
绿色铸造材料研究及应用新进展
2020-11-23 02:58龚小龙樊自田
金属加工(热加工) 2020年10期
龚小龙,樊自田
华中科技大学材料科学与工程学院 湖北武汉 430074
1 序言
铸造是为机械工业提供毛坯的重要方法,其在中国实施制造强国战略中扮演着重要的角色[1,2]。然而,铸造是一个高污染的行业,在铸造生产过程中会带来空气污染和固体废弃物污染等问题。随着国家对环保要求日趋严格,研发绿色无污染的铸造材料与技术意义重大。铸造材料主要包括原砂、黏结剂、固化剂、添加剂和涂料等,在铸造生产中占有重要的地位,直接影响着铸件的质量和生产效率,同时也是产生污染物的主要来源。在整个砂型铸造生产中,铸造材料中的有机物(树脂黏结剂、固化剂和煤粉等)在高温金属液的热作用下发生燃烧或挥发,产生有害气体[3,4]。
目前,铸造废旧砂可通过再生回用技术在铸造企业内循环使用,但仍有10%~20%的废旧砂被丢弃[2-5]。铸造废灰由于粒度较小,成分复杂,因此回收利用难度大[6]。总体上看,铸造过程中产生的污染物大部分来自于铸造材料,其对铸造厂的清洁生产起着决定性的作用。
本文概述了国内外绿色铸造材料的研究现状及其应用,并从铸造用原砂、黏结剂和涂料等铸造材料出发,详细介绍了绿色环保型铸造材料的新进展,并指出了绿色铸造材料未来的发展趋势。
2 铸造用原砂
目前,中国砂型铸造生产的铸件占整个铸件产量的80%以上,铸造用原砂是构成砂型最主要的材料,优质的原砂不仅可以大量减少黏结剂的使用量,而且可以提高铸件质量,同时有利于降低铸造产生的污染。由于硅砂来源广泛、价格便宜,因此被大量应用于铸造生产中。但随着国家对环境保护要求日趋严格以及对有限的硅砂资源的保护,我国的许多地区已限制开采天然硅砂。另外,硅砂在铸造过程中容易破碎,会产生粉尘污染[7,8]。近十几年来,国内外铸造工作者以高岭土、铝矾土等为原料,通过造粒、烧结,或者熔融、粉碎等工艺,生产不同成分、不同物相的人造特种砂。这类人造特种砂不仅具有耐火度高、热膨胀率低、化学性质稳定等特点,还具有粒形圆整、流动性好、透气性好、强度高及耐破碎等优点,被认为是绿色环保型铸造材料,在铸造行业中得到了迅速的发展[9-11]。目前,国内外具有代表性的人造特种砂有宝珠砂(洛阳凯林公司开发)、CB砂(美国Cerabeads公司研发)、陶瓷砂(湖南嘉顺华新材料有限公司、山东滨州金刚新材料公司等均有系列产品)和月砂(即Spheresand砂,由天律中国矿产公司与日本花王公司合作研发)。
2.1 人造特种砂的生产工艺及理化性能
表1为4种人造特种砂的生产工艺流程,图1为4种人造特种砂的微观图片,表2为4种人造特种砂和硅砂的理化性能比较。由表1可知,4种人造特种砂的原材料主要是硅酸铝质耐火材料,其制备工艺主要分为熔融喷吹造粒成形、喷浆造粒烧结成形和滚动造粒烧结成形。
