锯齿轧花机影响产量的因素分析
2020-11-06 06:38
中国棉花加工 2020年3期
〔山东天鹅棉业机械股份有限公司,山东济南250032〕
轧花机是棉花加工过程中的主要设备,轧花的过程就是籽棉通过锯片钩拉、肋条阻隔来实现纤维与棉籽分离的过程。工作时,进入轧花机前箱的籽棉通过拨棉刺辊送至轧花锯片,锯齿钩拉住籽棉进入工作箱,在通过肋条工作点时,锯片将所镶嵌在锯齿中的纤维钩走,剩下未被钩拉的随棉卷继续运转,直到纤维被钩净为止。在工作箱下方,随着籽棉的不断喂入,被锯片钩拉的籽棉快速进入工作箱内,棉卷和锯片在此处的速度差最大,棉卷被撕开,轧净纤维的棉籽从此处接连不断地被挤出工作箱,顺着轧花肋条和阻壳肋条中间的排籽道排出,实现轧花机的工作过程。
轧花机产量的高低,直接影响棉花加工生产线的效率。影响轧花机产量的因素很多,下面仅就锯齿轧花机本身的主要结构对产量的影响分析如下。
一、锯片因素对产量的影响
锯片拉脱纤维的能力决定着轧花机的产量,工作箱中棉卷的形成是靠锯片的旋转完成的,棉卷对锯片施加一定的压力,使锯片在旋转过程中,锯齿插入纤维,经过肋条的阻隔拉脱纤维,实现轧花过程。
(一)锯片转速对产量的影响
在工作箱棉卷密度一定的情况下,锯片速度越高,单位时间内工作齿数越多,锯片钩拉纤维越多,皮棉产量越高。
但是锯片速度太高容易拉断纤维,且棉卷速度相对较高致使棉籽不能及时排出,导致棉卷停转。锯片线速度一般在12 m/s~14 m/s为宜。
(二)锯片伸出量c对产量的影响
锯片伸出量(见图1)为锯片工作点下100 mm处锯片伸出肋条的量。伸出量大,锯片深入棉卷,钩拉力大,产量高;但伸出量过大,锯片拉动棉卷运转的力降低,同样可能造成棉卷停转,影响产量。应结合工作箱的截面参数选择适当数值,一般在40 mm~46 mm。
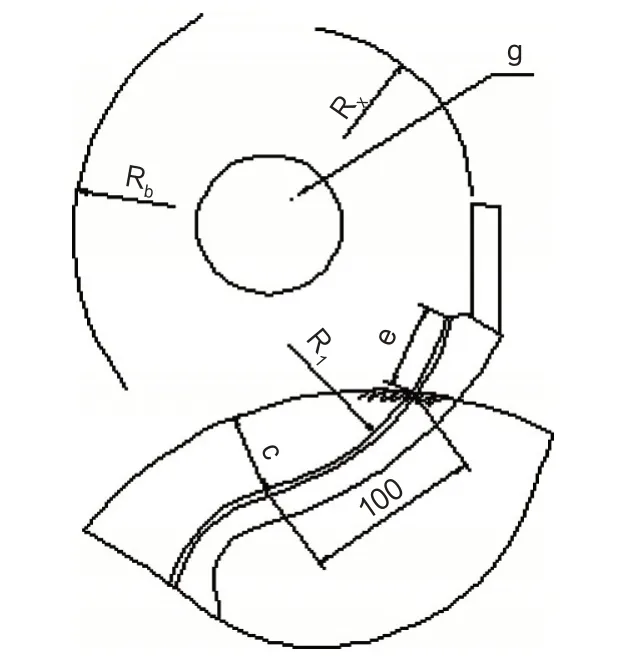
图1 工作箱横截面
(三)锯片齿形对产量的影响
在轧花过程中,并不是所有锯齿都能钩住纤维,究其原因,一是纤维长度是锯齿齿距a 的7~9 倍,当一个锯齿嵌满纤维时,锯齿上的纤维束会阻挡后面3 个~4 个锯齿对纤维的钩拉;二是锯齿经常遇上棉卷中的棉籽,无法钩拉纤维。以上两种情况对轧花机产量有很大影响,应尽可能使用钩拉力强的锯齿钩拉纤维,以弥补无法钩拉纤维的锯齿对产量的影响。由此推论,在充分考虑到锯齿强度的前提下(如图2 所示),增大锯片齿距a,齿深b 和面积s 的数值可以提高单齿钩拉纤维量,提高产量。
