
Q235B+TP316L不锈钢复合板焊接工艺研究
2020-11-04 08:07黄彦博刘智慧
金属加工(热加工) 2020年9期
黄彦博,刘智慧
德阳东汽电站机械制造有限公司 四川德阳 618000
1 序言
某项目凝汽器汽水侧端板均为厚(55+5)mm的Q235B+TP316L不锈钢复合板。不锈钢复合板是由复合层(不锈钢)和基层(碳素钢)复合轧制而成的双金属,由复合层保证耐蚀性能,强度主要靠基层获得,这样可以节约大量不锈钢,降低工程造价,具有良好的经济价值。同时,不锈钢复合板的价格大大低于同规格纯不锈钢的价格,具有不锈钢的耐腐蚀、耐磨损、高导热等特性以及碳素钢良好的焊接性能,且强度高。因此,不锈钢复合板被广泛用于石化、电力设备、水利等行业[1]。
然而,由于不锈钢复合板的两种材质具有不同的化学成分和物理性能,因此在焊接过程中,很容易造成碳及合金元素的扩散,引起焊接接头性能恶化,影响焊接质量。为了避免不锈钢层和基层界面处出现的合金元素稀释、碳元素迁移等,过渡层的焊接是保证复合板焊接质量的关键。可从以下几方面加以考虑来确保不锈钢复合板焊接质量。
1)保证其基层和复层过渡层的焊接质量,保证合金元素的平缓过渡而不造成成分偏析。
2)控制异种钢接头组织的不均匀性从而控制焊接裂纹的产生。
3)控制并减少汽水侧端板的焊接变形量。
本文介绍厚(55+5)mm的Q235B+TP316L不锈钢复合板的焊接工艺试验,并对焊接接头进行了焊接工艺评定研究。
2 焊接工艺确定
2.1 材料及焊接方法选择
Q235B+TP316L不锈钢复合板基材规格为厚55mm,材质为Q235B,复合层为厚5mm,材质为TP316L奥氏体不锈钢钢板,其化学成分见表1。基材Q235B的组织为铁素体、珠光体,其金相组织如图1a所示;复合层TP316L组织为典型奥氏体,其金相组织如图1b所示。
鉴于本项目不锈钢复合板的厚度较厚,焊接的工作量相对较大,基层侧采用CO2气体保护焊至离不锈钢侧2~3cm处,而后改用药芯焊丝电弧焊施焊。基层采用CO2气体保护焊的优越性是多方面的,主要是生产效率高、焊缝质量优、表面成形美观、劳动条件好、节省焊接材料且能较好地控制焊接变形量。过渡层和复合层焊接,采用的方法是不锈钢药芯焊丝电弧焊,确保合金成分平缓过渡,避免造成成分偏析。

