速生杨木高孔隙率结构调控及透明化应用
2020-11-03 06:31殷学风王忠祥田杏欢
林产化学与工业 2020年5期
殷学风, 王忠祥, 田杏欢, 范 晶, 林 涛, 张 聪
(陕西科技大学 轻工科学与工程学院;轻化工程国家级实验教学示范中心;陕西省造纸技术及特种纸品开发重点实验室,陕西 西安 710021)
速生木材生长速度快,采伐周期短,人工培育速生林作为天然林的重要补充资源在近年得到快速发展,其在木材工业中的应用非常广泛[1-3]。速生杨木生长速度快、蓄积量大,是我国速生木材中主要的树种。由于速生杨木存在材质疏松、硬度小、抗腐蚀性能差和干燥易变形等缺点,使其使用范围受到了极大的限制,仅仅局限于一些低价值的利用。为改善速生杨木的使用性能,通常采用改性处理提高其防腐性、耐酸碱性、力学强度和尺寸稳定性等,增加速生材附加值,促进林业经济和木材工业的良性发展[4]。树脂填充是常见的木材改性方法之一,如利用酚醛树脂、脲醛树脂、三聚氰胺甲醛树脂和糠醇树脂等对木材进行浸渍填充,可以显著改善杨木力学性能、尺寸稳定性及耐久性等[5-8]。目前现有的杨木浸渍填充方式是向木材原有的结构中直接填充树脂,杨木的外观及光学性能没有得到明显改善。透明木材是根据光学原理对木材中的化学成分和纤维结构进行改造后得到透明化材料[9],所得材料具有高透光率的特点,可作为建筑材料或光电探测器和太阳能电池等光电器件的有效光管理涂层或基材[10-12],近年来成为了研究热点[13-14]。本研究首先采用化学方法溶出杨木中的树脂、木质素和其他发色组分,在保证杨木形体完整的同时调控其结构,增加并拓展其孔隙,随后加入聚甲基丙烯酸甲酯(PMMA)对其浸渍重组,制备了近期较为热门的透明木材。
1 实 验
1.1 材料、试剂和仪器
试验树种为人工林速生杨木商品板材,购自广东东莞,试样尺寸为30 mm(轴向)×30 mm(弦向)×2 mm(径向),含水率10%左右。氢氧化钠、冰乙酸、偶氮二异丁腈、亚氯酸钠和甲基丙烯酸甲酯(MMA)均为市售分析纯。
