
环形阵列超声换能器的全聚焦成像方法及其应用
2020-11-05 09:46:14李文涛周正干李洋
航空学报 2020年10期
李文涛,周正干,李洋
1.北京航空航天大学 机械工程及自动化学院,北京 100083 2.中国科学院声学研究所 声场声信息国家重点实验室,北京 100191
阵列超声无损检测技术是一种多通道超声技术,采用一组相互独立的压电晶片构成阵列换能器,通过设计不同的阵元晶片形状及其排列方式,结合特定的声束控制算法能实现多种结构和材料构件的高精度、快速检测[1]。目前,一维线阵超声换能器和二维矩阵超声换能器在理论研究和工业应用中最为广泛。线阵超声换能器结构简单,制作成本低,声束控制算法相对比较简单,已经在航空航天、核电等重要领域得到了广泛应用[2-3]。矩阵超声换能器可以实现超声波声束在三维空间内的偏转和聚焦,但由于其阵元数目多、声束控制算法复杂,在构件的缺陷检测应用和三维成像等方面的研究大多处于实验室阶段[4]。区别于线阵和矩阵超声换能器,环阵超声换能器的单个阵元尺寸较大且为完全轴对称分布,能用较少的阵元数量在中心轴线上产生高分辨率的聚焦声场[5-6]。然而,采用激励时间延时的聚焦算法只能对某一聚焦深度区域进行聚焦,能量在检测试样中不同深度分布不均匀,导致在检测高衰减材料时不同深度的缺陷幅值差异过大[7];另一方面,由于环阵超声换能器在阵元排列方式上也只是一维换能器,且只能实现声束在中心轴线上的聚焦[8],不能像线阵或矩阵超声换能器那样在不移动换能器的情况下实现检测工件内部的二维/三维成像,使得采用环阵超声换能器的检测效率低、检测结果难以图像化。
针对上述问题,首先根据声场分布理论分析了不同阵列换能器在三维空间声场分布特点;然后结合环阵超声换能器的结构特点和声场分布特性,提出了一种基于全聚焦算法的环阵超声换能器的检测成像及优化方法,可沿轴线方向设置远超相位控制方法能力极限的聚焦点数量;最后建立了阵列超声换能器的C扫描检测软硬件系统,将全聚焦检测方法从手动扩展到了自动化检测,实现了基于环阵全聚焦算法的实时C扫描及三维成像检测,并针对3D打印钛合金试样展开了对比验证实验,实验结果表明所提出的环阵全聚焦成像检测方法在大厚度、高衰减材料的无损检测方面具有良好的应用前景。
1 声场分布理论与全聚焦算法
1.1 阵列超声声场能量分布
阵列超声的合成声束能量是影响检测回波信号幅值和信噪比的重要因素,因此首先对环阵超声换能器三维声场能量的分布情况进行研究。超声波的传播实质上是压力、位移及能量传播的波动过程,可以用弹性波动力学进行分析。在各向同性介质中的弹性波位移场可表示为[9-10]
