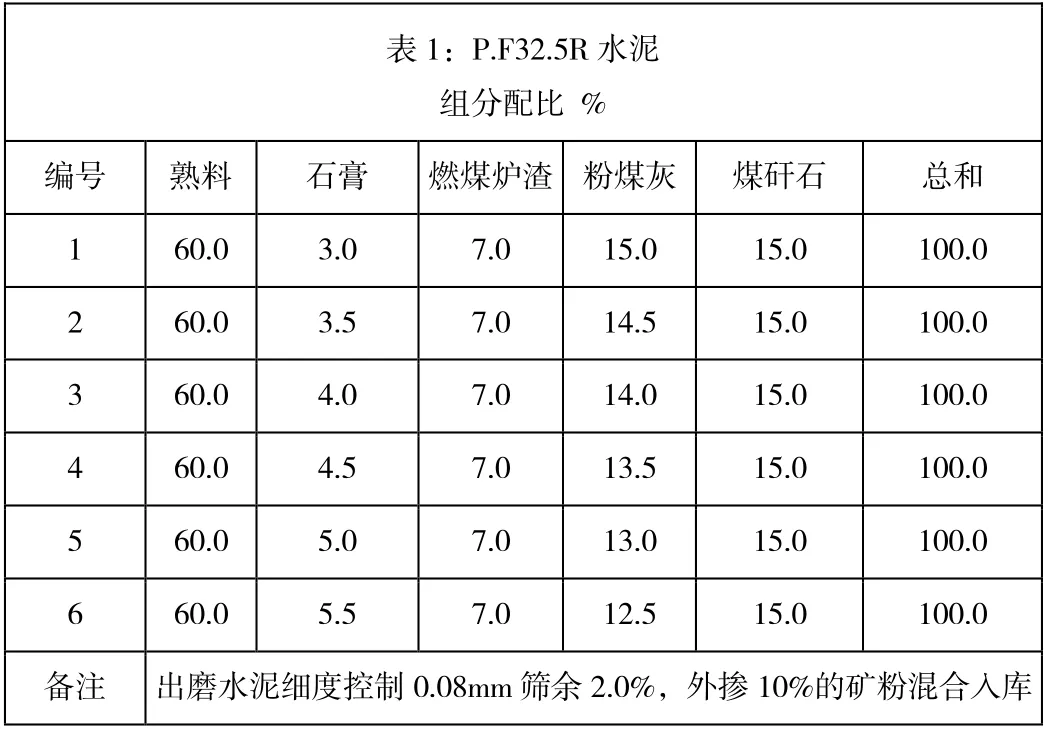
表1:P.F32.5R 水泥 组分配比 % 编号 熟料 石膏 燃煤炉渣 粉煤灰 煤矸石 总和 1 60.0 3.0 7.0 15.0 15.0 100.0 2 60.0 3.5 7.0 14.5 15.0 100.0 3 60.0 4.0 7.0 14.0 15.0 100.0 4 60.0 4.5 7.0 13.5 15.0 100.0 5 60.0 5.0 7.0 13.0 15.0 100.0 6 60.0 5.5 7.0 12.5 15.0 100.0 备注 出磨水泥细度控制0.08mm 筛余2.0%,外掺10%的矿粉混合入库
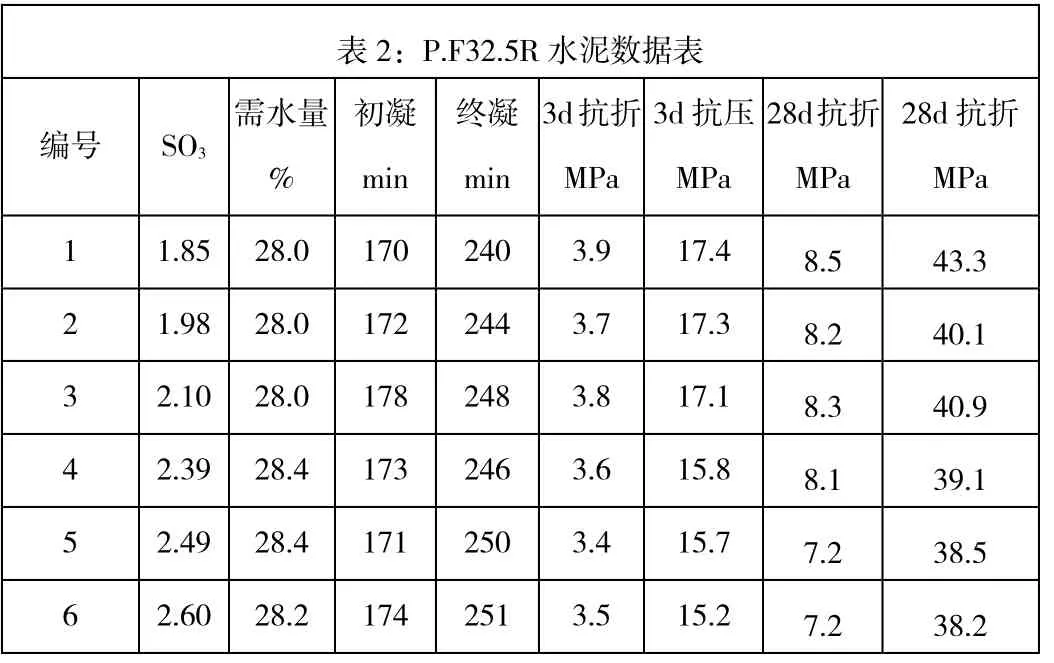
表2:P.F32.5R 水泥数据表 编号 SO3 需水量 % 初凝 min 终凝 min 3d 抗折 MPa 3d 抗压MPa 28d抗折MPa 28d 抗折 MPa 1 1.85 28.0 170 240 3.9 17.4 8.5 43.3 2 1.98 28.0 172 244 3.7 17.3 8.2 40.1 3 2.10 28.0 178 248 3.8 17.1 8.3 40.9 4 2.39 28.4 173 246 3.6 15.8 8.1 39.1 5 2.49 28.4 171 250 3.4 15.7 7.2 38.5 6 2.60 28.2 174 251 3.5 15.2 7.2 38.2
从上表1~2 可以看出:随着石膏掺加量的增加,水泥三氧化硫含量递增1.8→2.6%,但水泥的凝结时间相对变化不大(初凝170min、终凝240min).当三氧化硫含量大于2.0%时水泥强度下降显著。以此建立石膏曲线,确定三氧化硫最佳控制值应为1.9±0.1%为宜。

表3:P.O42.5 水泥配比设计 编号 SO3 % 需水量% 初凝min 终凝min 3d 抗折 MPa 3d抗压MPa 28d 抗折MPa 28d 抗折MPa

1 1.92 26.6 128 198 4.9 22.1 9.0 47.7 2 2.19 26.2 122 188 5.9 22.2 9.1 47.7 3 2.32 26.4 120 194 5.0 22.4 9.8 47.3 4 2.33 26.6 117 187 5.1 22.5 10.2 48.0 5 2.59 26.4 121 196 5.1 22.9 10.1 48.1 6 2.61 26.2 118 190 5.1 23.1 10.2 48.0 7 2.79 26.0 118 184 4.7 23.2 8.6 48.2

