
不同冷冻结晶温度对工业脂肪酸指标影响的研究
2020-11-28 07:37丛伟国闫慧
中国科技纵横 2020年12期
丛伟国 闫慧
摘 要:以大豆油、菜籽油为原料,经过酸化水解精馏制得的工业脂肪酸,采用不同冷冻结晶温度,分析工业脂肪酸相关指标的变化。
关键词:工业脂肪酸;冷冻水;冷冻结晶
中图分类号:TE667 文献标识码:A 文章编号:1671-2064(2020)12-0075-02
0 引言
工业脂肪酸是一种含有饱和脂肪酸、单不饱和脂肪酸和多不饱和脂肪酸的混合物,是一种重要的工业原料和油脂化工的基础原料,在日用化工、纺织、皮革、涂料、食品、化妆品等行业有着广泛用途[1]。利用结晶的方法分离脂肪酸是一种纯粹的物理过程,符合现代生活中关于环境和健康的要求脂肪酸。由于脂肪酸碳链长度不同、沸点不同,因此可以通过高真空减压精馏的方法对脂肪酸进行提纯,得到高含量的单体酸,如辛酸、癸酸、月桂酸、肉豆蔻酸、十六酸和十八酸等[2]。但对于同样碳链长度的脂肪酸如硬脂酸、油酸、亚油酸等,或者同分异构体如硬脂酸和异构硬脂酸、油酸与反式油酸等,他们沸点非常接近,难以通过精馏的方法实现分离。但两者之间的凝固点差异却较大,因此可以通过冷冻结晶的方法,实现分离。脂肪酸冷冻结晶分离技术原理就是通过降低脂肪酸的温度而把混合脂肪酸中的凝固点高的脂肪酸结晶分离出来[3]。脂肪酸冷冻结晶采用冷冻结晶罐,把脂肪酸放入结晶罐内,通过低温冷冻水循环把脂肪酸中的热量带走,使脂肪酸中凝固点高的物质结晶析出,再通过沉降或过滤的方式把晶体分离出来[4],以实现工业化生产。
1 试验部分
1.1试验材料
试验用工业脂肪酸来自生产车间;冷冻水为35%乙二醇水溶液为自己配制。
1.2试验装置
本次实验采用螺杆制冷机一台(型号:RCU120SC,制造厂家:广州日立冷机有限公司),冷冻结晶罐一台(容积:30m3,材质:304,制造厂家:自制),冷冻水缓存罐一台(容积:20m3,材质:碳钢,制造厂家:自制)冷冻水、冷却水循环泵各一台(流量:20m3/h,扬程:25m,制造厂家:山东鲁源泵业有限公司)。
1.3试验方法