(1)

(2)
式(2)为波动方程的互易定理,ST为换能器的阵元面积;n为该空间区域的维数;V表示围成阵元整个边界的外侧。它的意义在于建立了当前介质内任意两点的物理状态间的关系,在超声检测应用中利用互易定理能够简单地计算出换能器的激发声场。
首先假设满足波动方程式(1)的两个解:
(3)
(4)
为了表述方便,将式(4)中的x与y进行互换并化简后表示为
(5)
(6)

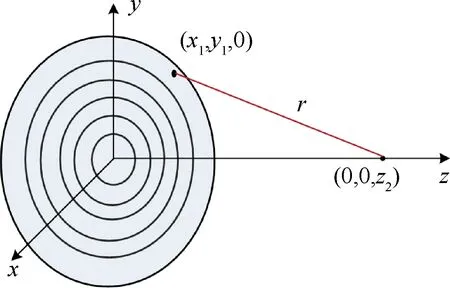
图1 环阵超声换能器的聚焦声场计算示意图Fig.1 Calculation diagram of focusing sound field of annular ultrasonic transducer
(7)

(8)
将求解结果式(6)~式(8)代入式(5)化简,并进行傅里叶逆变换得
(9)
式中:Vn为阵元的激励信号。将其代入式(9)可计算出某一阵元的辐射声场。对于辐射空间内的任意点,可采用式(10)对换能器的N个阵元声压进行叠加得到合成声束的总声压。对于多层介质,可通过Snell定律确定各个阵元声束在交界面的位置,确定各个阵元离散点的传播路径,进而对入射和折射声束的声场分布进行计算。

(10)
图2所示是频率均为5 MHz的32阵元线阵、64阵元面阵及16阵元环阵分别在聚焦深度50 mm处的单层介质中的三维声场分布情况。由图中可见:线阵超声换能器在沿阵元排列的方向有较强的声束聚焦能力,但是由于在沿阵元长度的方向不能实现聚焦导致能量散射,如图2(a)所示,这种焦斑沿轴向分布不对称会影响C扫描结果中缺陷成像的准确性。矩阵超声换能器虽然在三维空间中各个方向均可实现聚焦,但是焦柱较长,主瓣能量不够集中,如图2(b)所示。另一方面,线阵超声换能器和矩阵超声换能器一般采用的阵元数量较多、数据处理量大,在进行实时C扫描成像时对硬件和软件的处理性能要求较高。如图2(c)所示,环阵超声换能器能用较少的阵元数量实现更加集中的主瓣能量分布,沿着换能器轴线方向有更优的声场聚焦特性。然而,在实际检测中,阵列超声换能器所能设置的动态聚焦点数量存在上限,因此提出一种基于环阵超声换能器的全聚焦检测算法以最大化程度提高其沿轴线方向的聚焦点数量。

图2 不同阵列超声换能器在单层介质中的聚焦声场Fig.2 Focusing sound field of different array ultrasonic transducers in monolayer medium