HWS-26恒温水浴锅;BSA224S型精密天平(精度0.000 1 g);ci7800台式色度分光光度仪,美国爱色丽公司;扫描电子显微镜(SEM),捷克TESCAN;AutoPore IV全自动压汞仪,美国Micromeritics公司;1036PC万能材料试验机,台湾宝大仪器有限公司;PHS-3C雷磁pH计,上海仪电科学仪器股份有限公司。
1.2 杨木发色物质的脱出及结构调控
采用国内外广泛认可的ClO2法脱除木质素及其他发色物质。因ClO2在水中溶解度较低,难以长期保存,故采用现配现用的亚氯酸钠溶液代替直接采用ClO2,反应方程式如下:
4HClO2→2ClO2↑+HClO3+HCl+H2O
将14.4 g木片置于盛有14.4 g亚氯酸钠的烧杯中,加入288 mL去离子水,采用冰醋酸调节溶液的pH值至3,在水浴锅85 ℃下恒温加热,同时用保鲜膜包覆烧杯杯口避免水分和ClO2挥发。通过改变处理时间对杨木的结构进行调控,时间控制在0~4 h范围内,每隔一小时补加14.4 g亚氯酸钠和 12 mL 冰醋酸。ClO2脱木质素结束后,小心取出木片以防碎解,在去离子水中静置扩散洗涤,重复多次直至洗涤水呈中性。洗净木片先放在-17 ℃冰箱中冷冻12 h,再放入冷冻干燥机干燥约72 h,检测其木质素、纤维素和半纤维素质量分数,并分析其白度和孔隙率。在保证木材物理形态完整性的前提下,通过对比木片成分,选择最佳处理时间。对最佳处理时间下的脱色木片进行力学性能检测和微观形貌分析。
1.3 杨木透明化处理
脱色木片先放在-17 ℃冰箱中冷冻12 h,再放入冷冻干燥机干燥约72 h,取出备用。将引发剂偶氮二异丁腈以0.3%的用量与MMA混合,在70 ℃下预聚合20 min,随后立即放入冰水浴中冷却至室温得到预聚合MMA。随后将冷冻干燥脱色木片置于预聚合MMA中在真空下浸渍30 min,然后释放真空,重复3次,最后用玻璃滑片夹住浸渍木片,升温到50 ℃反应6 h,使其完全固化,实现对杨木结构的重组,即得透明木材。
1.4 测定与表征
1.4.1化学组分的测定 杨木含水率依据GB/T 2677.2—1993方法测定;苯醇抽出物的含量依据GB/T 2677.6—1994方法测定。半纤维素含量依据GB/T 2677.9—1994方法测定。酸不溶木质素的含量依据GB/T 2677.8—1994方法测定。