从图1和表2中可以看出,4种人造特种砂的球形度较高,角形系数明显小于硅砂。与优质硅砂对比,4种人造特种砂均具有较高的耐火度和极低的热膨胀率,有利于提高铸件质量。
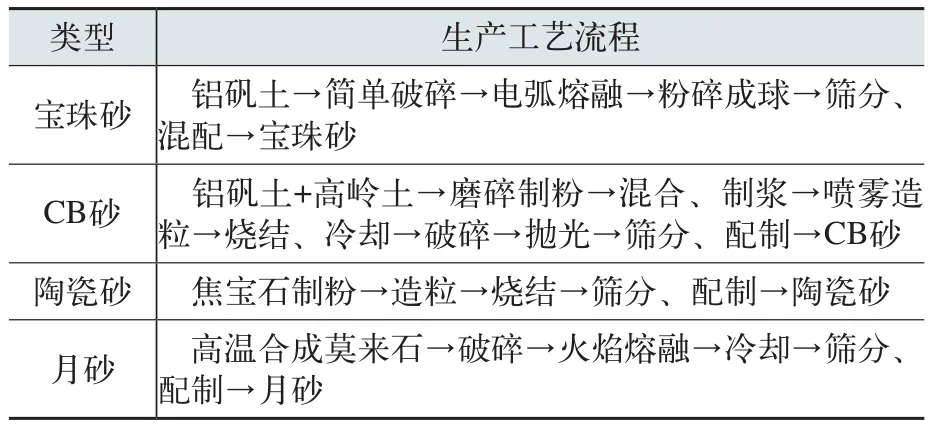
表1 4种人造特种砂的生产工艺流程
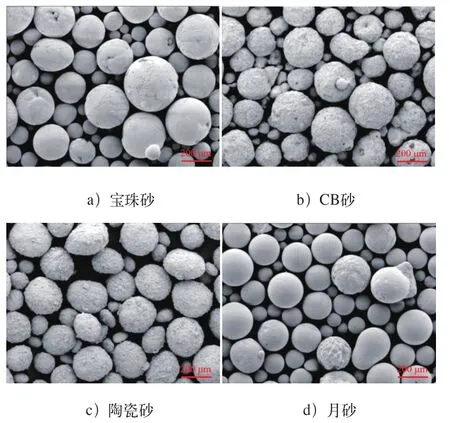
图1 4种人造特种砂的微观图片
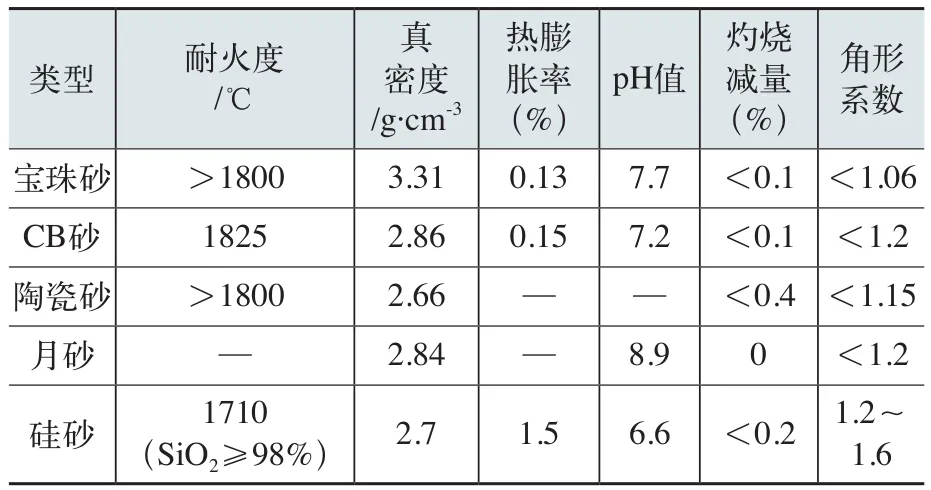
表2 4种人造特种砂和硅砂的理化性能
2.2 人造特种砂的应用
据初步统计,随着人造特种砂的不断推广,目前用量可达12万~15万t。在人造特种砂的研发和应用方面,日本和美国企业走在世界的前列。中国企业在人造特种砂的研发上也取得了较好的成果,其中具有代表性的有洛阳凯林公司开发的电熔融宝珠砂、湖南嘉顺华新材料有限公司和山东滨州金刚新材料公司等生产的球形陶瓷砂(陶粒砂)[12,13]。
目前,宝珠砂不仅广泛地应用于覆膜砂、自硬树脂砂(呋喃树脂、酚醛树脂)、水玻璃砂(CO2硬化、有机酯硬化),而且已成功应用于碳素钢、合金钢、铸铁、铸铜及铸铝等金属铸件的生产中。另外,因宝珠砂流动性和透气性好,将其应用于消失模铸造工艺中,可提高铸件的质量和生产效率,并改善劳动环境。而真正意义上的陶瓷砂,具有比陶瓷更高的强度、更好的耐用性等优点,有着很好的发展及应用前景。
3 铸造用无机黏结剂
铸造用黏结剂主要分为有机黏结剂和无机黏结剂。目前,有机黏结剂(呋喃树脂、酚醛树脂等)存在成本高、工作条件差、环境污染严重等突出缺点。而无机水玻璃黏结剂成本低,生产环境友好。综合来看,少污染、高质量、低成本的无机水玻璃黏结剂的推广使用是绿色铸造生产的趋势[14-16]。
随着水玻璃砂工艺的大量使用,水玻璃黏结剂的许多缺陷被暴露出来,比如水玻璃砂吸湿性较大、溃散性差和旧砂再生回用困难等。基于水玻璃黏结剂的不足,国内外铸造工作者对水玻璃黏结剂进行了深入的研究,不断改进和提高水玻璃砂的工艺及材料,并获得了较好的结果。
3.1 新型高性能水玻璃黏结剂及其改性技术
通过选用高质量的原材料来生产高品质的水玻璃黏结剂,并对水玻璃黏结剂进行物理或化学改性,开发出强度更高、性能更好且稳定的新型环保水玻璃黏结剂是实现水玻璃砂绿色发展的基础。
华中科技大学开发出了DFH系列水玻璃改性剂,在不同目数和浓度的普通水玻璃中加入10%~15%的DFH系列水玻璃改性剂,可形成不同的改性水玻璃。配合不同硬化速度的有机酯硬化剂,2%~2.5%的水玻璃加入量,可以满足各种铸钢件生产条件下的使用要求[2]。