(1)将大豆油、菜籽油作为基础原料,经过酸化水解精馏制得的工业脂肪酸脂投入结晶罐。(2)打开制冷机循环冷却水和冷冻水阀门,启动冷冻水循环水泵,确认冷却水和冷冻水循环正常后,启动螺杆式制冷机,待冷冻水缓存罐中的冷冻水温度达到-20℃。(3)缓慢打开结晶冷冻水的进口和出口阀门,并启动结晶罐的搅拌装置,对结晶罐内脂肪酸物料开始。缓慢降温,随着结晶罐内温度的不断下降,脂肪酸中凝固点高的物质开始结晶析出[5],在达到设定的不同冷冻结晶温度时,取样过滤,对液体脂肪酸样品进行相关指标的分析。
2 分析方法
2.1碘值
2.1.1碘值测定方法
称取试样0.2g左右(称准至0.0001g,根据碘价的高低,称量可增减),置于250ml碘量瓶中,加入四氯化碳20ml,待试样溶解后,用10ml移液管加入韦氏溶液25.0ml,充分摇匀后置于25℃左右的暗处保存30min,到达规定时间后,将碘量瓶从暗处取出,加入碘化钾溶液(150g/L)20ml,再加入蒸馏水100ml,用硫代硫酸钠标准溶液(0.1mol/L)滴定,边摇边滴定至溶液呈黄色接近消失,加淀粉指示剂溶液(10g/L)2ml繼续滴定,一边滴定一边用力摇动碘量瓶,直至蓝色刚好消失即为终点。同时在相同条件下作空白试验。
2.1.2结果计算
脂肪酸的碘值(I·V)以克每百克(g/100g)表示,按式(1)计算:
式中:
B—空白试验所消耗硫代硫酸钠标准溶液的体积,单位为毫升(ml);
S—试样所消耗硫代硫酸钠标准溶液的体积,单位为毫升(ml);
0.1269—碘原子的毫摩尔质量,单位为克每毫摩尔(g/mmol);
c—硫代硫酸钠标准溶液的浓度,单位为摩尔每升(mol/L);
m—试样的质量,单位为克(g)。
以两次平行测定结果的算术平均值表示至小数点后一位作为测定结果。
2.2凝固点
2.2.1凝固点测定方法
融化约30g试样,使其温度至少应高于凝固点10℃。置于凝固管中至刻度,插入温度计和搅拌器,使温度计的水银球在刻度下约45mm处。置冷凝管于有软木塞的广口瓶中,如图1,保持水浴温度在30℃左右,用套在温度计上的搅拌器以上下约40mm的幅度均匀搅拌(约80次/min~100次/min),并注意观察温度。当温度停止下降达30s时,立即停止搅拌,并仔细观察温度骤然上升。
2.2.2结果表示
上升之最高温度,即为该试样的凝固点。
2.3脂肪酸组份检测方法