纤维素含量采用硝酸-乙醇法测定。浓硝酸和乙醇处理试样,将试样中的木质素硝化并部分氧化生成硝化木质素和氧化木质素溶于乙醇溶液中,同时水解和氧化溶出大部分半纤维素,所得残渣即为硝酸-乙醇纤维素[15]。木材组分相对于原杨木质量分数按式(1)进行计算:
(1)
式中:ω—木材组分相对于原杨木质量分数,%;m0—原杨木绝干质量,g;m1—脱木质素杨木的绝干质量,g;l1—脱木质素杨木的各组分质量分数,%。
1.4.2物理性质的表征 密度以质量与体积之比进行计算,白度依据GB/T 8940.2—2002方法测定。孔隙率、孔面积及孔隙分布采用全自动压汞仪进行测定,工作压力10.3~41 370.0 kPa。
1.4.3形貌观察 将干燥样品裁成小块并用导电双面胶黏在样品台上,在真空环境下镀金,采用扫描电镜进行观察,加速电压为10~20 kV。
1.4.3力学性能测试 试样在(23±1) ℃和(50±2)%恒温恒湿室中处理至质量恒定,采用万能材料试验机进行拉伸力学性能的测试,样品尺寸为30 mm(轴向)×30 mm(弦向)×2 mm(径向),夹具距离10 mm,拉伸速率为1 mm/min。
1.4.4树脂浸渍效果分析 树脂对杨木的浸注情况采用其质量增加率进行评价,按公式(2)进行计算:
(2)
式中:W—质量增加率,%;m1—试样初始质量,g;m2—试样浸注树脂后的绝干质量,g。
1.4.5尺寸稳定性测定 杨木尺寸稳定性通过体积膨胀率和收缩率来表征,分别按照GB/T 1934.2—2009和GB/T 1932—2009方法检测,测量杨木顺纹方向、径向和弦向的尺寸,计算体积膨胀率和收缩率,按公式(3)进行计算:
(3)
式中:R—体积膨胀率/收缩率,%;V0—杨木原始体积,cm3;V1—杨木浸水/干燥后体积,cm3。
2 结果与分析
2.1 ClO2脱色对杨木的影响

图1 杨木白度及各组分随反应时间的变化Fig.1 Change of brightness and components content of poplar