沈阳铸造研究所通过对无机黏结剂的改性、表面活性剂的加入、粉料促进剂的改性与试验,研发出热空气硬化无机黏结剂与CO2硬化新型无机黏结剂以及与之配套的促进剂[17]。
德国ASK化学品股份有限公司研发了一种改性水玻璃黏结剂和与之配套的附加物[18]。其黏结剂的组成可根据生产要求进行调整,一般水玻璃的加入量为1.8%~2.5%,附加物的加入量为0.1%~1.2%,采用吹热空气方式硬化。该工艺由于添加了促进剂,所以明显改善了芯砂的流动性,提高了砂芯的强度、抗湿性和铸后溃散性。目前,该工艺已广泛应用于铝/镁合金铸件的生产中。图2为促进剂的SEM图片。经过分析可知,该促进剂主要是由石墨粉(见图2a)和无定形二氧化硅颗粒(见图2b)组成,其中无定形二氧化硅颗粒为纳米和微米级别。
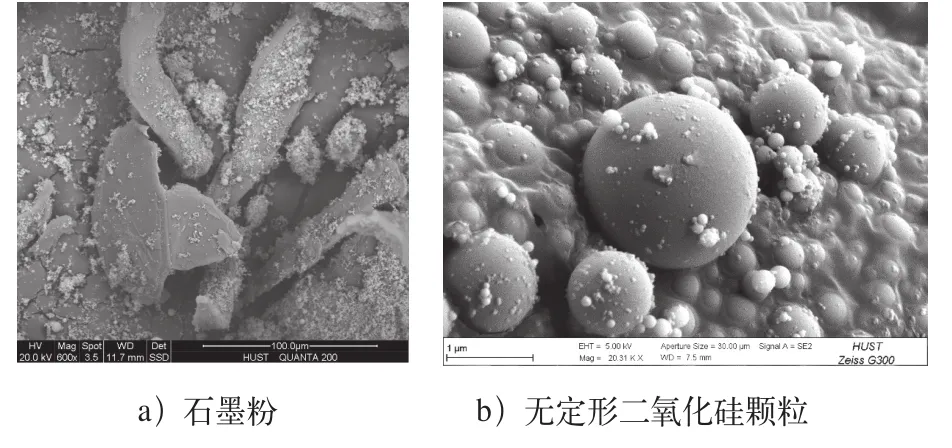
图2 促进剂的SEM图片
3.2 水玻璃砂的新型硬化工艺技术
水玻璃砂硬化工艺应用最多的是酯硬化和CO2硬化两种硬化工艺。微波硬化水玻璃砂作为新的硬化工艺,具有水玻璃加入量少、硬化强度高等优点,但微波硬化存在对模具要求高、硬化后水玻璃砂型吸湿性大等问题[2]。
李雪洁等[19]对比研究了普通一次微波硬化、有机酯硬化、有机酯-微波复合硬化三种水玻璃砂硬化工艺的性能。结果发现:与普通一次微波加热硬化相比,有机酯-微波加热复合硬化工艺可使砂型在微波加热阶段不但模具加热,而且可提高抗吸湿性;与单一有机酯硬化工艺相比,有机酯-微波加热复合硬化工艺的水玻璃加入量少、硬化速度快、硬化强度高。
汪华方等[20]开展了热空气-微波加热和CO2-微波加热等复合硬化新工艺的研究,分析了两种复合硬化工艺的水玻璃砂性能特点。结果发现:与普通微波加热硬化相比,两种复合硬化工艺的水玻璃砂都可实现无模微波加热。其中,CO2-微波加热复合硬化工艺的水玻璃加入量少、硬化速度快、硬化强度高,工艺相对简单,是一种相对较为理想的水玻璃砂复合硬化工艺,具有较好的应用前景。
4 铸造涂料
铸造涂料可防止金属液直接与砂子接触,降低铸件缺陷,提高铸件表面质量,是铸造工艺中不可或缺的铸造材料之一。铸造涂料一般都由耐火粉料、液态载体、黏结剂、悬浮稳定剂和其他助剂等材料组成[21]。
4.1 铸造涂料的应用
常用的铸造涂料按照液态载体可分为水基涂料(SJ)和醇基等有机涂料(YJ)两大类。醇基涂料具有点火快干、使用方便等优点,在大型铸件中使用具有优势,但醇基涂料常用的液态载体如甲醇、乙醇和异丙醇等具有较强的挥发性、味大、工作条件差及存放危险性高等缺点。
与醇基涂料相比,水基涂料成本低、安全可靠、运输方便,且清洁无污染,是开发和推广绿色环保型涂料的首选。但水基涂料干燥速度慢,需要专门的烘干设备,阻碍了其推广应用。