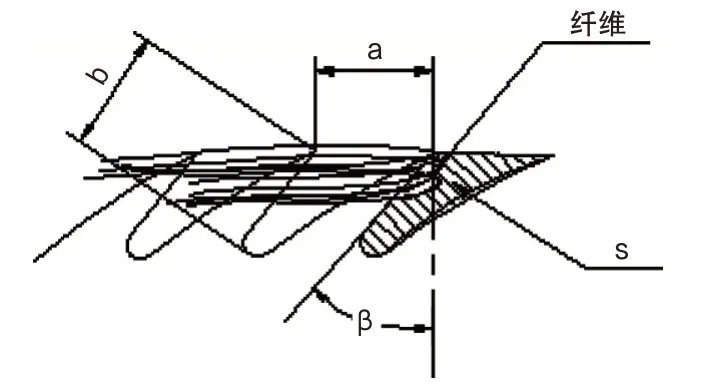
图2 锯片齿形
(四)锯片片距对产量的影响
片距小,工作箱棉卷单位长度内参与钩拉的锯片齿数多,产量高。但片距不宜过小,否则影响排籽和皮棉质量,一般在14 mm~19.4 mm。
二、工作箱对产量的影响
(一)工作箱形状
工作箱形状应有利于棉卷运转,尽量减少阻力。工作箱截面太大,棉卷松散,运转圆周距离长,锯片克服阻力大容易停转,影响产量。工作箱截面太小,棉卷运转近似刚性体,棉卷过紧不利于排籽,同样影响产量。工作箱胸板Rx和抱合板Rb的曲率半径参数的设计应与锯片参数和肋条的曲线参数R1相对应(如图1所示)。
肋条根部圆弧j、回转孔f 及肋条工作点间隙d的大小对轧花机的棉卷运转顺畅也起着重要作用(见图3)。肋条工作点间隙合适,根部圆弧和回转孔大小合适,锯齿钩拉的纤维顺畅通过且又能阻挡住棉籽。
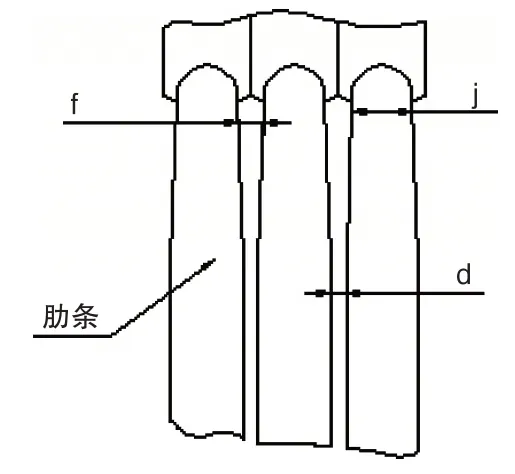
图3 肋条
(二)肋条与锯片的相对位置
锯齿从棉籽上拉脱纤维的能力与轧花肋条和锯片之间的相对位置有关(如图4),相互关系可以用参数压力角α、提前角λ 和齿倾角β 表述。压力角α是轧花肋条工作点处的圆弧切线和锯片圆周切线之间的夹角,压力角越大,锯齿在工作点处从棉籽上拉脱纤维的作用力越强。提前角λ 是位于工作点处的锯齿工作边与轧花肋条工作点圆弧切线之间的夹角,锯齿凹口内的纤维能否全部进入轧花肋条排间隙,这在很大程度上取决于提前角λ 的数值。提前角越小,锯齿凹口内的纤维在进入轧花肋条排间隙时越容易滑出;提前角越大,锯齿钩拉纤维力大,纤维不容易滑出齿凹;但提前角过大,齿凹内的纤维在轧花肋条作用下嵌入齿根,给后箱刷棉带来困难。提前角γ 一般在10°左右,即齿尖先于齿根10°进入轧花肋条排间隙。
齿倾角β 为锯齿斜面与锯片径向线的夹角,λ=α+β-90°,齿倾角β为一定数值时,则压力角大,提前角大。锯齿在工作点处从棉籽上拉脱纤维的作用力强、产量高,压力角一般在58°~60°之间。
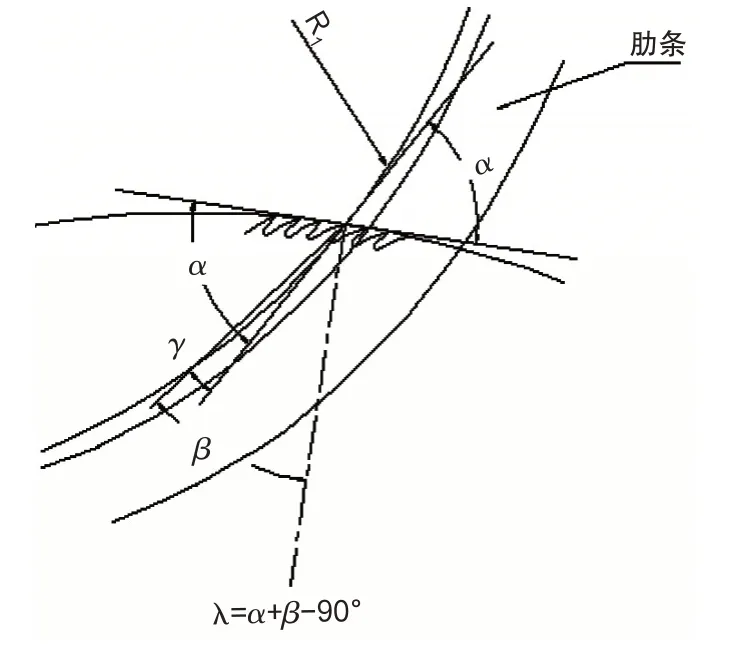
图4
(三)工作箱加装助转装置