2.1.1化学组分 木材主要由纤维素、半纤维素和木质素3大化学组分组成,另外还有少量无机物、色素、单宁以及其他多酚类等物质,其中木质素、色素、单宁以及其他多酚类等物质存在发色基团,能够吸收可见光区380~780 nm波长的光,使木材呈现相应的颜色,不利于透明木材的制备。要使木材变得高度透光,则必须去除发色物质解决木材对光的吸收问题,以提高木材白度。色素、单宁以及其他多酚类小分子物质可通过溶于热水除去,而含量高、相对分子质量大的木质素则需采用强氧化性物质对其氧化降解后再溶出。图1为氧化剂ClO2对杨木脱色过程中,木质素、纤维素及半纤维素组分含量和白度的变化曲线。ClO2在酸性条件下处理木材是一个溶出木质素的过程,由图1可以看出木质素质量分数从原木的24.4%降低至0.1%,木质素组分溶出率达到99%以上。木质素质量分数在脱色初期0~1.5 h区间变化较快,表明此时间段木质素脱出速率较高,1.5~2 h区间脱木质素速率变缓,而当处理时间超过2 h后,木质素质量分数变化极小,表明木质素很难进一步溶出。
随着脱色反应的进行,木材的白度不断提高,并在反应进行至3 h时趋于平稳,此时木材的白度值达到了83.2%。结合木质素含量的变化趋势线可以发现:在0~1.5 h,木质素脱出速率较快,白度提升也迅速,二者有较好的相关性;在1.5~3 h,木材中木质素含量已经较低,故木质素含量变化较小,然而白度仍然提升较快,白度值与木质素含量没有明显的相关性。主要原因是木质素结构复杂,ClO2处理前期以脱除易氧化降解的木质素为主,而后期则主要以改变残留木质素发色基团为无色基团的漂白为主,因而后期白度提升也较快。当处理时间超过3 h后,白度提升的速率显著变缓。
在整个木质素溶出脱色过程中,也伴随着少部分纤维素和半纤维素的溶解(见图1),虽然其溶解量及溶解速率都远不及木质素,但随着脱色时间的延长,二者均保持持续不断地溶解,因而过度延长脱色时间,将会加剧纤维素和半纤维素的降解溶出,导致杨木板材溃散不成形。
2.1.2孔结构 木材进行脱色处理,因为水的润胀和木质素等成分的溶出,势必增加木材的孔隙率,为后续树脂的浸渍提供更多通道。由图2可以看出,随着脱色反应的进行,杨木的孔隙率不断增大,当反应进行至1.5 h时,已经从原木材的11.8%增长至25.6%,增长超过了一倍。结合图1中各组分的含量变化曲线可知,此时间段木材孔隙率的增长主要是木质素的大量脱除和少量纤维素和半纤维素的溶解所致。之后随着反应的继续进行,木材的孔隙率依然有较大的提升。