
大型煤化工项目净化工艺优化
2020-11-05 11:22任庆伟徐广才王东胜内蒙古荣信化工有限公司达拉特旗014300
化工设计 2020年5期
任庆伟 徐广才 王东胜 陈 丽 内蒙古荣信化工有限公司 达拉特旗 014300
某大型煤化工项目主要产品为甲醇和乙二醇,甲醇合成采用低压合成法技术,乙二醇采用合成气经草酸二甲酯加氢“两步法”制乙二醇工艺。净化装置主要包括变换单元、低温甲醇洗单元、一氧化碳深冷分离单元、变压吸附制氢单元。该装置主要作用是对来自气化装置的粗水煤气进行一氧化碳部分耐硫变换,回收热量及冷凝液,然后经低温甲醇洗脱硫、脱碳;净化后的合成气一部分去往甲醇合成装置,一部分进入一氧化碳深冷分离单元和变压吸附单元,制取乙二醇装置所需要的一氧化碳和氢气。针对本项目产品特点,本文提出三种工艺方案,并从技术、经济角度进行比较,最终选择性价比最优的方案进行设计。
1 净化工艺设计要求
1.1 甲醇合成装置对原料气的要求
根据甲醇合成反应特点,要求原料气中(H2-CO2)/(CO+CO2)≈2.0,原料气主要指标见表1。

表1 甲醇合成原料气主要指标
1.2 乙二醇装置对原料气的要求
本项目乙二醇装置采用合成气经草酸二甲酯加氢“两步法”生产乙二醇,以CO和H2为原料,即CO先与亚硝酸甲酯反应生成草酸二甲酯,草酸二甲酯再与氢气反应生成粗乙二醇,并通过精馏后得到精乙二醇产品。
乙二醇产品所需要的主要原料为一氧化碳、氢气,其主要指标见表2、表3。
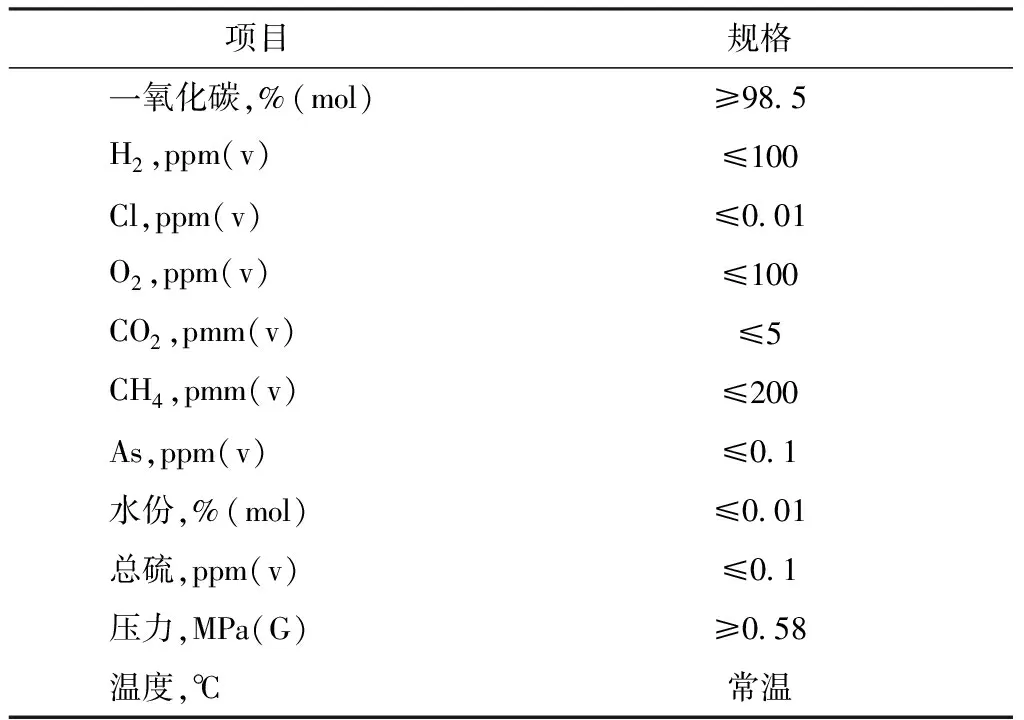
表2 一氧化碳主要指标
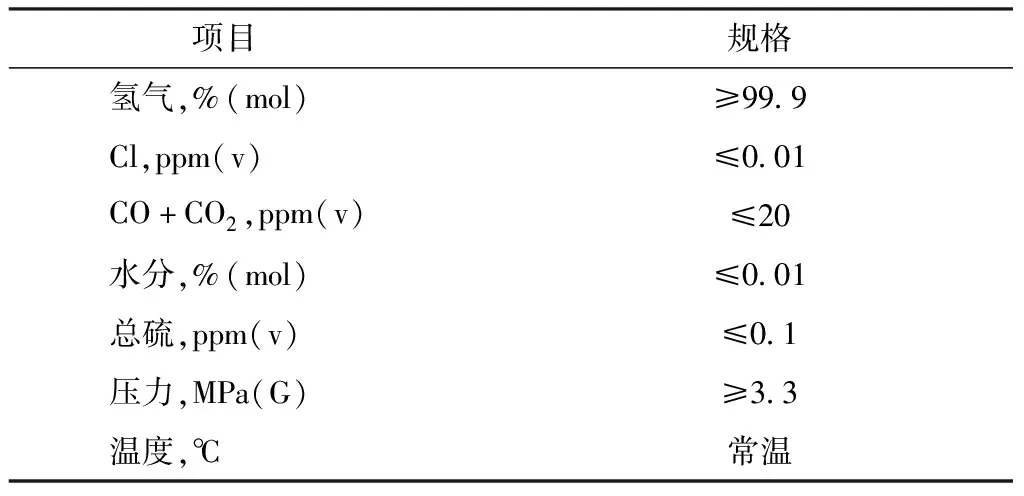
表3 氢气主要指标
1.3 净化工艺设计要点
1.3.1 变换工艺