表1 板材化学成分(质量分数) (%)
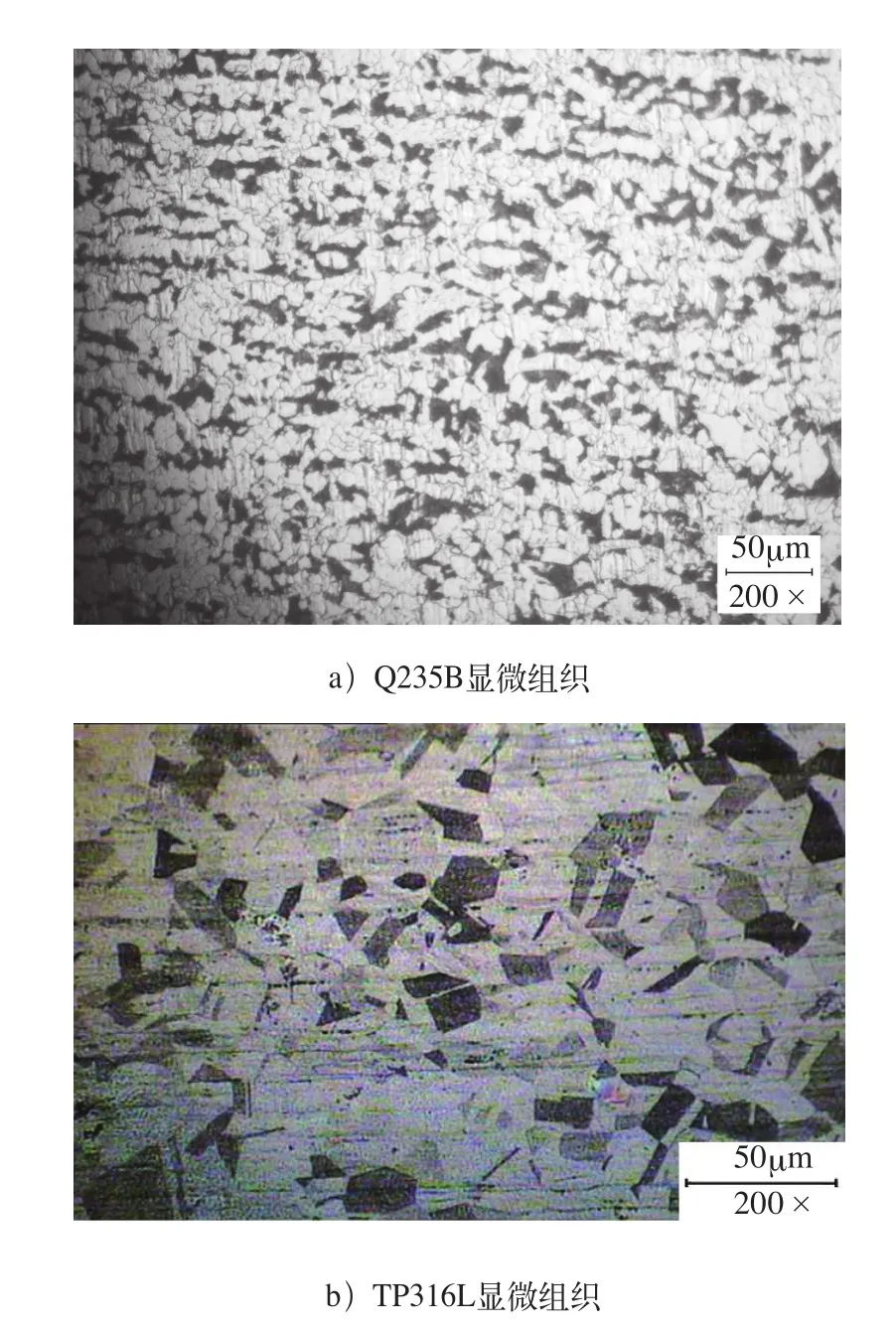
图1 板材金相组织
CO2气体保护焊焊丝采用ER70S-6,该焊丝是镀铜低合金钢气体保护焊丝,采用CO2作为保护气体进行施焊,具有优良的焊接工艺性能,电弧燃烧稳定、飞溅少,焊缝成形美观、焊缝金属气孔敏感性小。不锈钢药芯焊丝电弧焊采用E316LT0-4焊丝,该焊丝能有效地减少飞溅或气孔,并可增高焊缝金属凝固时的温度。焊丝中加入了其他合金元素,保证了焊缝的综合力学性能,同时对焊接工艺性能及去除杂质,也有一定作用。所选用焊材的化学成分见表2。
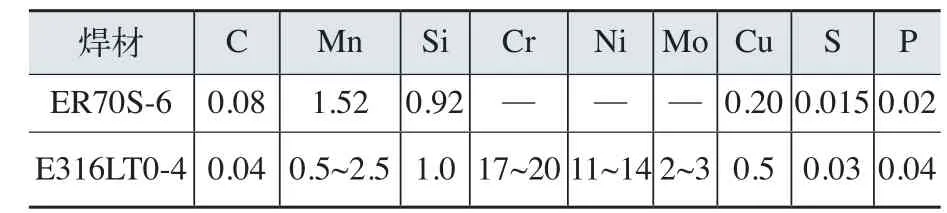
表2 焊接材料化学成分(质量分数) (%)
2.2 坡口形式
项目采用不锈钢复合板的厚度为55mm,为防止焊接熔合不良以及焊接应力增大引起的裂纹、气孔等缺陷,采用双U形坡口(见图2),该坡口形式能确保焊接质量,填充金属少,熔合比小,便于操作。不锈钢复合板的坡口一般采用机械方式制成。若采用等离子切割、气割等方法加工坡口,则必须去除不锈钢侧表面的氧化层。加工完坡口要进行外观检查,不得有裂纹和分层现象。
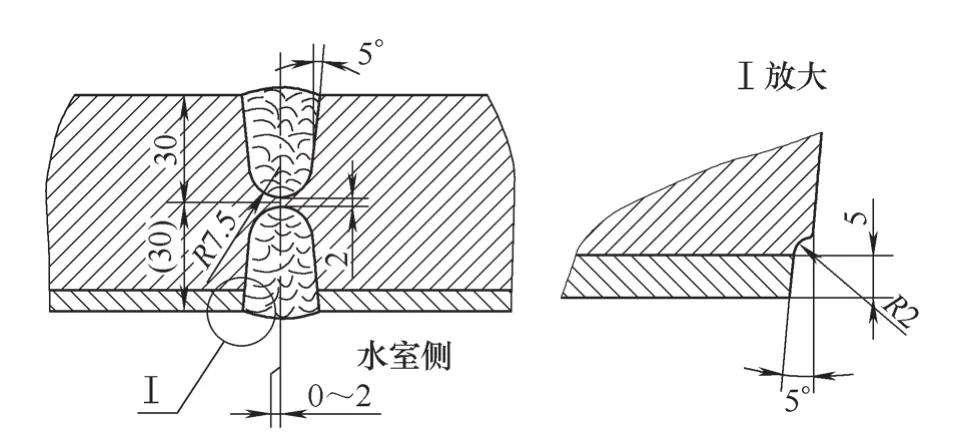
图2 坡口形式
3 焊接实施
3.1 焊前清理
清理干净坡口及其两侧各50mm范围内油污、锈蚀、金属屑、氧化膜及其他污物,复合层距离坡口100mm范围内应涂刷防飞溅材料。
3.2 焊接顺序
(1)基层的焊接 焊接基层焊道不得触及和熔化复合层不锈钢,先焊基材时,其焊道根部或表面,应距离复合层界面2~3mm。焊缝余高应符合相关标准规定。
(2)过渡层的焊接 不锈钢复合板过渡层的焊接十分重要,但过渡层焊接材料的选择也十分重要。焊接过渡层的目的,是为了补偿由于稀释所引起的合金元素(如Cr、Ni等)的降低,使复层焊缝的合金成分保持应有的水平。过渡层焊接时,基层结构钢的局部熔化使不锈钢焊缝合金成分稀释。同时,还有Cr、Ni合金元素的烧损问题。这样就会降低不锈钢焊缝中的Cr、Ni合金元素含量,增加不锈钢焊缝的碳含量,从而使不锈钢焊缝中容易形成硬而脆的马氏体组织,降低焊接接头的塑性、韧性和耐蚀性能。