新型三维碳粉激光打印机的设计与研究
2020-11-05 10:56倪冬宁鲍君华何卫东
机械工程与自动化 2020年5期
倪冬宁,鲍君华,何卫东
(大连交通大学 机械工程学院,辽宁 大连 116028)
0 引言
近几年来,国内多所高校开展了三维打印技术的研发工作,清华大学在现代成型学理论、分层实体制造、FDMT工艺等方面都有一定的科研优势;华中科技大学在分层实体制造工艺方面有优势;西安交通大学自主研制了三维打印机喷头,并开发了光固化成型系统及相应成型材料,成型精度达到0.2 mm。但国内三维技术的研发水平还处在单一零部件的研究优化层次,因此能够满足商用以及个性化需求的系统结构尚有欠缺,也难以实现多材料快速打印的需求。为此,本文在保证打印速度的前提下,优化了打印机成像以及铺粉系统的结构,并根据优化的内容提出了一种新型的双粉仓三维激光打印结构系统,可实现复杂结构的打印以及两种材料的混合打印。
1 3D打印设计原理及其系统结构
1.1 3D打印设计原理
三维激光打印技术是一种快速成型技术,它通过将计算机打印模型转换为数控信号,利用打印材料熔点低、可快速成型的特点进行烧结成型。激光烧结技术原理如图1所示。
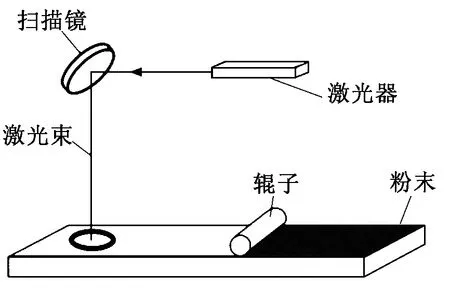
图1 激光烧结技术原理
1.2 新型三维碳粉激光打印机总体结构
打印机的打印效率很大程度上取决于打印机的结构是否合理,本文设计的新型三维碳粉激光打印机采用以功能模块为单位的结构,每个模块相应独立,运行各自的功能,相互配合共同完成打印工作。设计的新型三维碳粉激光打印机模型如图2所示。

1-激光发射系统;2-成像系统;3-铺粉系统;4-打印平台升降系统
1.3 新型三维碳粉激光打印机结构设计
1.3.1 激光发射系统的选择
激光发射系统是激光烧结技术的核心,对材料粉末进行烧结固化,完成每一层形状的成型工作。工作中需要确定合适的激光功率,功率不足会影响烧结深度,使层之间的粘结强度降低;功率过高,烧结件与未烧结材料粉末接触边沿处模糊,后续处理十分困难。本设计激光发射器的功率取值范围为10 W~30 W。
1.3.2 成像系统设计
三维激光打印中,形状图成像的速度严重影响打印工作速度,快速简单的成像结构可以提高打印工作效率。本设计采用液晶玻璃作为打印机成像系统,工作时液晶玻璃呈现黑白两色,激光在照射时无法通过黑色区域,能量无法达到工作平台,而白色部分则相反,光线通过液晶玻璃形成预设定的形状,快速成像,解决了打印机成像速度缓慢的问题。
1.3.3 铺粉系统设计
铺粉系统可设计成单粉仓和多粉仓系统,单粉仓系统功能单一,但便于更换维修;多粉仓系统可以满足多种材料的打印需求。但无论是单粉仓系统还是多粉仓系统都各有利弊,因此,本结构采用双管式设计,采用双重粉仓,各司其职。打印镂空结构或复杂结构零部件时,双粉仓可分别承担打印材料与支撑结构材料的铺粉功能,也可分别装有两种打印材料,进行双材料的打印工作。双管式粉仓如图3所示。
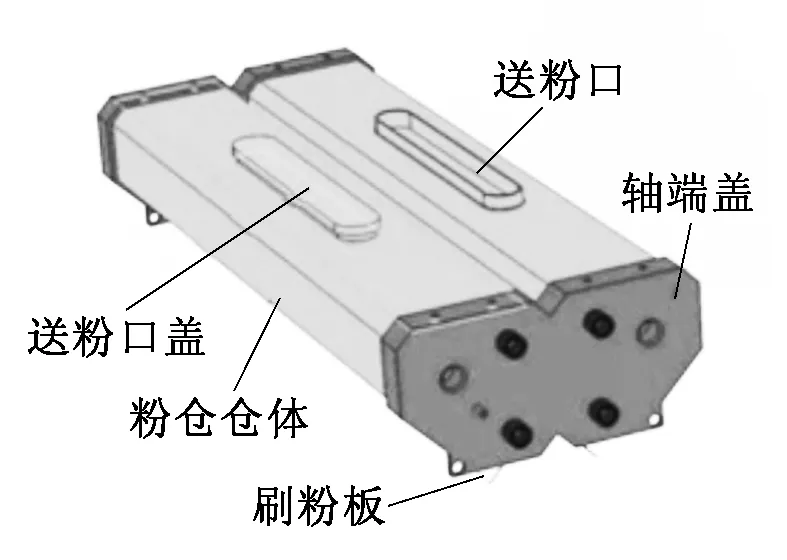
图3 双管式粉仓
粉仓采用磁辊作为铺粉系统中的核心装置,并且在粉仓配有送粉口以及粉刷;采用一体化端部盖,确保粉仓同步运动。
粉仓内部采用齿轮传动结构并配有旋转扇叶,防止因打印机一段时间不使用而造成的粉末积压;设置粉末封条防止粉末侧漏,如果发生侧漏,则漏出来的粉末也可以吸附在下方的磁辊上面,防止打印机不工作时材料粉末掉落。粉仓内部结构如图4所示。

