
特定工业环境下的余热应用研究
2020-11-20 02:10王成均
装备维修技术 2020年11期
王成均
摘 要:本文主要针对中车贵阳公司螺杆式空压机的余热,设计了一套空压机余热智能回收控制系统,控制精度高,响应时间快,节能效果显著。采用PLC为核心设计硬件和软件,通过对进出水温、进出油温的监测,结合PID调节控制调节阀开度,将高温热油的能量通过换热器提升水的温度,实现对出水温度或出油温度的精确控制。
本文对产水量及节能情况进行了全面的分析对比,并已将此控制系统制作成实物应用于工业螺杆式空压机的余热回收,实际测试表明,系统超调量小,上升时间快,且控制方便,可用余热回收效率高达80%,既能回收余热也能及时准确有效的对空压机进行冷却。
本系统设计实用性强,热回收效率高、融合智能控制等特点,具有较高的推广价值。
关键词:余热回收;PID控制;PLC;人机界面;温度控制;模拟量控制
1 系统总体设计及要求
1.1现实需求
在空压机的工作过程中,输入电能的80%转化成热能,剩余20%转化为压缩空气能。压缩机在工作过程中所消耗电能转变成热量后,大部分被压缩后的油气混合物带走。分别在各自的冷却器中被冷却介质带走,热量白白地浪费了。从理论上讲,除了2%的辐射热量不能回收外,几乎98%的热量均可以被回收利用。
对于风冷式喷油螺杆压缩机,大约72%的能源消耗在热油回路,热能回收装置正是为了在对压缩机性能不产生任何负面影响的前提下,以热水或温水的形式回收以上绝大部分的热能,回收率可达实际输入轴功率的70%左右。
公司现有16台空压机,白班开机量为6台,夜班开机量为一到两台,一台空压机每天平均运行时间为8小时。英格索兰空压机单耗最小,开机时间最多,因此对英格索兰空压机进行余热回收升级设计。空压机配置情况见表1.1
根据统计,2016年1-5月份公司浴室的月均用水量为1920.4吨,总用电量257434度,每月按20天计算,每天的用水量96.02吨/天,每吨水消耗电量为26.8度/吨(主要采用空气源热源泵加热)。
1.2控制系统结构框图
系统结构框图是系统产品化的基础,它包含了系统的硬件选择及软件开发,是在对系统功能、技术指标、性价比、元器件的可购性等因素进行可行性分析的基础上,对多个方案比较权衡后确定。本系统采用的单闭环负反馈式控制系统,其控制框图参考图1.2所示。
1.3系统总体设计方案
本文所设计的是基于PLC的余热回收控制系统,其目的是利用控制系统对空压机高温油的热量回收,通过热交换器对水加热后经过循环水管输送至浴室水箱,水的温度控制范围在室温0到100摄氏度之间,温度控制的精度要求为士0.1℃,在控制水温的同时要求空压机冷却液温度下降不低于60℃。系统的总体设计技术参数如表1.3所示。
2 系统硬件设计
空压机余热回收系统的构架主要包括控制模块和换热模块的设计。控制模块主要包括控制电路的设计、主要硬件的选型和控制箱体设计.
