激光焊接缺陷多向磁场激励下磁光成像检测
2020-11-05 08:43王聪毅高向东马女杰张艳喜游德勇
激光技术 2020年5期
王聪毅,高向东,马女杰,张艳喜,游德勇
(广东工业大学 广东省焊接工程技术研究中心,广州 510006)
引 言
在金属制品的生产过程中,激光焊接作为一种重要的加工技术,日益广泛地应用于工业生产中。由于激光束光斑小及焊接过程剧烈的热能转换效应对焊接工艺参量及工件固定的精度要求极高,微小的焊缝偏差即可导致严重的焊接缺陷,从而影响焊接制品的质量[1],因此,对焊接制品进行快速有效的缺陷检测显得尤为重要。
常规无损检测都存在一定的局限性。如目视检测易漏检,射线检测存在辐射危险且设备成本高,磁粉检测和渗透检测主要是定位缺陷位置而对其形态无法具体显示,涡流检测等信号检测技术的检测结果不能直观体现缺陷形貌。磁光传感器是一种安全且能准确地获取材料磁场分布信息的可靠设备[2],磁光成像无损检测法是可以对焊接缺陷可视化成像的新型无损检测方法[3]。该方法基于法拉第磁光效应,具有灵敏度高和对缺陷直接成像、可以检测微小缺陷等特点[2,4]。目前国内对焊接缺陷的磁光成像检测主要基于恒定磁场励磁,应用于微间隙焊缝跟踪和无损检测。
现有磁光成像技术一般采用直流U型电磁铁对被测焊缝两端励磁。为了达到最佳漏磁效果,现有磁化方式首要条件是磁化方向与检测缺陷的走向垂直[5],以保证感应磁场能垂直通过缺陷位置而产生最佳漏磁场,使磁光传感器获取漏磁场信息,得到高对比度的磁光图像[6],从而判断焊缝结合处是否存在缺陷。传统的交变励磁方式也是保证励磁场方向与缺陷的走向垂直,使缺陷处产生最佳漏磁场,获取对比度高的磁光图像[7]。虽然磁光成像无损检测技术已取得一定的研究成果[8],但在传统励磁方式下,该检测技术仍然存在一定的漏检风险。在生产过程中遇到的焊接缺陷,其大小、方向、位置都未知,尤其是不可见裂纹,无法预知其位置和延展方向,则在检测过程中,传统的励磁方式无法保证感应磁场垂直穿过被检测缺陷,造成磁光传感器出现漏检现象。
在直流U型电磁铁的磁场激励下,磁光传感器所采集到的焊接缺陷磁光图像包含的信息有限,有时会丢失一些有用信息,并且对未知形态的缺陷进行检测时,难以保证励磁装置恰好使产生的磁场垂直穿过缺陷。
因此,为了检测多角度裂纹,采用可旋转的直流U型电磁铁和交变U型电磁铁进行多角度励磁,使用磁光传感器对缺陷信息采集。通过改变励磁磁场与焊缝的相对角度,获取不同磁场方向下的焊接缺陷磁光图像,分析多角度励磁下的磁光图像特征。同时对十字交叉焊接缺陷进行了多角度直流磁场励磁和交变磁场励磁下焊缝的磁光成像检测,分析不同角度励磁下采集的磁光图像特征,为减少焊接缺陷的漏检情况提供方法。
1 试验方法及步骤
1.1 焊接实验样本
激光焊接试验系统包括YAG激光焊接机、冷却机、工控机、4轴焊接工作平台等。试验材料选用中碳钢板,钢板尺寸为100mm×50mm×2mm(长×宽×厚)。将中碳钢板两两对接,并对4条接缝进行编号,组成的十字焊缝如图1所示,图1a为示意图,图1b为实物图。

Fig.1 Crossing weldsa—schematic diagram b—welding sample
对焊缝通过敲击、震动、拉伸等方法使十字焊缝交汇处产生裂纹,通过多次重复试验,得到试验样本,十字焊接缺陷的实物如图2a所示。磁光试验主要检测十字焊缝的中间部分,十字中心点的感兴趣区域局部放大如图2b所示。