表4:P.O42.5 水泥数据表 组分配比 % 编号 熟料 脱硫石膏 燃煤炉渣 粉煤灰 煤矸石 总和 1 82.0 3.5 6.0 0 8.5 100.0 2 82.0 4.0 6.0 0 8.0 100.0 3 82.0 4.5 6.0 0 7.5 100.0 4 82.0 5.0 6.0 0 7.0 100.0 5 82.0 5.5 6.0 0 6.5 100.0 6 82.0 6.0 6.0 0 6.0 100.0 备注 出磨水泥细度控制0.08mm 筛余1.5%,外掺15%的矿粉混合入库
从上表3~4 可以看出:随着石膏掺加量的增加,水泥三氧化硫含量递增1.9→2.8%,但水泥的凝结时间相对变化不大(初凝125min、终凝189min).当三氧化硫含量大于2.3%时水泥强度呈正比例增长趋势。同时,水泥的标准稠度用水量相对下降。以此建立石膏曲线,确定三氧化硫的最佳控制值应为2.7±0.1%为宜。
但这仅仅是实验室数据,仅仅是一个通过实验得出的一个水泥三氧化硫的控制目标值。具体在水泥实际生产中各种情况千变万化,错综复杂。仍需严格水泥各工序控制环节,力求控制精准,水泥质量稳定,性能优良。笔者曾分析过多起因水泥凝结时间异常而引发的水泥质量事故。但仔细推敲,其原因又各不相同。具体分为以下几种情况:
1)2018年山西某水泥公司因生产的P.O42.5 水泥在混凝土搅拌过程中发生缓凝现象,导致混凝土在施工过程中无法正常施工,拆模时间大大延长。施工工期延长,减水剂增加,施工损失很大。对此我们对施工现场及生产企业进行过调研分析。
首先,我们对施工现场的水泥进行了多点抽样,同时对水泥企业的封存试样进行了对比检验验证。从实验结果来看:施工方水泥样品三氧化硫为1.95%;而水泥生产企业封存样品的检验结果为2.08%。由此可见两组数据符合不同实验室检验试验误差范围的标准要求(±0.20),而且该检验结果也符合该企业既定的水泥三氧化硫目标控制值2.0%。整体三氧化硫控制指标科学合理(符合GB175《通用硅酸盐水泥》技术要求7.1 条款中明确要求:“普通硅酸盐水泥、复合硅酸盐水泥、粉煤灰硅酸盐水泥三氧化硫(质量分数)≤3.5%。”的技术要求)
这一方面说明样品的代表性很好;另一方面也有效的排除了石膏掺加量异常、石膏计量秤运行失控、计量失真等因素的干扰。也就是说水泥企业生产过程质量控制的环节本身没有问题。
其次:我们对该批次的水泥进行了全部的物理检验,具体检验试验结果见表5。从数据可以看出:该批次的水泥实际凝结时间明显延长。尤其是水泥的终凝时间长达10 小时。这就超出了国标GB175《通用硅酸盐水泥》技术要求:终凝时间不得大于10 小时的技术标准。这就也就意味着这批水泥属于不合格水泥。
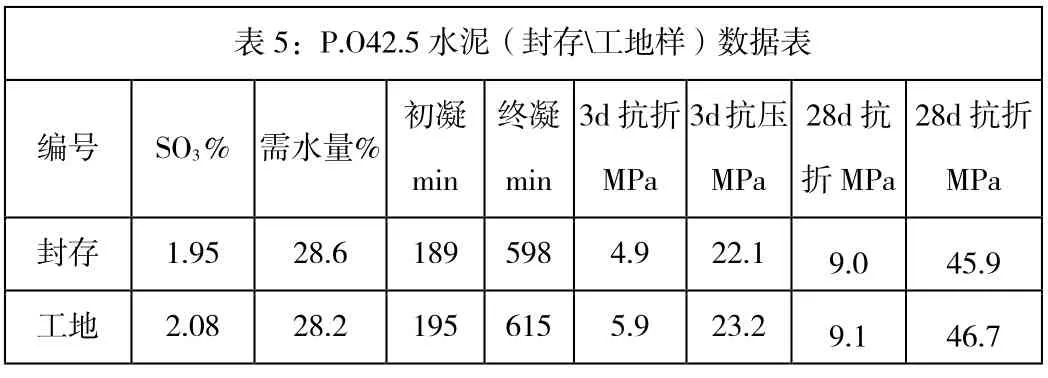
表5:P.O42.5 水泥(封存工地样)数据表 编号 SO3 % 需水量% 初凝min 终凝min 3d 抗折 MPa 3d 抗压MPa 28d 抗折MPa 28d 抗折MPa 封存 1.95 28.6 189 598 4.9 22.1 9.0 45.9 工地 2.08 28.2 195 615 5.9 23.2 9.1 46.7