1.2 环阵全聚焦成像算法及优化
通常所采用的线阵超声换能器的全聚焦成像区域是一个二维截面区域[12],所得到的全矩阵数据量很大,在现有大部分硬件条件下难以实现基于线阵超声换能器的实时全聚焦C扫描检测。根据环阵超声换能器在三维空间内可轴向聚焦的特点,将单次检测区域设定为沿换能器轴线方向的区域,对该区域进行逐点虚拟聚焦实现检测区域的近似无穷聚焦,大大提高了采用常规动态聚焦算法的聚焦点数量,如图3所示。
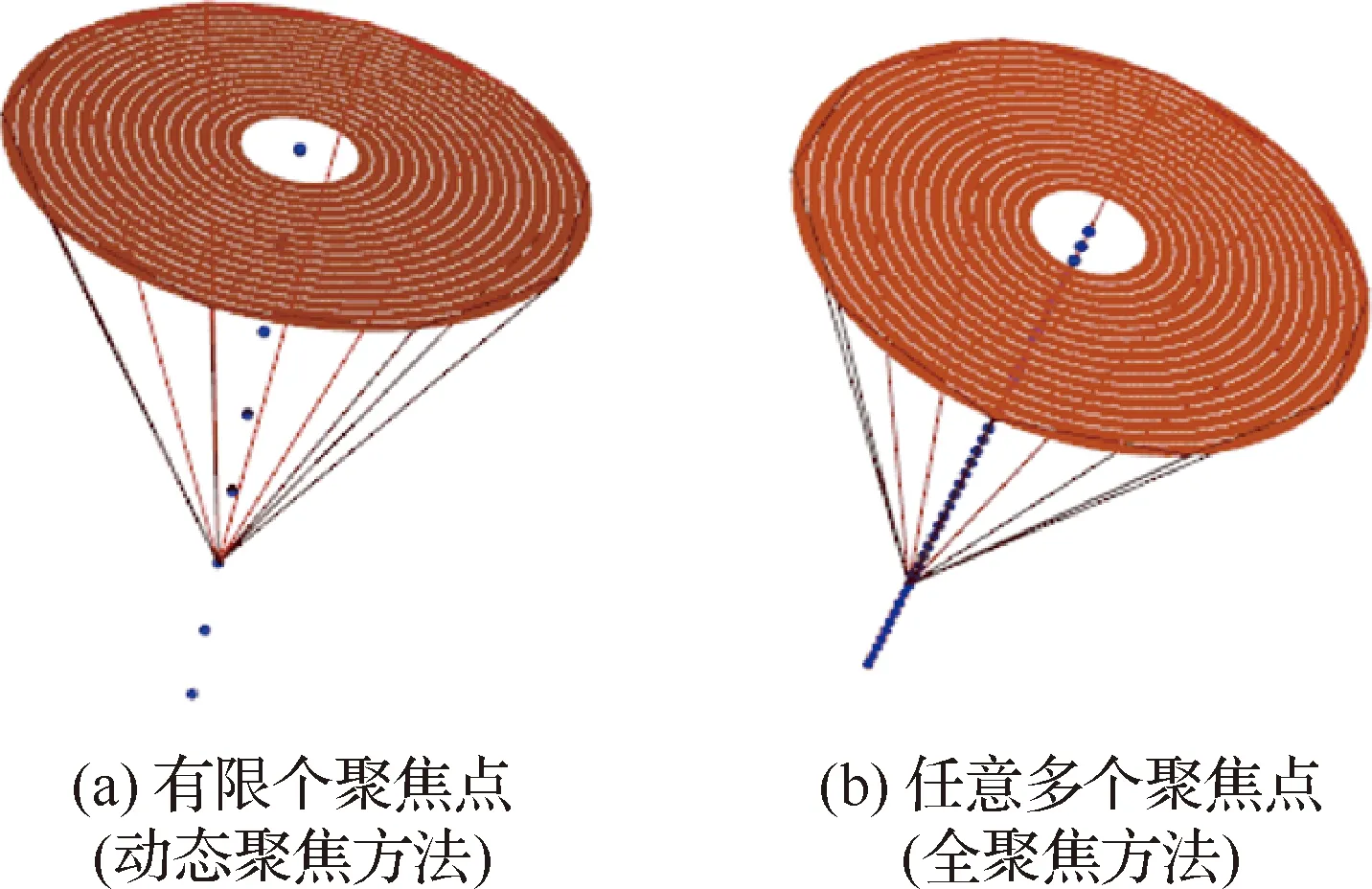
图3 不同聚焦算法在轴线方向的聚焦能力对比Fig.3 Comparison of focusing ability of different focusing algorithms in axial direction
针对单个检测区域,将环阵超声换能器内所有阵元依次作为发射-接收阵元组合,所采集到的超声回波时域信号是包括发射阵元序列、接收阵元序列和时间采样点数的三维数据,即全矩阵数据[13-14]。环阵超声换能器全矩阵数据采集的过程与采用线性阵列换能器相似,可归纳为:首先,激发环阵超声换能器的阵元1,并让换能器的所有阵元晶片进行回波信号的并行接收,如图4(a)所示。其次,将采集到的回波数据定义为S1r(N),其中r=1,2,…,N,回波数据中包含了每个时间采样点接收信号的幅值,共N组数据,即图4(b)中的第1行数据,T表示发射阵元,R表示接收阵元。最后,按照上述采集步骤,依次激发环阵超声换能器中各个阵元,共获得N×N组回波数据。由于环阵超声换能器阵元数目少,其采集耗时和数据量均远小于其他换能器。

图4 环阵的全矩阵数据采集示意图Fig.4 Schematic diagram of full matrix data acquisition of annular array
采用全矩阵数据可对中心轴线上任意一点进行虚拟聚焦,利用合成幅值信息实现图像表征。
对于规则的矩形试样和楔块,环阵全聚焦算法的原理如图5所示。选取试块上表面中心为坐标系原点O,建立二维直角坐标系xOz。通过采集到的全矩阵数据和传播时间,依次对轴线上每一个离散点的幅值进行叠加,可获得试件内部沿轴线方向上不同深度的成像信息[15]。

图5 环阵超声换能器的全聚焦成像检测方法Fig.5 Testing method of total focusing imaging for annular array ultrasonic transducer