反应进行至3 h时,木材的孔隙率从25.6%增长至31.4%。结合图1中各组分的变化曲线可知,在此反应时间段内,木材中木质素的质量分数由1.3%降至0.1%,脱除量为1.2%,而木材中纤维素和半纤维素的质量分数分别由45.7%和13.0%降至43.5%和11.1%,两者总溶解量为4.1%,因此,此阶段木材孔隙率的增长主要归因于杨木中纤维素和半纤维素的溶出。
木材孔隙面积的大小可以间接反应出后期浸渍树脂与木材的结合面积。当木材被树脂完全浸渍填充时,孔隙面积越大,所浸渍的树脂与木材可结合的面积就越大,理论上两者间结合氢键越多,制备获得的透明木材力学特性就会越好。从图2可以看出,采用ClO2法脱除杨木中的发色物质能有效提高木材的孔隙面积,有利于后期的树脂浸渍。
图3显示了杨木通过ClO2溶出木质素法脱色处理前后孔隙分布的变化。由图3可以看出,杨木脱色处理后,不同孔径的孔体积都明显增加,其中在孔径1~11 μm范围和13~350 μm范围增长最为突出。
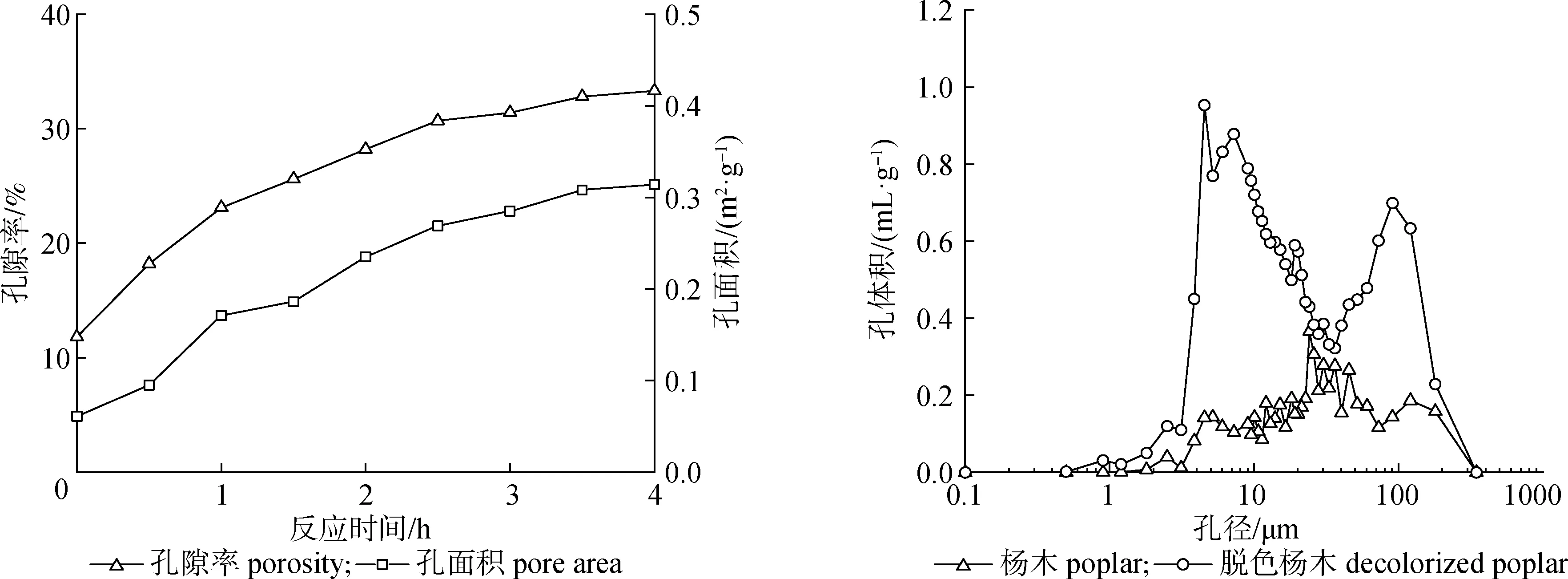
图2 杨木孔隙率和孔面积随反应时间的变化 图3 ClO2处理对杨木的孔隙分布的影响
对杨木进行脱色和结构调控的目的是在保证杨木板材结构完整的情况下,尽可能地脱除发色物质以提高木材白度,提高木材的孔隙率和孔面积以增加后期树脂浸渍通道和结合面积。虽然在ClO2处理至1.5 h时,杨木中木质素含量已经很低,后期继续处理对脱木质素影响较小,但木材的白度值、孔隙率和总孔隙面积在后续的反应中还有很大的增长空间,同时考虑到能耗及脱色反应过程中纤维素和半纤维素的水解,实验最终确定ClO2法脱色反应时间为3 h。
2.2 脱色效果分析
木质素在木材结构中起到胶黏剂的作用,将纤维、导管等黏结在一起,维持木材的形貌和强度。过度脱除木质素将会使木材溃散,无法获得后续树脂浸渍所需的木材基板。为了直观地分析溶出发色组分对杨木白度和结构的影响,对ClO2法脱色3 h的杨木和未脱色的原始杨木的形貌进行了对比分析,其结果如图4和图5所示。
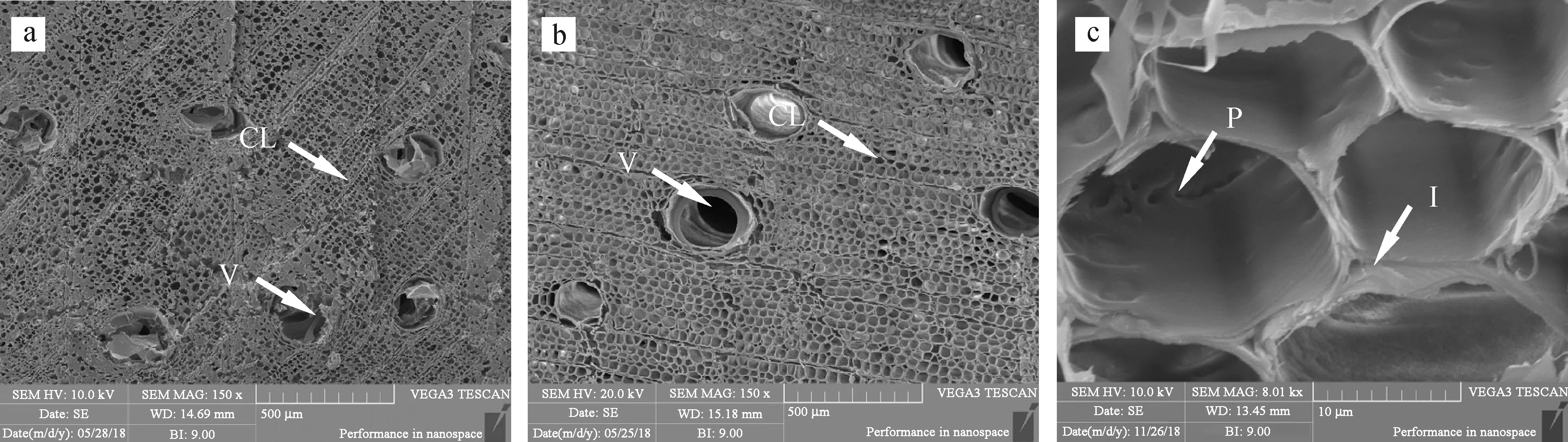