2.1系統硬件总体结构
系统硬件总体结构包括PLC模块、EM235模块、人机界面模块、测量模块、执行机构、电源模块电路等。硬件总体结构框图如图2.1所示。
系统设置人机界面和按钮并行控制,按钮设置启动、停止和复位,人机界面设置在具有按钮功能的同时,增加显示监控,负责温度数据的设置,时间的修改,密码设置和PID参数修改等功能。
3 系统软件设计
本余热回收控制系统带PID负反馈功能,采用在线程方式,并根据现场工业环境对PID参数做整定。
3.1 主程序模块
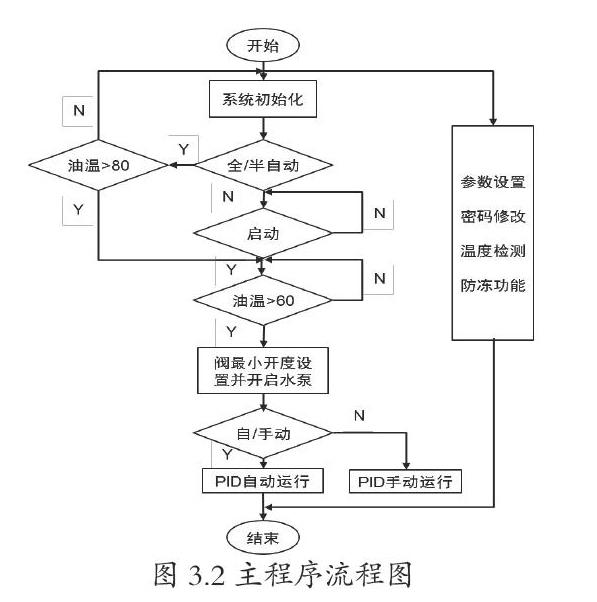
主程序模块要做的主要工作是上电后对系统初始化和构建系统整体软件框架,其中初始化包括对设定温度值的初始化、PID参数初始化、可视界面初始化、密码初始化等。程序实时监测进出水和进出油的温度值并在人机界面上显示,若选择全自动控制,当空压机开机后,油温大于80℃时,系统将自动开启空压机余热回收,调用PID模块计算实测温度与对应的出油温度或出水温度的偏差,最终计算出对应输出信号传输至执行器;若选择半自动控制,则需要手动启动余热回收控制系统,当进油温度达到预设值时,启动余热回收,计算相应的PID输出。主程序模块的程序流程图如图3.1所示.
3.2 PID控制方案模块
在控制系统设计中,控制方案是灵魂,直接影响控制效果的好坏,本文在控制方案上主要介绍了PID控制和模糊PID控制。
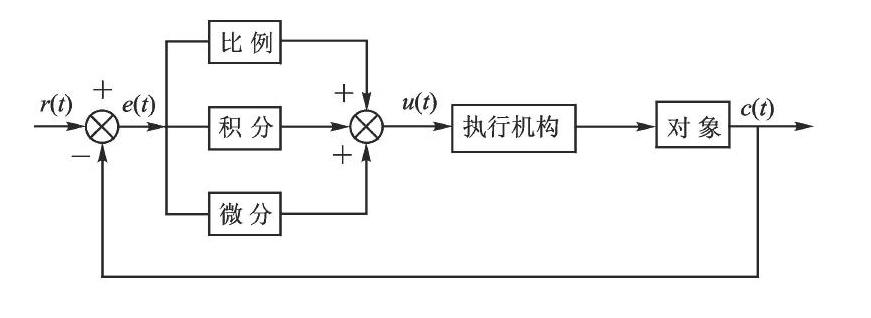
(1)模拟PID控制系统组成
(2)模拟PID调节器的的参数整定
PID调节器是一种线性调节器,它将给定值r(t)与实际输出值c(t)的偏差的比例(P)、积分(I)、微分(D)通过线性组合构成控制量,对控制对象进行控制。经过现场PID参数整定,采样时间为1秒,得出较为准确的比例P=-2.75、积分时间TI=3.22、微分时间TD=0。
4 综合效益分析
4.1测试记录
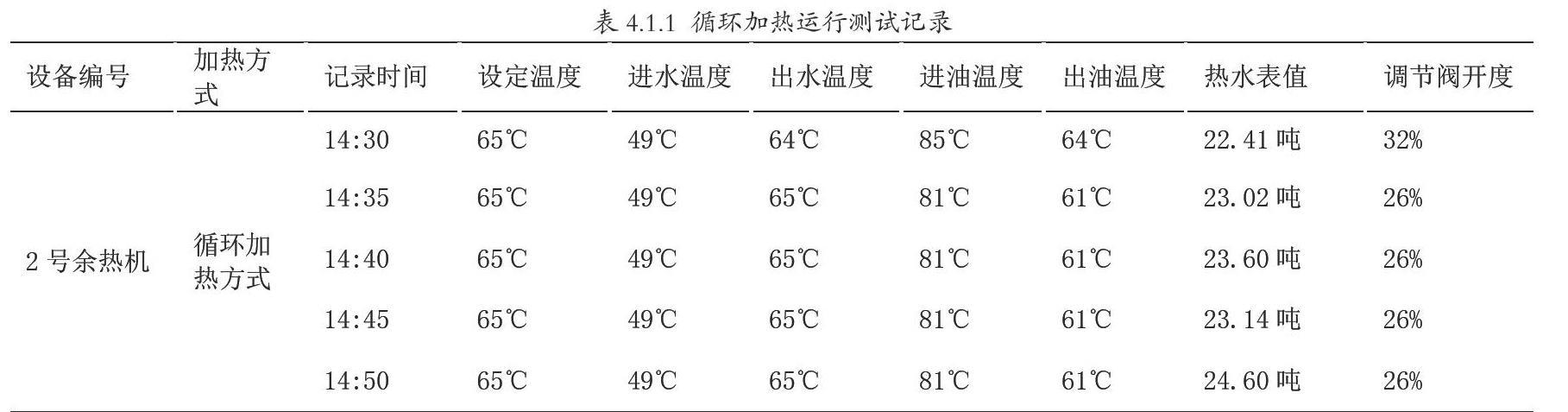
整个余热回收系统安装调试完成后,开始投入空压机余热回收使用,效果显著,回收效率较高,测试记录如表4.1.1和表4.1.2所示。
4.2热值计算
水的比热容:4.2×10? J/(kg℃),计算公式 Q=c×m×△t ,Q表示热量 c表示比热容 m表示质量 △t表示变化的温度
通过分析,此系统在循环和直热状态下,只要保证油温下降梯度不变,其回收的能量基本一致,详细如表4.2所示,从表中可看出两种模式下每小时节约电能都约为123度。