图4 粉仓内部结构
1.3.4 打印平台系统的选择
本设计采用铝基板热床打印平台系统,由铝基板热床以及支撑调节机构组成,其结构相比其他工作台更加简单,而且加热效率高。打印过程中,通常会给打印平台贴耐高温胶带,防止出现打印翘边的情况。
2 有限元热分析
三维打印过程中,激光长时间工作会引起温度变化从而出现热变形,因此,需要进行相关热力学分析,以保证激光所引起的温度变化对打印机造成的影响在可控范围之内。
有限元热力学分析的基本思路是将待解区结构离散化为有限个元素的集合体,并根据相应元素的节点能量平衡条件建立热量守恒方程,最后在计算机上进行分析并得到各结构的热分析云图。本文利用ANSYS Workbench的热力学模块进行相应热分析。
2.1 热力学参数选取
热力学的仿真需要确定工作环境,即预热温度,一般在材料软化点上下5 ℃左右浮动。碳粉的软化点为60 ℃,所以设置预热温度为55 ℃~65 ℃;碳粉的热导率为1 500 W/(m·K)~3 000 W/(m·K),熔点为166 ℃。
假设要打印的形状层为120 mm×120 mm×1 mm的薄层模型,建模后划分网格,得到的材料粉末有限元模型如图5所示。
图5 材料粉末有限元模型
以20 W功率的激光进行实验,工作时激光通过液晶玻璃照射在材料上,根据液晶玻璃通透率,以极限数值75%为参数,计算得到的热源能量为0.052 W/mm3。设置内热源,获得的材料粉末热分析结果如图6所示。
由图6可知:在20 W激光功率下,材料粉末可达到的最高温度为181.94 ℃,大于碳粉的自身熔点,满足激光烧结技术的烧结成型条件。

图6 材料粉末热分析结果 图7 打印平台热分析结果 图8 液晶玻璃热分析结果
确定了激光功率后,再对打印升降平台和液晶玻璃进行热分析。液晶玻璃的热导率为0.75 W/(m·K),熔点为600 ℃;打印平台的热导率为2 W/(m·K),熔点为660.4 ℃。得到的打印平台和液晶玻璃热分析结果如图7和图8所示。
由图7、图8可知:打印平台达到的最高温度为282.71 ℃,液晶玻璃达到的最高温度为94.574 ℃,满足使用要求,因此20 W的激光满足设计要求。
2.2 热力学烧结仿真
使用ANSYS Workbench模拟激光烧结过程进行热固耦合数值求解。模型使用50 mm×50 mm×1 mm的实体薄层模型,激光烧结的相关参数以及模型如表1和图9所示。