针对轴线上任意的虚拟聚焦点(0,z),由费马原理确定超声波由阵元i激励传播到该虚拟聚焦点再被阵元j接收时在楔块-试样界面的折射点的横坐标(xt,0)和(xr,0),θt和θr分别为声波从发射和接收折射点传播至虚拟聚焦点的偏转角度,则传播所需时间的总和为
t(0,z)=
(11)
式中:cw为楔块声速;cs为被测试样声速;h为耦合介质的高度。在检测具有各向异性的高衰减材料时,试件内部声速随传播角度的不同而不同,需利用声波群速度速结果对成像算法进行校正。增材制造钛合金构件各向异性修正的前提是假设材料是均匀分布的,在均匀性假设下,介质内任一点的速度分布是相同的。因此,利用线阵超声换能器全矩阵数据的采集方法直接测量声波群速度随传播角度变化的值[16],进而对各向异性材料的环阵全聚焦算法进行校正。当试样上下表面平行时,试样任意厚度平面上的声波群速度始终与表面法线对称,定义试样上表面中心为坐标系原点O,测量原理图如图6所示。
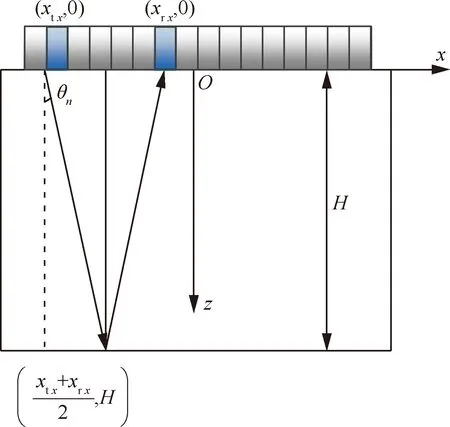
图6 基于线阵超声换能器全矩阵数据采集的群速度测量方法Fig.6 Measurement method of group velocity based on linear array ultrasonic transducer full matrix data acquisition
在上述假设条件下,当发射阵元xt x发射声波,接收阵元xr x接收时试样底面反射点的位置为{(xt x+xr x)/2,H},其中H为试样在z方向上的厚度,此时声束的传播角度为
(12)
因为xt x-xr x可根据换能器的参数计算得到,试样厚度H已知,根据底面回波的接收时间ttr可计算出角度为时的试件实际的声波群速度为
(13)
最后,为提高检测成像精度,在硬件条件允许的情况下,将换能器中心轴线离散成尽可能多的虚拟聚焦点,实现沿深度方向上的高分辨率检测。针对某一目标聚焦点,即成像检测的点,利用延时法则将环阵超声换能器中所有发射-接收阵元组合的超声回波信号在该点叠加,获得聚焦点(0,z)的幅值为
(14)
式中:Sij(tij(0,z))是由阵元i激励、阵元j接收的超声回波信号中表征目标点(0,z)的幅值信息。因此,可以通过扫查系统获得被测区域内每一个虚拟聚焦点的幅值,进而对检测试件进行超声成像和评价。
2 检测实验验证