工作状态下,工作箱中棉卷外层是籽棉,中间层是籽棉、带纤维棉籽混合层,内层是棉籽。由于锯片的作用,外层带动内层转动,但由于内层质量大,速度慢,棉籽被动筛选下落。而棉卷中心近似空心状态,在棉卷中心位置增加助转装置,旋转方向与棉卷转动方向相同,带动棉卷运转,棉卷密度降低,减少锯片压力,同时使棉卷内部棉籽均匀,利于棉籽下落,提高产量。中箱助转装置的旋转也带动了棉卷的转动,因而减少了棉卷的停转现象,使轧花机产量得到提高。
目前工作箱助转装置主要有两种:一是排籽管,二是助排器。排籽管是一根布满大约ϕ11孔的不锈钢圆管,孔按螺旋线布局,排籽管位于工作箱内棉卷中心位置以一定速度旋转,转动方向与棉卷一致,排籽管转动使棉卷排籽区域的毛籽团变得松散,毛籽顺利脱离棉卷束缚迅速排落下来;同时排籽管将毛籽团中的相当一部分毛籽卷入管中,由圆管中的绞龙从两端排出,增加了排籽量。
轧花机棉籽助排器是单个齿形叶片呈一定角度焊接在轴上形成的叶片辊,位于工作箱的棉卷中心位置,并以一定的速度旋转,转动方向与棉卷旋转方向一致。助排器上的齿形叶片在做圆周运动的同时,在轴向上摆动,使得工作箱排籽区域处的毛籽团变得松散,毛籽顺利脱离棉卷束缚和相互的牵引而迅速排落下来。
三、轧花机其他因素对产量的影响
(一)刷棉
刷棉要净,毛刷鬃毛齐且插入锯齿,每个循环锯片齿干净,锯齿上无残留纤维,锯齿的钩拉力降低会影响产量。
(二)锯齿状态
保证工作中的锯齿全、新、净,更有利于钩拉且尽可能在锯齿上包容更多纤维。倒齿、坏齿、断齿达到一定数量后要更换,否则影响轧花机产量,还可能造成棉卷停转。
(三)排籽
排籽道通畅,要提高产量就要多进多出。有效措施主要有:一是增大排籽道,二是选择合适的锯片片距,三是运用棉籽助排装置。
(四)喂花均匀
喂入工作箱的籽棉均匀,棉卷横向各位置密度变化小,近似于稳定状态,锯片所受压力均匀,棉卷运转状态波动小,有利于稳定生产和提高产量。
轧花机的产量还受整条生产线的制约,只有选用加工工艺合理、生产各个环节设备配置适当,才能更好地发挥轧花机的效力。
猜你喜欢
制造技术与机床(2022年10期)2022-10-11
石材(2022年4期)2022-06-15
天天爱科学(2021年10期)2021-10-11
文萃报·周五版(2021年25期)2021-08-06
新农业(2021年9期)2021-06-20
——全棉籽的加工与利用
中国畜牧杂志(2020年8期)2020-12-18
中国棉花(2017年10期)2017-11-04
新媒体研究(2014年14期)2014-08-22
湖北畜牧兽医(2014年2期)2014-07-02
一重技术(2012年2期)2012-12-11