因此,在实际焊接生产中,为了补偿这些合金元素的损失,使过渡层的合金性能保持在应有的水平,应该选用含Cr、Ni等合金元素量高和碳含量低的焊接材料,但也应考虑抗裂性,控制焊缝的稀释率,这样才能在正常的焊接参数下,得到双相组织的焊缝,避免产生大量马氏体组织和焊接冷裂纹。在不锈钢复合板过渡层焊接中,不仅存在着合金元素的稀释和烧损,而且还有组织和性质上的变化。同时还有焊接后,给复合钢板表面、基体和整体材料所造成的硬化现象与两种钢材的物理性能也有很大差异。不锈钢层的热导率比基层低,线膨胀系数和电阻率也比基层大得多,因而在焊接过渡层时会引起较大的焊接应力和变形,再加上焊缝与母材交界处的熔合区组织的不均匀性,这些现象的组合叠加因素,易导致焊接裂纹的产生。因此,保证过渡层具有优良的塑性、韧性,减少焊接应力,控制与调节异种钢接头组织的不均匀是防止过渡层脆弱而产生裂纹的关键。因此,为保证合金成分的均匀过渡,在距离不锈钢侧2~3cm时就采用不锈钢E316LT0-4焊丝施焊,使之在碳素钢基层和不锈钢复合层间形成良好的过渡层,从而确保合金元素的平缓过渡而不造成组织成分偏析,控制异种钢组织成分的不均匀性,防止由此而产生的焊接裂纹。
(3)复合层的焊接 在焊接复合层时,要注意保护复合层的表面,防止焊接飞溅物损伤复合层表面,不得在复合层表面随意引弧、焊接卡兰以及临时支架等。复合层表面应尽可能与焊缝表面保持平整、光顺。焊后焊缝余高≤1.5mm。
3.3 焊接变形控制
复合板焊接变形的控制成为继不锈钢复合层均匀过渡后的又一控制要点。由于不锈钢复合板厚度达55mm,而焊接厚板的变形量必须受到严格控制,否则会给后续钻孔、穿管工作带来困难。为控制并减小焊接造成的端板变形,施工过程中采取如下措施。
1)采取刚性加固措施。
2)在碳素钢基层后壁焊接时采取CO2气体保护焊,尽量采用小参数施焊,减少热量输入,从而避免局部过热引起热变形。
3)采取对称施焊,并采取分段焊、跳焊等方式减少焊接变形。
4)施焊碳素钢基层时,为避免反复在同一侧施焊而造成局部过热引起变形,每侧施焊2~3道后将端板翻身,如此反复。
3.4 焊接参数