Fig.2 Physical map of test samplea—defect of crossing welds b—area of interest
1.2 检测原理及方法
焊接缺陷磁光成像检测原理如图3所示。图3a为漏磁成像检测原理,焊缝成型后若出现焊接裂纹等缺陷,当采用电磁铁给被检测试件施加外部磁场时,磁化后的试件内部产生感应磁场。当感应磁场垂直穿过裂纹时会出现强漏磁,磁光传感器中的磁光介质对试件表面的磁场分布状态敏感,能检测到漏磁场并输出成磁光图像。
多角度缺陷图像采集系统如图3b所示,采集系统主要包括:磁光图像采集系统、磁光成像传感器、运动平台控制器、交流/直流电源和磁场发生装置。通过旋转轴对励磁装置进行旋转角度的精确控制,改变激励磁场与试件的相对角度。
在恒定磁场和交变磁场励磁下,通过改变磁极与焊缝的夹角对十字焊缝中心进行磁光成像无损检测试验。研究磁场与焊接缺陷在不同夹角下磁光图像的变化规律。
在那次竞标成功以后,宁波一院承担起宁波市糖尿病、心脑血管病、口腔疾病防治临床指导任务。医院随后成立慢病管理中心,来承接这一项新工作。

Fig.3 Principle of welding defect detection based on magneto-optical imaging
磁极与焊缝的夹角如图4所示。初始状态下,如图4a所示,励磁装置的磁极位于1-3焊缝上,后续实验以此状态开始顺时针旋转。当旋转到45°时,如图4b所示,1焊缝上的磁极位于1-4焊缝之间,3号焊缝上的磁极位于2-3焊缝之间。当旋转到90°时,如图4c所示,磁极位于2-4焊缝上。当旋转到135°时,如图4d所示,两磁极分别在1-2焊缝之间和3-4焊缝之间。继续旋转磁极,旋转180°时,恒定磁场磁极交换位置,这仅使磁光图像的明暗区域交换了位置,对于缺陷成像无影响。而交变磁场,由于磁极以50Hz的频率交替变换,故此时的成像效果也0°相同。由于恒定磁场和交变磁场下磁极旋转180°后,焊接缺陷图像的效果与0°的效果一样,故本次试验着重研究0°,45°,90°和135°。

Fig.4 Schematic diagram of the relative angle of the excitation device on the welded test sample
2 磁光成像实验
磁光成像传感器基于法拉第磁致旋光效应,其内部产生的线偏振光通过传感器窗口的磁光介质时,受到介质中磁场强度的影响,发生偏转,经检偏器检测后,在感光元件上成像,从而将焊缝缺陷转变为光强图,实现缺陷的可视化成像[12]。
2.1 多角度恒定磁场励磁
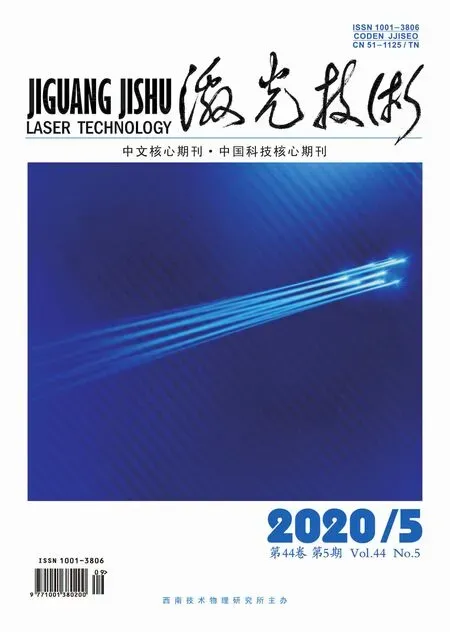
采用直流电磁铁进行4个角度下的磁光成像试验,通过磁光成像试验采集得到4组磁光图像,如图5所示。恒定磁场励磁,磁极不会随着时间的推移发生变化,所得到的磁光图像每一帧都相同。4个角度下获得的4组数据中,同一组磁光图像都相同,故每组选一帧磁光图像进行图像处理,并分析恒定磁场激励下,励磁角度对磁光成像试验的影响。
励磁角度为0°时,两磁极分别位于横向焊缝的两侧。由图5a可知,磁光图像中横向裂纹的上下呈现明显的明暗分区,上方为亮区,下方为暗区,图像中间水平方向上有明显的分割线,此处为裂缝所在位置,而此时,纵向裂缝也有所呈现,但没有横向清晰。角度为45°时,磁极产生的磁场同时穿过了横向和纵向的裂纹。由图5b可知,在磁光图像上呈现出对角方向上的明暗分布,可以看到明暗交界处呈现出十字形的缺陷图像。角度为90°时,两磁极分别位于纵向焊缝的两侧。由图5c可知,横向裂缝没有清晰的在磁光图像上体现,几乎看不到,但是纵向上的裂缝十分明显。角度为135°时,此时磁极的分布情况与45°类似。由图5d可知,对角方向呈现出明显的明暗变化,图像上呈现出十字裂缝的图像。