4.3效益分析
本空压机余热回收系统在循环加热和直热的状态下,对空压机的热回收效率大于60%(空压机功率200kW·h,热回收约123kW·h,对热油回收效率达80%)
空压机按每天工作6小时计算,每年按250天工作日计算,每度电按0.81元计算,结合测试数据综合分析如表4.3所示。
经过测试分析:5台余热回收系统每年可为公司浴室节约43.5万元。
结 论
工业余热的回收和利用是提高能源利用率和环境保护的有效途径,同时也能降低企业成本。本系统通过对中车贵阳公司空压机运行现状分析,设计一套余热回收系统,将空压机余热转化为高温水供公司浴室使用,不仅达到节约能的目的还能优化空压机的运行工况。将该系统运用于实际现场,效果显著,热油能量回收效率达80%,实际情况表明本控制系统控制精度高、响应时间快、稳定性好,年节约费用可观,成本回收周期短。
参 考 文 献:
[1] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2008.
[2] 陆秉权.中国余热发电行业的现状和发展趋势分析(上).中国建材,2010年11月 .
[3] 连红奎,李艳,束光阳子,顾春伟.我国工业余热回收利用技术综述.节能技术,2011年3月.
[4] 饶荣水,热管技术研究进展及其在冶金工业中的应用[J].工业加热,2001(3).
[5] HDM Hettiarachchi,M Golubovic,WM Worek. Optimum design criteria for an Organic Rankine cycle using low-temperature geothermal heat sources[J]. Energy, 2007.
Energy, 2005.
猜你喜欢
电子乐园·下旬刊(2021年3期)2021-02-08
科技创新与应用(2019年25期)2019-09-24
电子技术与软件工程(2017年19期)2017-11-09
中国新技术新产品(2017年2期)2017-01-20
山东工业技术(2016年23期)2016-12-23
科学与财富(2016年26期)2016-12-01
企业技术开发·中旬刊(2016年10期)2016-11-12
能源研究与信息(2015年4期)2016-02-03
湖南大学学报·自然科学版(2015年4期)2015-05-29