由于不锈钢复合板的两种材质具有不同化学成分和物理性能,在焊接过程中,很容易造成碳及合金元素的扩散,使焊接接头性能降低,影响焊接质量。不锈钢复合板焊接的关键问题是在焊缝中过渡层的焊接过程中,应该避免填充合金元素扩散而导致焊缝中的奥氏体形成元素减少、碳含量增加,从而导致不锈钢复合板的耐蚀性降低[2]。
填充时采用ER70S-6焊丝,焊接时调整热输入大小,有效防止过渡层元素扩散及热影响区组织恶化。盖面焊接时,热输入要适当减小,保证焊缝焊后成形良好。本项目采用的焊接参数见表3。
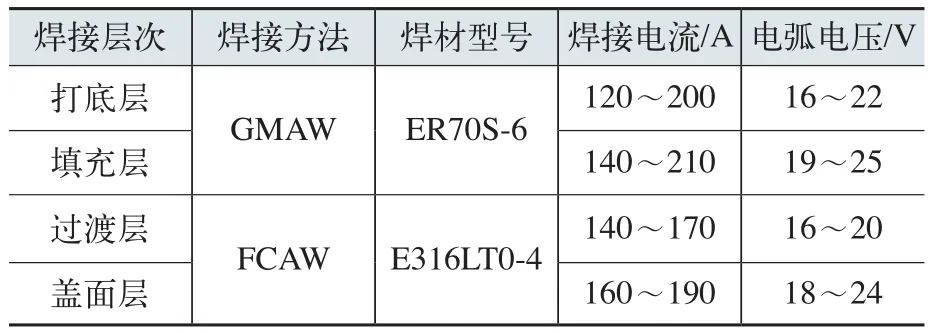
表3 焊接参数
3.5 焊接检验
为确保基层和复层过渡层的焊接质量,保证合金元素的平缓过渡而不造成成分偏析,在填充层、过渡层施焊结束后进行渗透检测,执行NB/T 47013.5—2015,Ⅰ级合格;检测合格后方可焊接不锈钢复合层;焊接结束后需进行超声波检测,执行NB/T 47013.3—2015,Ⅱ级合格。确保端板焊缝质量达到规定标准。
4 结束语
通过本次改造项目的生产实践证明,只要采取适当的焊接工艺,辅以恰当的防变形措施,严格按制定的工艺施焊,就能在控制变形的基础上使不锈钢复合板基层与复合层达到较好的熔合,避免因组织成分不均匀性而造成的裂纹产生。其焊接技术要点可归纳以下几点:①正确选择焊接方法、焊接材料与合理的焊接参数。②正确选择合理的焊接顺序。③基层和复合层之间的过渡层焊接是不锈钢复合板焊接的关键,同时要选择适当的焊材,以达到合金成分的均匀过渡。④采取必要的防变形措施,避免端板焊接变形。
猜你喜欢
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
新商务周刊(2019年10期)2019-12-21
中国特种设备安全(2019年3期)2019-04-22
商品与质量(2019年38期)2019-04-18
航天制造技术(2018年6期)2019-01-11
科学种养(2017年11期)2017-11-28
汽车实用技术(2016年1期)2016-12-24
山东工业技术(2016年15期)2016-12-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