采用“废锅-配气流程”。一段变换炉出口变换气设计一氧化碳浓度6.5%(mol干基),二段变换炉出口变换气设计一氧化碳浓度1.5 %(mol干基)。变换气和未变换气的比例根据甲醇和乙二醇装置的规模确定。
1.3.2 低温甲醇洗工艺
采用双吸收或三吸收、单再生半贫液流程。
送至变压吸附单元制备纯氢的净化气技术要求:CO2≤20 ppm(v),甲醇≤40 ppm(v),H2S+COS≤0.1 ppm(v),压力3.5 MPa(G),温度30℃。
送至甲醇合成装置的净化气技术要求:CO2=3.18%(mol),(H2-CO2)/(CO+CO2)≈2.0,H2S+COS≤0.1 ppm(v),压力5.4 MPa(G),温度30℃。
送至CO深冷分离单元的净化气技术要求:CO2≤20 ppm(v),甲醇≤60 ppm(v),H2S+COS≤0.1 ppm(v),压降≤0.2 MPa。
1.3.3 一氧化碳深冷分离单元
进入CO深冷分离装置的未变换净化气首先通过分子筛吸附器,脱除气体中CO2、CH3OH等组分,然后进入CO深冷分离冷箱,在冷箱内通过一级、二级冷却器冷却至-181℃进入富氢气分离器,产生的富氢气通过复热之后送至富氢透平;产生的富CO液体首先进入H2汽提塔,分离出CO液体中溶解的H2组分;然后CO液体进入脱甲烷塔分离出CH4组分,塔顶的纯CO气体通过复热之后送至下游乙二醇装置;塔底的CH4液体通过节流和复热之后,作为燃料气进入全厂燃料气管网。冷箱装置所需的冷量采用氮气压缩机循环制冷。CO产品气要求:CO≥99%(mol),H2≤100 ppm(v),CH4≤100 ppm(v),CO回收率≥85%,压降≤0.25 MPa,CO产品气量33259 Nm3/h,压力5.4 MPa(G),温度30℃。
1.3.4 变压吸附制氢单元