用玻璃棒取5滴试样于10ml容量瓶中,加入34ml~4ml甲醇,再加入6滴硫酸,在70℃的水浴中10min。然后加入3ml水,3ml乙醚,在70℃水中15min,取上层油层打入气相色谱仪进行色谱分析。
3 结果与讨论
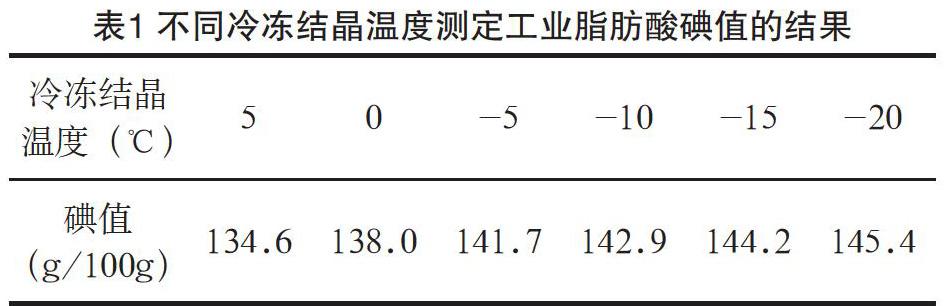
3.1不同冷冻结晶温度对工业脂肪酸碘值的影响
在结晶过程中,当冷冻结晶温度达到5℃,0℃,-5℃,-10℃,-20℃时,分别取样过滤,液体样品测定凝固点,结果如表1所示,随着冷冻结晶温度不断降低,固液分离后,工业脂肪酸的碘值随之升高。
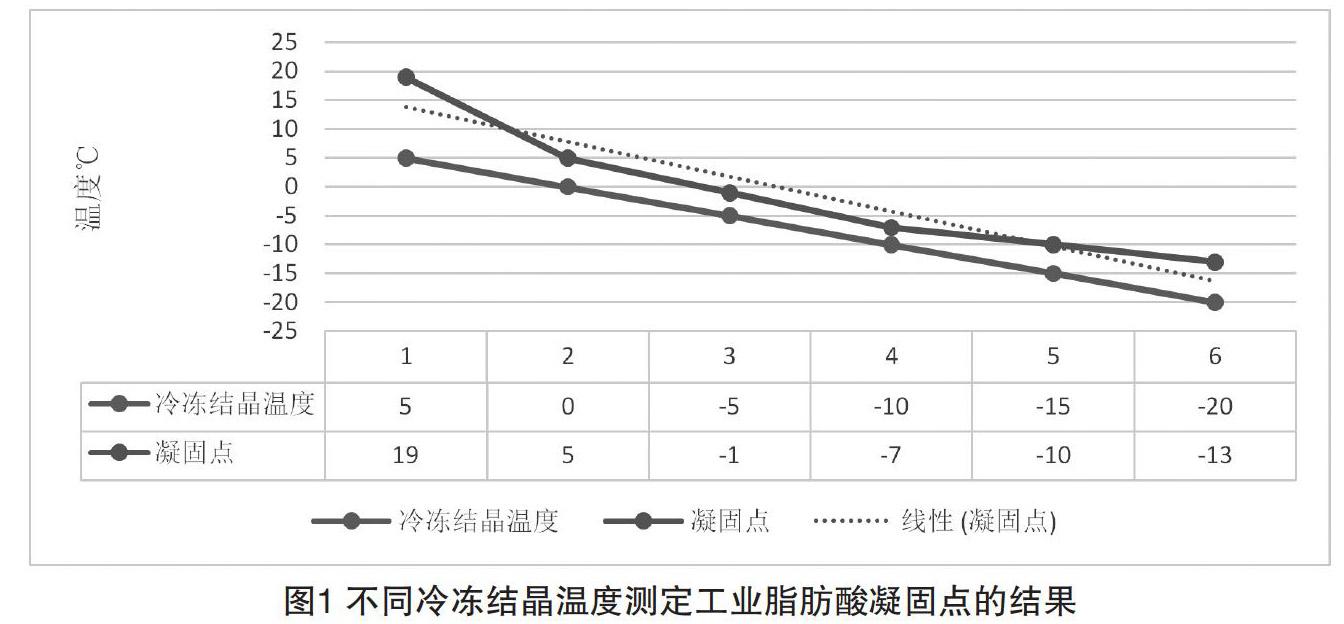
3.2不同冷冻结晶温度对工业脂肪酸凝固点的影响
在结晶过程中,当冷冻结晶温度达到5℃,0℃,-5℃,-10℃,-20℃时,分别取样过滤,液体样品测定凝固点,结果如图1所示,随着冷冻结晶温度不断降低,固液分离后,工业脂肪酸的凝固随之下降。
3.3不同冷冻结晶温度对工业脂肪酸组分的影响
在结晶过程中,当冷冻结晶温度达到5℃,0℃,-5℃,-10℃,-20℃时,分别取样过滤,取液体样品测定组份,结果如表2所示,随着冷冻结晶温度不断降低,棕榈酸和硬脂酸组份在脂肪酸中的含量均有较大比例下降,油酸和亚油酸组份的含量有所提高,麻酸和亚麻酸的含量变化不明显。
4结论
我们通过控制不同冷冻结晶温度对工业脂肪酸相关指标数据的分析,为冷冻结晶脂肪酸技术的在工业化生产的应用与推广,提供了有力的数据支撑。
参考文献
[1] 于艳艳,郭莹,陈克云.工业脂肪酸结晶分离方法概况[J].科技信息,2010(28):516-517.
[2] 王永福.脂肪酸分离技术的研究进展[J].日用化学工业,2002,32(3):85-95.
[3] 侯雯雯,刘世川,杨东元,等.冷冻溶剂结晶法分离纯化混合脂肪酸中的亚油酸[J].中国油脂,2011,36(10):54-55.
[4] 吕微,蒋剑春,徐俊明.植物油脂多不饱和脂肪酸的分离与富集研究[J].食品工业科技,2011,32(10):281-284.
[5] 雍梁敏,王丽蓉,刘石生.冷冻结晶法分离橡胶籽油中多不饱和脂肪酸的研究[J].食品工业,2014,35(7):189-192.