2.1 试样及实验设置
验证实验的被测对象为采用激光立体成形技术而成的钛合金试样,如图7(a)所示,3D打印构件是一种 “整体焊接”结构,其内部主要存在的缺陷的类型主要为气孔、孔洞等体积型缺陷。3D打印制造工艺的特殊性使得声波在试样内部传播时会产生扭曲和强衰减[17],采用常规单通道聚焦换能器只能检测某一深度缺陷,同时3D打印构件各个位置声衰减特性差异较大,基于底面回波信号超声成像方法几乎无法检测[18]。试样是1个边长为55 mm的正方体,位于试样相邻的3个表面分别加工有深度为5.0 mm、直径为0.8 mm的平底孔,其中沿沉积方向加工的孔标注为缺陷1,其他两个孔分别标注为缺陷2和缺陷3,如图7(b)所示。声束沿任意一个表面入射时,竖直的投影方向均包括一个平底孔缺陷和两个横孔缺陷,用于模拟3D打印试样的内部缺陷。
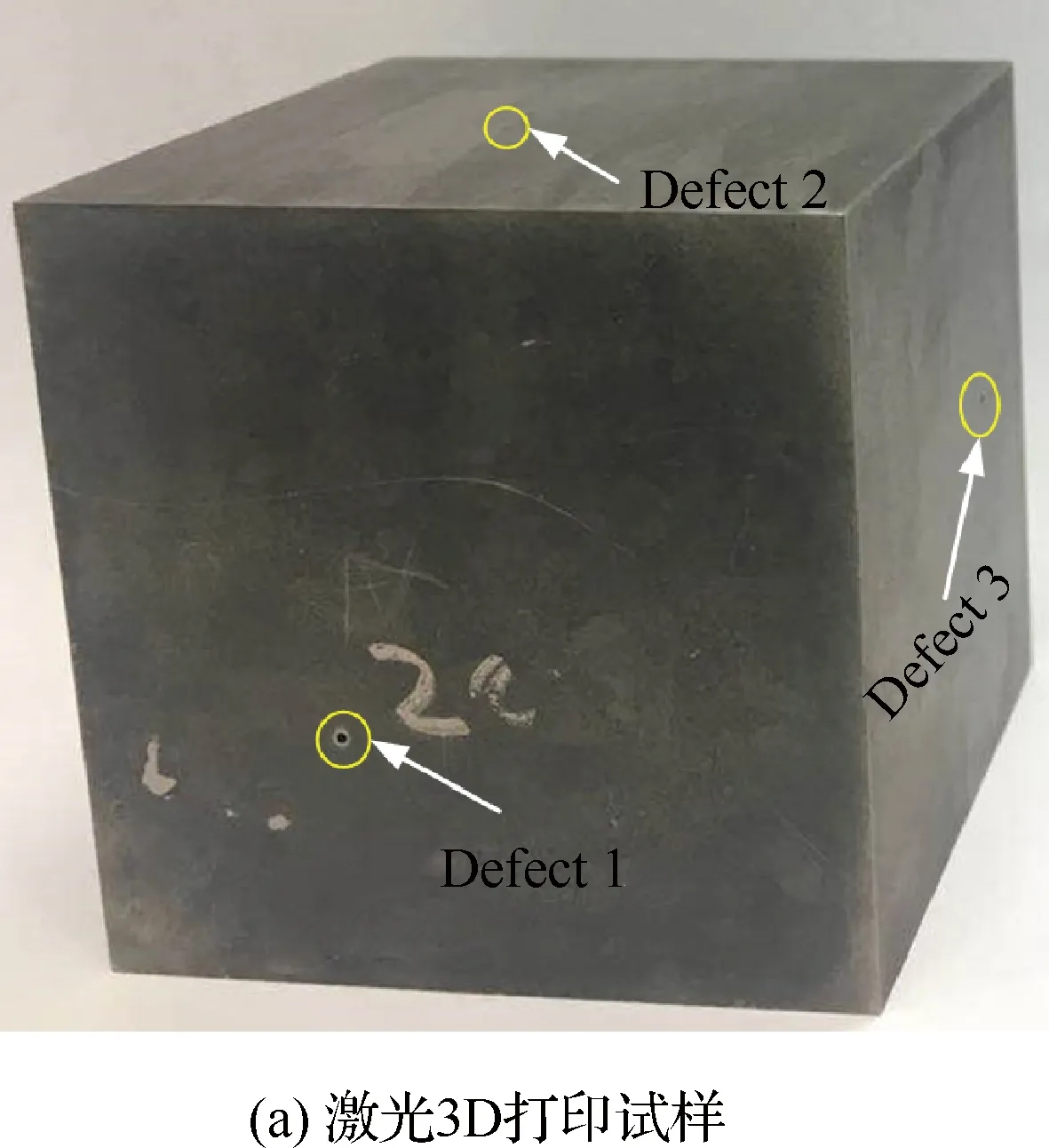
图7 激光3D打印TC 18钛合金试样及预埋缺陷Fig.7 3D-printed specimen of TC 18 titanium alloy and defect distribution
基于上述检测理论,搭建了阵列超声自动扫查及成像的水浸C扫描系统对3D打印的钛合金试样进行检测[19]。所采用的环阵超声换能器的参数如表1所示。检测声波的激励/接收硬件采用美国AOS公司生产的128/128通道的阵列超声板卡。检测成像软件利用板卡所提供的API接口函数进行开发而成,并基于图形处理器利用统一计算设备架构 (Compute Unified Device Architecture,CUDA)的并行计算方法提高了成像软件的数据处理能力,避免了采用全聚焦方法检测时C扫描图像的丢点现象[20]。

表1 环阵超声换能器参数Table 1 Parameters of annular array ultrasonic transducer
首先将检测成像区域定为沿环阵超声换能器轴向的线形区域。然后将待检试件沿步进方向进行离散,对于离散出的每个截面区域,再沿扫查方向离散,所得的各线形区域就是一个个检测区域,如图8所示,整体扫描方式为“弓”字型扫描。针对单个检测区域,根据精度要求和检测硬件性能将线形检测区域离散成一定间隔的虚拟聚焦点,并对每个离散点进行虚拟聚焦处理,提取环阵超声换能器轴线上各点的幅值信息以表征检测区域特性。最后,利用自动扫查系统得到试样内部各离散区域的全矩阵数据,实现整个试样的全聚焦C扫描成像。