深冷分离的富氢气和变换净化气汇合后进入变压吸附装置,净化气中的CO、CO2、CH3OH等组分被吸附,氢气则进入乙二醇装置作为原料气,解吸气经压缩机压缩后去甲醇合成装置。采用12塔PSA制氢流程,单系列。氢气产品气要求:H2≥99%(mol),CO+CO2≤20 ppm(v),CH4≤100 ppm(v),氢气回收率≥93%,压力3.3 MPa,产品气量69146 Nm3/h。解吸气压力≥0.03 MPa。
1.3.5 富氢气透平
低温甲醇洗送出的变换净化气及深冷分离后的富氢气压力为5.4 MPa,乙二醇要求的氢气压力为3.3 MPa,该部分气体压差采用气体透平的方式回收能量,配套发电机。
2 净化工艺方案比选
2.1 方案一:一段变换+低温甲醇洗双塔吸收
本方案变换工艺采用一段变换,轴径向变换炉,直径Ф3800 mm,催化剂装填量95 m3,进变换的有效合成气量为217893 Nm3/h,变换炉出口变换气一氧化碳含量为6.5%(mol)。
低温甲醇洗采用双吸收单再生流程,1#洗涤塔用于吸收未变换气中CO2和H2S,2#洗涤塔用于吸收变换气中CO2和H2S。1#洗涤塔(未变换气)处理气量为212460 Nm3/h,2#洗涤塔(变换气)处理气量为372500 Nm3/h。1#洗涤塔167169 Nm3/h净化气分为两路,一路进入CO深冷分离单元,一路进入甲醇合成装置。2#洗涤塔中抽引出脱碳气供甲醇合成,洗涤塔顶出气52335 Nm3/h、压力5.4 MPa经富氢透平回收势能后进入变压吸附制氢。
一氧化碳深冷分离单元:CO产品气量为33259 Nm3/h,压力0.7 MPa,送至乙二醇装置。富氢气34971 Nm3/h、压力5.4 MPa经富氢透平回收势能后降压至3.3 MPa,进入变压吸附制氢。