Fig.5 Magneto-optical images of cross weld under DC excitation at different angles
2.2 多角度交变磁场励磁
采用交流电磁铁在4个角度下进行磁光成像试验,同样采集到4组磁光图像。交变磁场励磁频率为50Hz,磁光传感器的采样频率为75frame/s,则试验获取的磁光图像会呈现3帧一个周期[13]。对交流励磁下的样本进行同样的多角度的图像采集,获得4组不同角度下裂纹的磁光图像,每组图像选择连续3帧磁光图像进行分析,如图6所示。

Fig.6 Three consecutive frames of magneto-optical images for cross weld under different angles alternating magnetic field excitation
由图6a可知,角度为0°时,磁极同样横跨横向焊缝两侧,在图6a角度为0°的3帧磁光图中,磁光图像横向缺陷信息明显,而纵向缺陷信息清晰度不明显。由图6b可知,角度45°时,磁极产生的磁场在横向和纵向两个裂纹方向均有分量磁场穿过焊缝处,3帧磁光图像上可以清晰地看到横向与纵向两个方向的缺陷信息。由图6c可知,角度为90°时,磁极位于纵向裂纹两侧,磁光图像纵向缺陷信息明显,横缺陷信息不明显。由图6d可知,角度为135°时,磁极产生的磁场在横向和纵向两个裂纹方向均有分量磁场穿过焊缝处,磁光图像上可以清晰的看到横向和纵向两个方向的缺陷信息。
3 磁光图像处理
在空域上图像增强主要是针对图像像素而言,通过改善图像的对比度、灰度来增强图像[14-15]。直方图均衡化是图像增强的基本方式之一[16-17],主要是利用灰度变换自动调节图像对比度。
其方法是:首先将彩色图像转换为灰度图像,灰度图像有256个灰度级,假设转换后的图像灰度值为r,第k级的灰度值为rk,直方图均衡化后的图像中,第k级的灰度值为sk,则原直方图灰度级分布概率Pr(rk)可表示为:

(1)
式中,n是图像中像素总和,nk是第k级灰度值为rk的像素个数。计算直方图概率累计函数Ps(sk):

(2)
式中,nj是第j级灰度值为sj的像素个数。通过概率累计率与原图像灰度级进行取整拓展,得到均衡化后第k级的灰度值为:
sk=int{[max(rk)-min(rk)]·Ps(sk)+0.5}
(3)
3.1 恒定磁场励磁下图像分析
磁极0°时,对磁光图像通过直方图均衡化进行图像增强,直方图均衡化后的灰度图及灰度变化曲线如图7所示。
由图7中水平方向与垂直方向上的灰度变化曲线可知,水平方向上的裂纹两侧灰度值发生了剧烈变化,且纵向变化区域200pixel~250pixel之间存在明显的明暗分界线。同样对磁极为45°,90°,135°时的磁光图像进行直方图均衡化处理,获得灰度图像和水平垂直方向上的灰度变化曲线,如图8所示。
由图7和图8可知,当磁极角度从0°~90°旋转时,励磁装置改变励磁角度时,垂直方向上的缺陷会越来越明显。当角度到达90°时,垂直方向上的缺陷最明显,磁光图像上缺陷的分界线位于像素150pixel~240pixel之间,且垂直裂纹两侧的灰度值发生剧变,而此时水平方向上的缺陷信息已经很难识别到。当励磁装置改变角度至135°时,水平方向上的缺陷重新显现,从灰度变化曲线中可以明显看出,两个方向上的裂纹交界处均有灰度数值剧变,都出现在200pixel附近,但跨度较大。