4.2 水基快干/自干涂料
目前,针对水基涂料干燥速度慢的问题,通过开发水基快干/自干涂料可一定程度上得到解决。
沈阳铸造研究所开发了一种铸造用快干水基涂料[22]。该涂料从减少溶剂(水)含量和加快溶剂挥发速度两个方面达到涂层在热风烘干条件下快速干燥的目的,选择改性无机黏结剂(改性硅酸钾或改性淀粉)和流变助剂(聚羧酸盐或木质素磺酸盐),提高涂料的固含量,降低溶剂含量;同时选择可进行有效水化反应的快干助剂(高铝酸盐),加快涂料的干燥速度。该涂料通过热风干燥速度快,涂层强度高,抗吸湿性好。
湖北工业大学公开了一种水基自干/快干砂型铸造涂料[23]。该涂料通过提高固含量,降低渗透性,并采用常温自干/低温快干黏结剂(改性高分子聚合物)和快干型高温黏结剂(硅酸盐)来增加水基涂料的干燥速度。该涂料具有干燥速度快、少或无污染、使用安全和制作成本低等优点。
5 结束语
铸造材料是铸造行业的基础,对铸件的质量和铸造环境产生巨大的影响,随着国家制造业的转型升级以及对环境保护力度的不断加大,推动铸造行业绿色化发展已迫在眉睫。因此,从铸造材料方面出发,研究并开发绿色铸造材料,是实现绿色无污染铸造的有效途径。
1)人造特种砂(宝珠砂、陶瓷砂等)因其颗粒圆整,可控性高,再生效果好,符合绿色铸造发展要求,在绿色铸造中具有广阔的应用前景。但目前国内市场应用较少,应加大对人造特种砂的研究力度,提高人造特种砂的产量,降低成本,使其在国内推广应用。
2)无机水玻璃黏结剂生产环境友好,是理想型的绿色黏结剂材料。随着新型高性能水玻璃黏结剂及新型硬化工艺的研究成功并应用,逐渐克服了水玻璃砂的吸湿性大、溃散性差和旧砂再生困难的问题,无机水玻璃黏结剂将是未来应用最成功的绿色环保型黏结剂。
3)铸造涂料是最重要的铸造原辅材料之一。醇基涂料虽然使用方便,但其对环境污染较大;而水基快干/自干型涂料清洁无污染,安全可靠,将是未来涂料发展的主要方向。
猜你喜欢
硅酸盐通报(2022年8期)2022-09-08
河南科技(2022年8期)2022-05-31
少儿科学周刊·儿童版(2021年20期)2021-12-11
发明与创新(2021年17期)2021-07-05
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
水上消防(2020年3期)2020-07-25
学生天地(2020年29期)2020-06-09
钻井液与完井液(2019年4期)2019-10-10
作文大王·中高年级(2018年7期)2018-08-18
中国铸造装备与技术(2017年3期)2017-06-21