从水泥生产企业获悉:近期公司为了降本增效,同时也为了帮助地方企业消化积压多年的工业废渣,故而使用了氟石膏。但该石膏是一个批次进厂,而且也严格按照质量控制流程进行了取样检验,其三氧化硫含量为39.6%;而且在生产前期的小磨试验和大磨工业试验均未发现水泥凝结时间异常现象。故而这次“水泥终凝时间超标”属于突发意外事故。企业实验室及其质量管理人员也没有预见,事后经过排查也未发现问题。待着百思不得其解的疑惑,我院校实验室水泥研究课题的老师们深入企业和现场进行了实地调研。
最后,我们发现该企业自生产以来一直未发生过此类事件,直到使用氟石膏。于是我们重点排查石膏对凝结时间的影响。
经对方查证,我们一致认为:由于氟石膏中的成分较为复杂,对水泥凝结时间的决定因素不单单是三氧化硫,而且含有一些诸如氟离子等对水泥的凝结时间会产生很大的影响。据资料显示:在水泥水化过程中由于氢氧化钙与氟离子发生化学反应生成难溶性的氟盐附着在水泥水化层的表面,导致水泥内部颗粒无法继续水化,因而使水泥的凝结时间延长。
于是我们对该批次水泥进行了氟离子检验,发现其含量到达1.5%。这就进而验证了我们的推理。
由此可见:工业石膏中的微量组分和杂质离子存在一些不确定性(时高时低,时有时无),故我们在使用过程中一定要严格对待,高度重视。石膏进厂后必须进行化学全分析检验,根据总和的结果进一步决定是否需要进行微量组分的检验。如化学分析各成分的总和偏低(一般小于99%)时就必须进行微量组分检验,以便进一步确认其有害组分的含量,进一步提出预防措施,避免出现类似的质量事故和损失。
4 结论
通过采取以上多组正交试验,可以获得科学的水泥三氧化硫控制目标值,在保证水泥良好工作性能的基础上获得较高强度,有效的降低熟料用量,这对于企业节能降耗、提质降本等意义重大。
同时通过一些水泥企业的案例进行分析,可以举一反三,提出一些预防性的措施。
因此,实验室应该根据原料的变化通过大量的试验,积累数据,不断的优化水泥配料方案。不仅仅局限于原料的种类,更要关注其微量杂质组分对质量和性能的影响。
猜你喜欢
建材发展导向(2022年24期)2022-12-22 07:44:36
建材发展导向(2022年1期)2022-03-08 01:52:42
科技与创新(2021年13期)2021-07-26 15:42:36
锦绣·上旬刊(2020年8期)2020-12-14 10:37:26
建材发展导向(2020年16期)2020-09-25 07:53:52
装饰装修天地(2019年17期)2019-08-27 13:47:32
电镀与环保(2018年1期)2018-04-04 05:21:22
建材技术与应用(2014年6期)2014-04-15 13:37:25
建筑材料学报(2014年6期)2014-03-11 17:08:51
建筑材料学报(2014年1期)2014-03-11 17:07:09