Fig.7 Gray images and gray curve images of cross crack
通过恒定磁场励磁下多角度励磁,验证了垂直通过裂纹的磁场产生的漏磁能最有效地使得磁光传感器成像,同时切向磁场也能使缺陷暴露,但变化区域不明显。
3.2 交变励磁装置多向励磁成像分析
交变励磁下所采集的磁光图像呈现3帧一个周期的变化。因此在每个角度励磁稳定后选取3帧连续的磁光图像,这3帧是不同励磁强度下获得的磁光图像。由于磁极的分布位置一样,不同的只是磁场强度,故对3帧图像进行图像融合[12],将3帧磁光图像上的特征融合呈现在一幅图像上[18-20]。融合后的图像如图9所示。
对融合后的灰度图像进行直方图均衡化处理。直方图均衡化灰度图和灰度曲线变化图如图10、图11、图12和图13所示。

Fig.8 Gray images and gray curve images of cross crack under different angle excitation
由图10可知,当励磁角度为0°时,可以得到明显的横向缺陷图像信息,从水平垂直灰度分布曲线上可以看到,裂纹的分界线位于垂直像素195pixel~220pixel处,两侧的图像灰度值变化明显;但纵向裂纹信息明显不足,从分布曲线上无法表现出来。
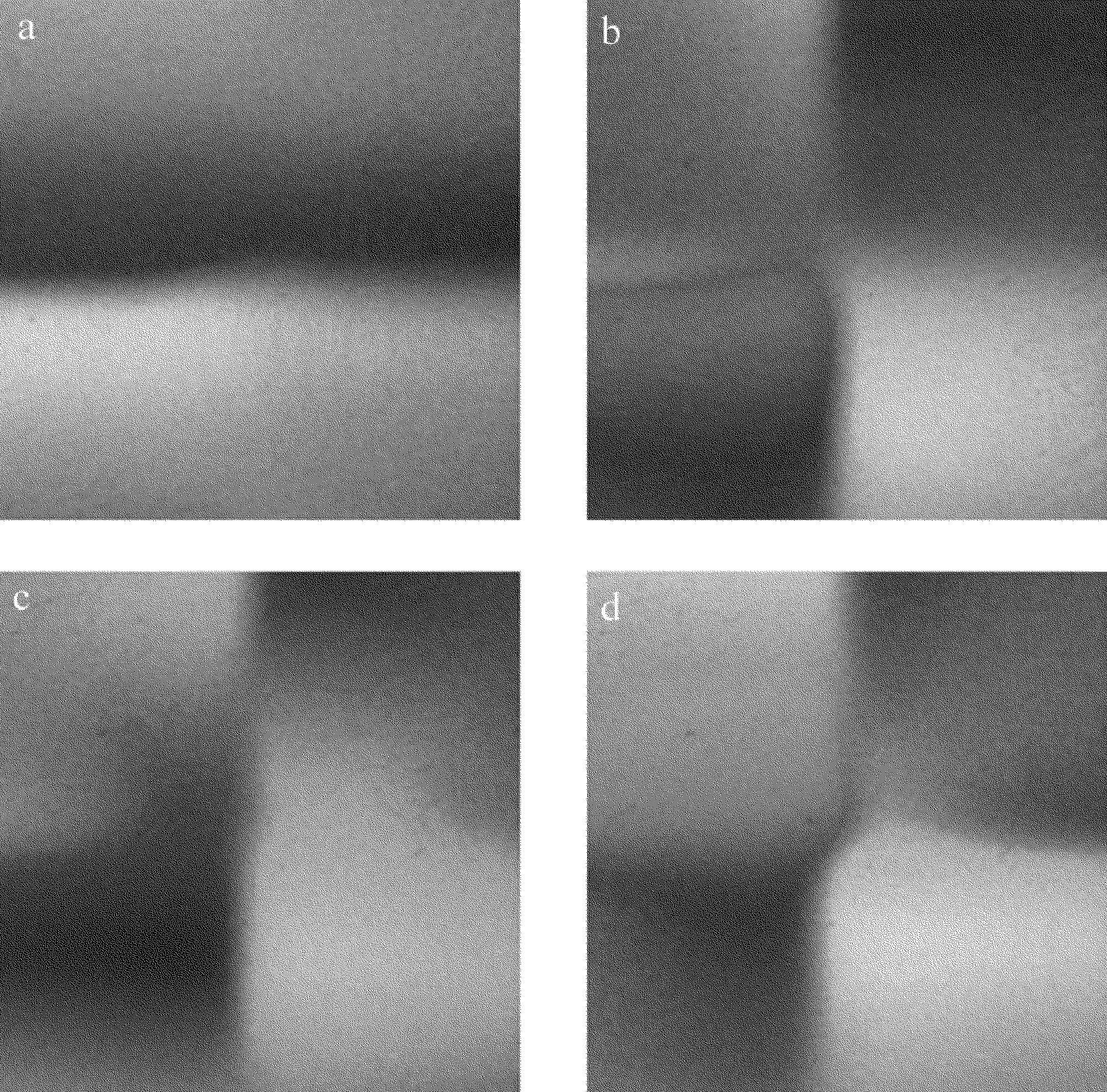
Fig.9 Fusion image of the cross-cracked magneto-optical imagea—0° b—45° c—90° d—135°