变压吸附采用12塔PSA制氢流程,处理气量87306 Nm3/h,将CO、CO2等杂质吸附下来,氢气纯度在99.9%以上,氢气回收率93%。解吸气18160 Nm3/h经功率3480 kW的压缩机升压后送至甲醇合成装置。工艺流程见图1。
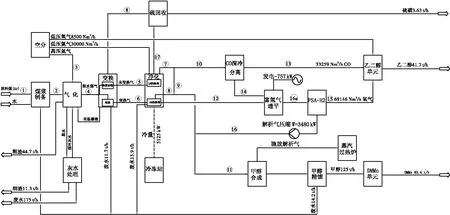
图1 方案一工艺流程
2.2 方案二:二段变换+低温甲醇洗双塔吸收
本方案变换工艺采用二段变换,轴径向变换炉,一段变换炉直径Ф3800 mm,催化剂装填量95 m3,变换气全通过二段变换炉,直径Ф3500 mm,催化剂装填量70 m3,进耐硫变换的有效合成气量为183482 Nm3/h,变换炉出口变换气CO含量为1.5%(mol)。
低温甲醇洗采用双吸收单再生流程,1#洗涤塔用于吸收未变换气中CO2和H2S,2#洗涤塔用于吸收变换气中CO2和H2S。1#洗涤塔(未变换气)处理气量为256019 Nm3/h,2#洗涤塔(变换气)处理气量为329043 Nm3/h。1#洗涤塔201443 Nm3/h净化气分为两路,一路进入CO深冷分离单元,一路进入甲醇合成装置。2#洗涤塔中抽引出脱碳气供甲醇合成,洗涤塔顶出气(47997 Nm3/h、压力5.4 MPa)经富氢透平回收势能后进入变压吸附制氢。
一氧化碳深冷分离单元:分离后的CO纯度在99%以上,CO回收率85%。CO产品气量为33259 Nm3/h,压力0.7 MPa,送至乙二醇装置。富氢气34845 Nm3/h、压力5.4 MPa经富氢透平回收势能后降压至3.3 MPa,进入变压吸附制氢。
变压吸附采用12塔PSA制氢流程,处理气量82842 Nm3/h,将CO、CO2等杂质吸附下来,氢气纯度在99.9%以上,氢气回收率93%。解吸气13696 Nm3/h经功率2626 kW的压缩机升压后送至甲醇合成装置。工艺流程见图2。
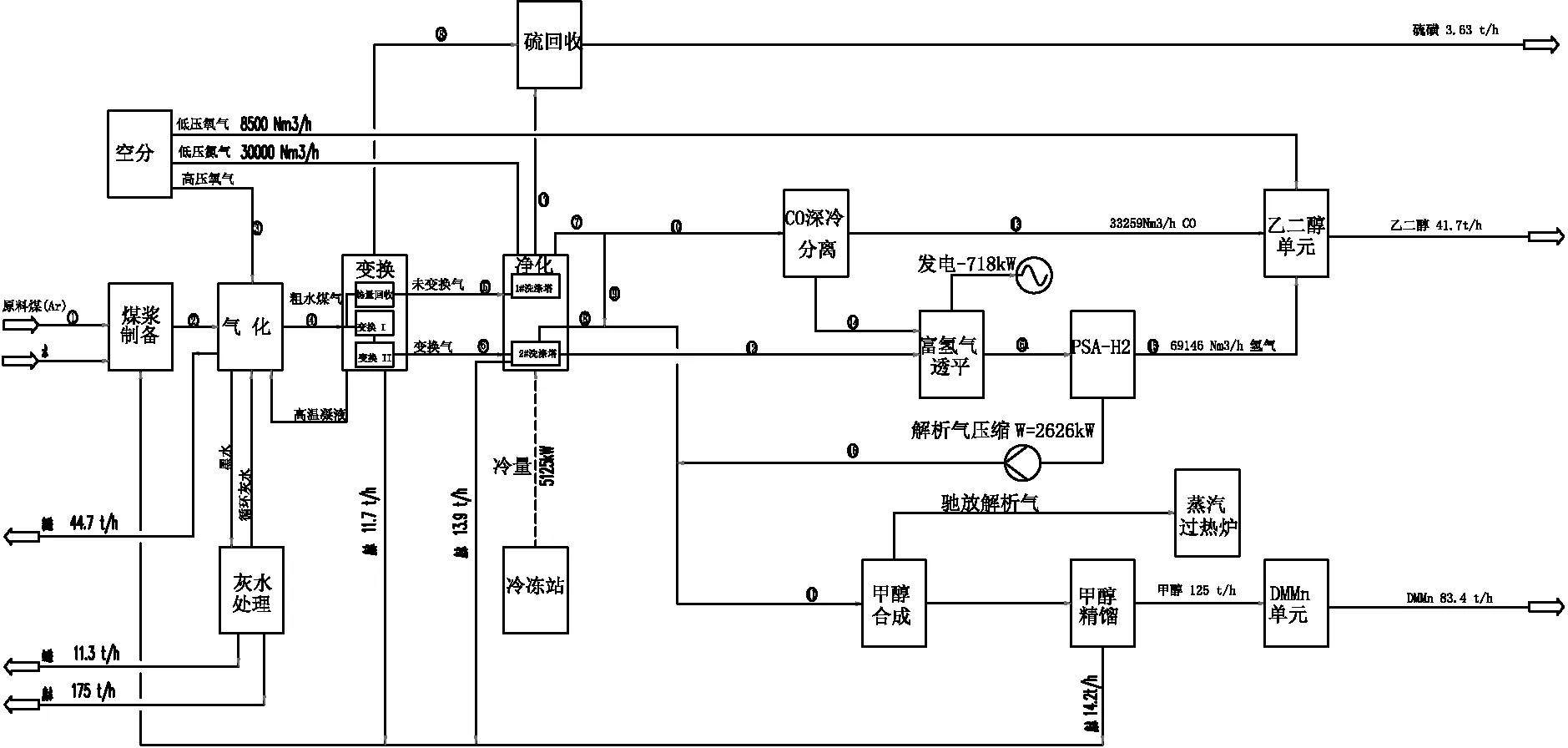