图8 基于环阵超声换能器全聚焦成像的C扫示意图Fig.8 Schematic of Total Focusing Method (TFM) C-scan inspection using annular array ultrasonic transducer
2.2 检测结果与讨论
实验选择图7(b)所定义的XOY面(垂直于沉积方向的面)作为声波入射的检测面,基于式(13)对声波群速度随角度变化进行测量。采用64阵元的线阵超声换能器布置在XOY表面所测量得到结果所如图9所示,对所得到的64个不同角度的声波群速度测量结果进行拟合。然后,将式(11)中cs表示为cs(θi)(i=1,2,…,64),利用拟合曲线公式校正各虚拟聚焦点的实际传播时间t(0,z)。最后,利用校正后的传播时间索引全矩阵数据中的信号幅值进行叠加,实现了3D打印钛合金试样环阵全聚焦成像算法的优化。

图9 声波从XOY面入射时的群速度测量结果Fig.9 Results of group velocity measurement when waves incident from XOY plane
为了对比环阵全聚焦方法的检测结果,基于表1所示的环阵超声换能器,分别采用动态聚焦方法和全聚焦方法的对3D打印钛合金试样进行了C扫检测实验。设置扫查水距为20 mm,扫描歩距为0.4 mm,成像闸门包含整个试样的内部区域,提取闸门范围内信号强度的最大值进行成像。采用动态聚焦方法时,从距离试样上表面5~50 mm 以5 mm的间隔共设置10个聚焦点,采用全聚焦算法时轴线虚拟聚焦点的离散间隔为0.2 mm,扫描速度为15 mm/s。
图10(a)和图10(b)分别为基于动态聚焦算法和全聚焦成像算法在XOY平面的C扫描检测结果,图像中任意一点(x,y)处的成像数值代表该点至底面回波之间轴线上所有点信号强度的最大值。可以看出:采用常规的动态聚焦算法时检测图像的信噪比较低,平底孔和两个横孔缺陷在不同方向上产生了一定的形状“畸变”,这是因为常规聚焦方法在沿试件深度方向的能量分布不均匀,声束受3D打印材料内部组织的各向异性和高散射性质影响较大。从采用环阵超声换能器TFM成像的C扫描结果中可以明显看出一个平底孔和两个横孔的缺陷成像结果,且缺陷形貌没有发生畸变。采用-6 dB法分别对采用动态聚焦和全聚焦算法成像结果中的三个缺陷进行定量,测量数据如表2所示,全聚焦成像结果中缺陷定量的平均尺寸误差在8%以内。此外,将各个虚拟聚焦位置的合成幅值信息作为三维成像的体数据,利用光线吸收模型将三维图像序列中的颜色值进行累加得到用于渲染图像的颜色值,最后将所有像素颜色值生成二维纹理映射在指定区域实现基于环阵全矩阵数据的C扫描三维成像结果,能更加直观地显示内部缺陷的形貌、位置和深度信息,如图10(c)所示。