Fig.10 Grayscale image and gray curve image of transverse crack(0°)
由图11可知,当励磁角度为45°时,可以得到横向纵向两个角度的缺陷信息。从水平垂直灰度分布曲线上可以看到,横纵两个方向上的均能明显成像,裂纹的分界线位于200pixel两侧,均能呈现出明显的边界。但与0°励磁相比,横向裂纹的位置出现了轻微的上偏移。图中左边出现了两个边界,下边界靠近磁极,出现边界线向磁极放线弯曲的现象。此时纵向边界出现在180pixel~190piexl处。

Fig.11 Grayscale image and gray curve image of horizontal and vertical cracks(45°)
由图12可知,当励磁角度是90°时,可以得到纵向裂纹明显的缺陷信息,分界线位于190pixel~200pixel两侧,同时横向裂纹也有所显现,但过渡带太大,不能明显得到边界位置信息。
Fig.12 Grayscale image and gray curve image of longitudinal crack(90°)
由图13可知,当励磁角度为135°时,重新可以得到横向纵向两个角度的缺陷信息,从均衡化后的灰度分布曲线上可以看到,横纵两个方向上的均能明显成像,横向裂纹分界线位于190pixel~200pixel两侧,纵向裂纹分界线位于195pixel~205pixel均能呈现出明显的边界。与45°角励磁相比较,此时可以看到图像中上下两个边界线都向磁极所在区域发生弯曲。

Fig.13 Grayscale image and gray curve image of horizontal and vertical cracks(135°)
4 结 论
在单一角度励磁的情况下,无论是直流励磁还是交变励磁,磁光成像无损检测只能明显成像出垂直磁场方向的缺陷,而平行于磁场方向的缺陷很难明显成像,甚至无法成像。而多角度励磁有利于位置形态焊接缺陷的检测,特别是当缺陷向多个方向扩散时,采用多角度励磁的方式进行检测,可以有效避免由与励磁装置恰好平行于缺陷而造成的漏检。
直流励磁下获取的磁光图像,缺陷边界信息差值跨越50pixel~70pixel之多,这会使得边界的确定不明显,无法确认该位置是否存在缺陷和确定缺陷的具体位置。而采用交变磁励磁,缺陷边界覆盖范围在10pixel~20pixel,分辨率提高了40pixel~50pixel,有利于缺陷的精确定位,因此多角度励磁下交流励磁比直流励磁更能有效地确定缺陷是否存在,成像更为清晰,更有利于对缺陷的精确定位。
猜你喜欢
防爆电机(2022年4期)2022-08-17
大电机技术(2022年3期)2022-08-06
当代陕西(2022年6期)2022-04-19
娃娃乐园·综合智能(2021年12期)2022-01-18
河北电力技术(2021年2期)2021-07-29
河北电力技术(2021年2期)2021-07-29
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
电子制作(2018年1期)2018-04-04
幼儿教育·父母孩子版(2017年9期)2017-11-15