图9 烧结仿真模型

表1 激光烧结相关参数
为了仿真激光运动过程中的热场分布,使用ANSYS的ACT工具“MovingHeatFlux”进行移动热流率载荷设置。设置材料参数,并进行瞬态热分析-静态结构分析的顺序耦合分析,模拟激光烧结过程中的热应力分布情况,求解结果如图10所示。
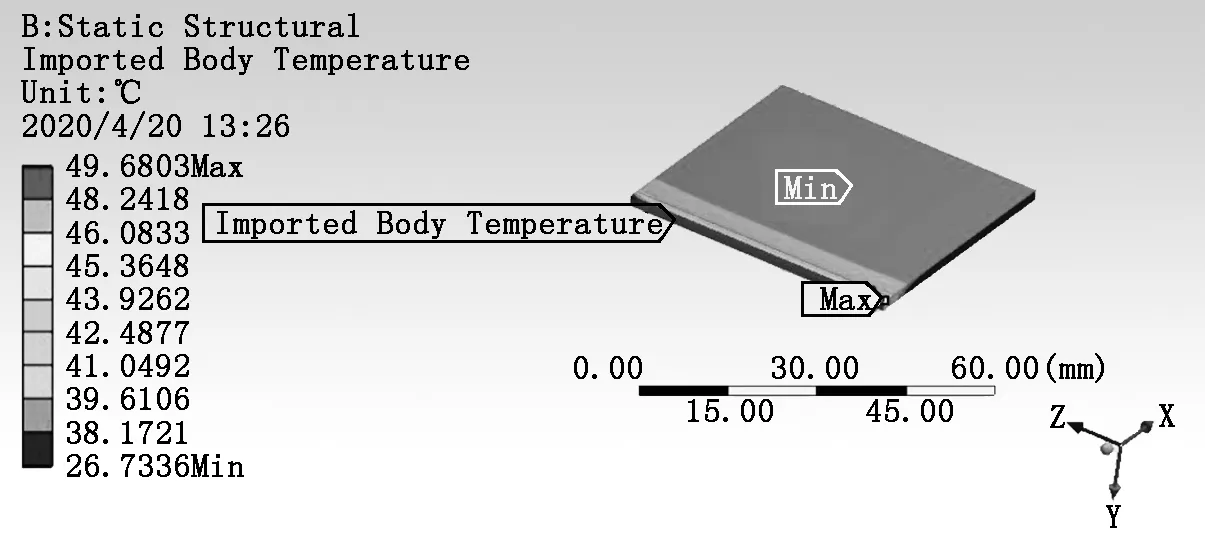
图10 激光烧结热应力分布
由图10可知:在材料温度达到近50 ℃时,上下材料之间呈现烧结粘结状态,所以当温度达到材料熔点时,材料碳粉可以充分地粘结。
3 打印机驱动装置设计
3.1 驱动电机的选择
步进电机是打印机常用的驱动电机,选择步进电机需要满足以下几个原则:连续工作扭矩小于步进电机额定扭矩;瞬时最大扭矩小于步进电机最大扭矩:负载惯量小于3倍电机转子惯量;连续工作速度小于电机额定转速。根据选取原则,选取各部位的电机型号,如表2所示。

表2 各驱动部件电机型号
3.2 传动装置的选择
传动装置选择速度可控、过程平稳的带传动作为主要传动方式。选取的传动带型号如表3所示。
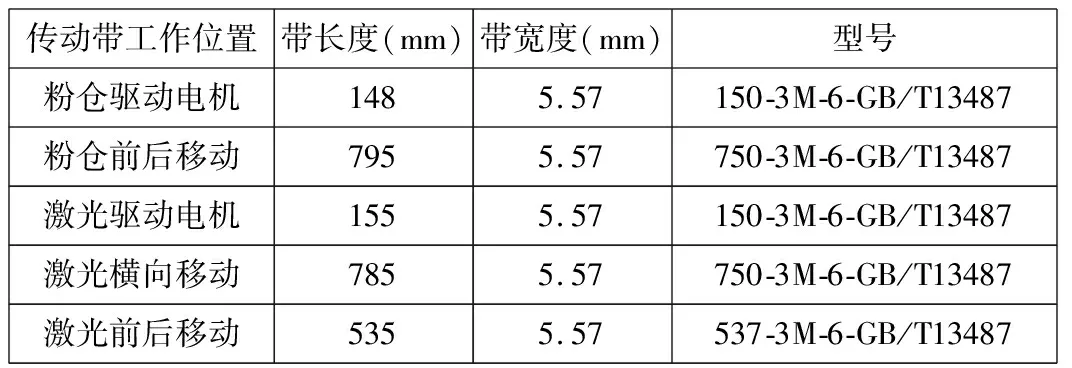
表3 传动带型号
4 结语
本文结合传统的激光烧结原理,设计了一种新型三维碳粉激光打印机结构以及新型的铺粉与成像系统。采用液晶玻璃直接显示打印层,成像更加直观,通过计算机控制,可实现复杂结构的打印以及两种材料的混合打印。
猜你喜欢
数学物理学报(2021年6期)2021-12-21
水电与抽水蓄能(2021年2期)2021-05-14
商品与质量(2021年4期)2021-01-25
液晶与显示(2020年8期)2020-08-08
发明与创新(2016年34期)2016-08-22
中国塑料(2016年7期)2016-04-16
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
液晶与显示(2015年1期)2015-02-28
综合智慧能源(2014年2期)2014-09-10
微型计算机(2009年16期)2009-10-27