图2 方案二工艺流程
2.3 方案三:二段变换+低温甲醇洗三塔吸收
本方案变换工艺采用二段变换,轴径向变换炉,一段变换炉直径Ф3800 mm,催化剂装填量95 m3,变换气部分通过二段变换炉,直径Ф2000 mm,催化剂装填量35 m3,进耐硫变换的有效合成气量为183482 Nm3/h,一段变换炉出口CO含量为6.5%(mol),二段变换炉出口CO含量为1.5%(mol)。
低温甲醇洗采用三吸收单再生流程,1#洗涤塔用于吸收未变换气中CO2和H2S,2#洗涤塔用于吸收甲醇合成变换气中CO2和H2S,3#洗涤塔用于吸收PSA制氢变换气中的CO2和H2S。其中,1#洗涤塔(未变换气)处理气量为87312Nm3/h,2#洗涤塔处理气量为411489Nm3/h,3#洗涤塔处理气量为85672Nm3/h。1#洗涤塔净化气进入CO深冷分离单元。2#洗涤塔净化气供甲醇合成,3#洗涤塔净化气供变压吸附制氢。
一氧化碳深冷分离单元:分离后的CO纯度在99%以上,CO回收率85%。CO产品气量为33259Nm3/h,压力0.7MPa,送至乙二醇装置。富氢气35019Nm3/h、压力5.4MPa经富氢透平回收势能后降压至3.3MPa,进入变压吸附制氢。
变压吸附采用12塔PSA制氢流程,处理气量82888 Nm3/h,将CO、CO2等杂质吸附下来,氢气纯度在99.9%以上,氢气回收率93%。解吸气13742Nm3/h经功率2635kW的压缩机升压后送至甲醇合成装置。
工艺流程见图3。

图3 方案三工艺流程
2.4 方案比选
方案一、方案二、方案三对比见表4。
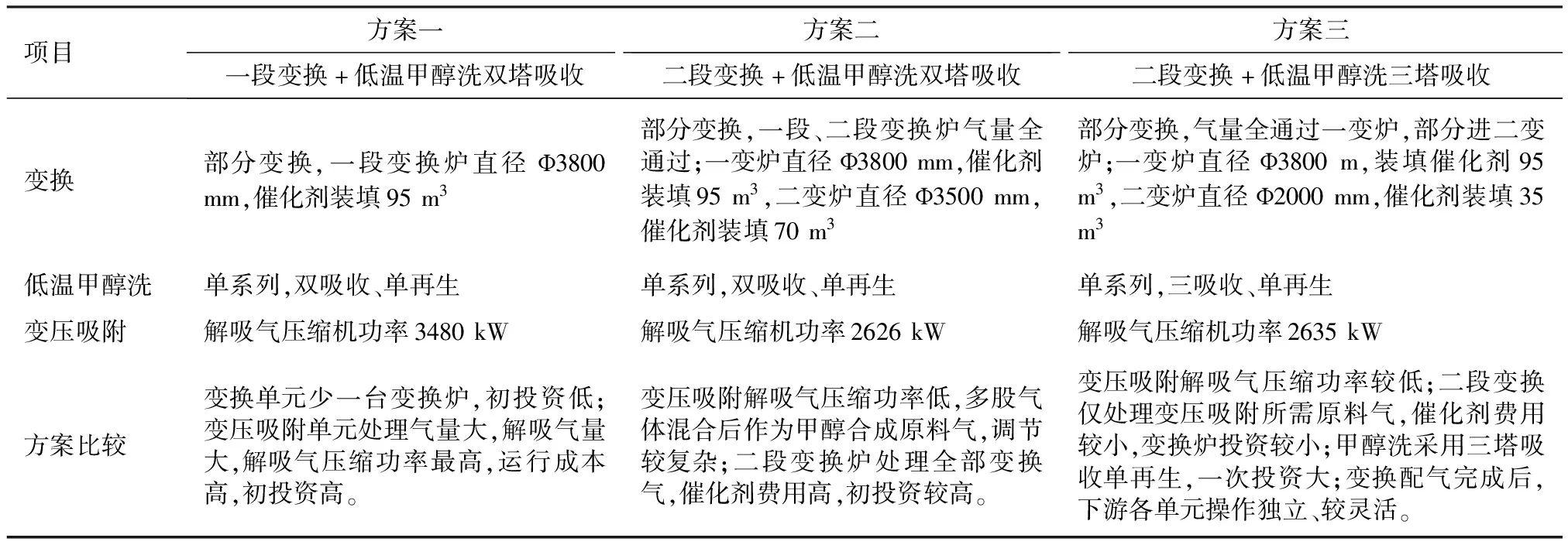
表4 三种方案对比
通过方案对比,结论如下:
从技术方面分析,方案一采用一段变换,变换气一氧化碳含量较高,变压吸附进气量较方案二增加5%,解吸气量较方案二增加25%,解吸气压缩机功耗增加854 kW;方案二、方案三变换气一氧化碳含量低,变压吸附解吸气量小,方案三采用三塔吸收流程,甲醇净化气与乙二醇净化气分开处理,操作上较为简单。总之,方案二、方案三技术上更为合理。
从经济性方面分析,方案一采用一段变换,变换单元初投资小,但变压吸附投资大,解吸气压缩机耗电量大,总体运行成本高;方案二较方案一投资增加约1000万元,但运行成本减少340万元/年,三年可收回投资;方案三低温甲醇洗采用三塔吸收,投资增加约5000万元,初投资较大。
综上所述,方案二技术上较为合理,运行成本低,性价比最高,因此本项目净化工艺方案选择方案二。
3 结语
本项目净化工艺采用方案二进行设计是合理的,满足了甲醇和乙二醇对原料气的不同要求,同时做到了运行成本最优。
(1)变换采用二段深度变换。
(2)低温甲醇洗采用双吸收单再生半贫液流程,富氢透平回收势能发电,能耗降低约20%。
(3)采用一氧化碳冷箱实现一氧化碳、氢气、甲烷低温分离,氮气循环压缩制冷,运行稳定可靠。
(4)采用PSA变压吸附制氢,氢气回收率≥93%,解吸气全部回收作为甲醇装置原料气。
整个工艺设计充分体现了高效、节能、环保的设计理念,对大型煤化工净化工艺设计有一定的借鉴意义。
猜你喜欢
化工管理(2022年5期)2023-01-03
石油石化节能(2022年12期)2022-12-30
中国应急管理科学(2022年2期)2022-05-23
电气技术(2022年4期)2022-04-28
煤炭与化工(2022年1期)2022-03-19
化工管理(2021年28期)2021-10-29
冰雪运动(2021年2期)2021-08-14
当代化工(2015年6期)2015-10-21
祝您健康(1989年1期)1989-12-30