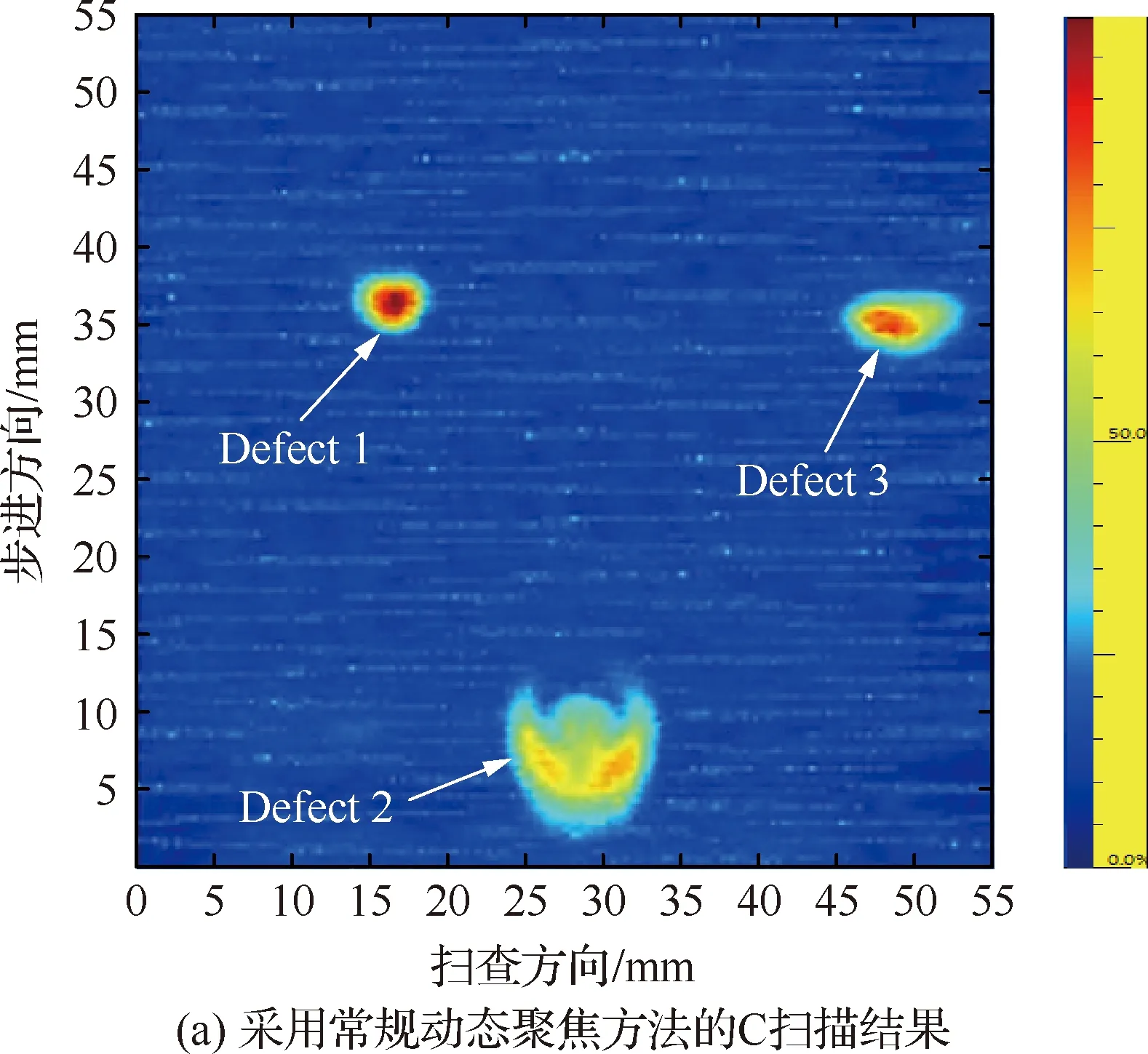
图10 环阵超声换能器不同聚焦算法的检测结果Fig.10 Inspection results of different focusing algorithms for annular array ultrasonic transducer

表2 试样缺陷尺寸定量结果对比Table 2 Comparison of quantitative results of specimen defect size
3 结 论
1) 通过建立三维声场分布模型分析了不同阵列超声换能器聚焦特性,发现环阵超声换能器可以利用较少的阵元产生更强聚焦声束能量,且在空间内完全对称分布。
2) 所提出的环阵超声换能器全聚焦成像算法有效利用了其声场优势,同时数据计算量小,结合CUDA并行计算方法实现了基于全矩阵数据的阵列超声实时全聚焦C扫描成像,但是其最大扫描速度约为20 mm/s,与工业应用中的单通道超声检测系统仍有一定差距。
3) 针对具有高衰减特性和各向异性的3D打印钛合金试样,环阵超声换能器的全聚焦扫查结果能更准确地表征试样内部不同深度和位置的预埋缺陷。三维成像结果显示环阵超声换能器有较大的近场,在检测薄壁结构或近表面缺陷时需做进一步优化。
猜你喜欢
装备维修技术(2021年47期)2021-07-12 20:05:17
无损检测(2021年6期)2021-07-01 10:11:08
装备维修技术(2021年46期)2021-03-07 00:07:01
铁道通信信号(2020年12期)2020-03-29 06:21:56
下一代英才(酷炫少年)(2019年3期)2019-03-25 02:34:12
家庭影院技术(2018年11期)2019-01-21 02:20:54
下一代英才(酷炫少年)(2018年12期)2018-12-29 11:26:18
综合智慧能源(2018年11期)2018-12-18 11:47:16
下一代英才(酷炫少年)(2018年10期)2018-11-23 01:05:32
下一代英才(酷炫少年)(2018年4期)2018-04-28 08:29:43