V:导管vessel; CL:胞腔cell lumen; P:纹孔pit; I:胞间层intercellular layer
杨木本身是一种生长有序的三维多孔有色材料,小孔为杨木纤维细胞腔,大管孔为导管腔。从图4(a)中可以看出,原木管孔里含有大量的内含物即管孔内的侵填体、树胶或其他无定型沉积物(矿物质或有机沉积物)等,而经过ClO2法处理3 h后,管孔通道被完全打开,且物理形态依然保持完整(见图4(b)和图4(c))。此外,因为脱色处理对杨木的润胀以及木质素、部分纤维素和半纤维素、多酚类物质等的脱除,杨木的纤维细胞腔也明显增大。杨木孔隙率大小及孔隙通道是否畅通,是影响树脂浸渍的关键因素。对杨木结构的调控是为了获得高通道的三维多孔木质基板,以提高后期树脂的浸注率和均匀性,从而更显著地提升杨木质量,使速生杨木具有高附加值。结合图3,孔径13~350 μm范围和1~11 μm范围增长最为突出可知,13~350 μm范围的孔为纤维细胞腔和导管腔,孔体积的明显增加应归因于纤维细胞腔和导管腔在脱色处理过程中的吸水润胀和腔内容物的溶出;1~11 μm范围孔体积的明显增加则应归因于纤维纹孔的润胀、纤维胞间层(见图4(c))和纤维内部木质素的脱除以及部分纤维素、半纤维素等的溶出。

图5 杨木(a)和脱色杨木(b)的照片
杨木经ClO2脱木质素法处理3 h后结构完整,显著提升了杨木的三维孔隙通道,颜色也显著变白,且均匀一致(见图5),由图1可知,此时白度达到83.2%,说明在此条件下,杨木中的发色物质基本脱除。极好的孔道状况和无发色物质为后续杨木的树脂浸渍和透明化改性奠定了良好的基础。
2.3 杨木的透明化
2.3.1形貌分析 为了直观地反应木质素组分去除后,木材可获得较高的改性价值,采用了最近较为热点的透明木材作为佐证。PMMA浸渍改性后,杨木质地较为均匀,外观漂亮,透明度较高(见图6(a)),其孔隙基本被PMMA树脂填充(见图6(b)),透光率在可见光区域达到了80%左右(见图7),可以清晰地观察到样品背后的文字(见图6(a)),这说明ClO2脱木质素法处理后的杨木具有良好的透明化效果。
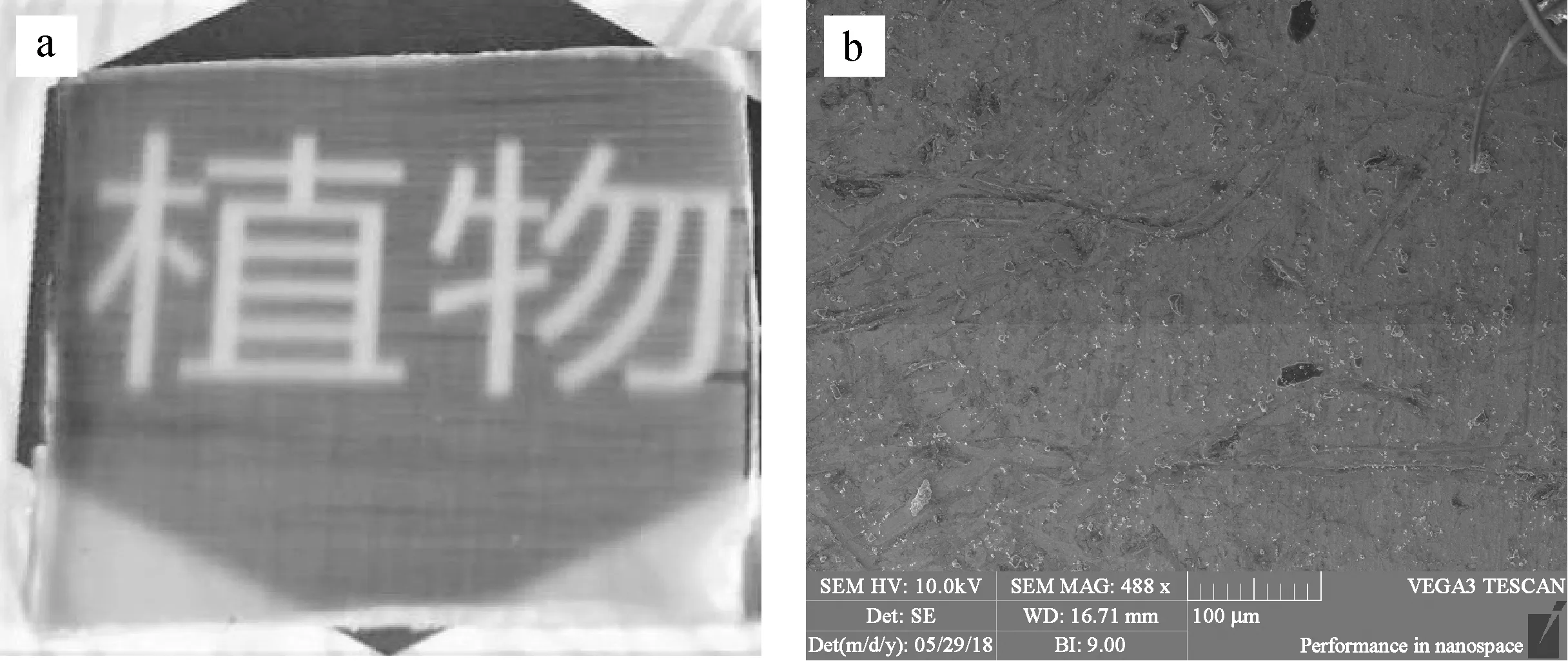
a.照片photo; b.SEM
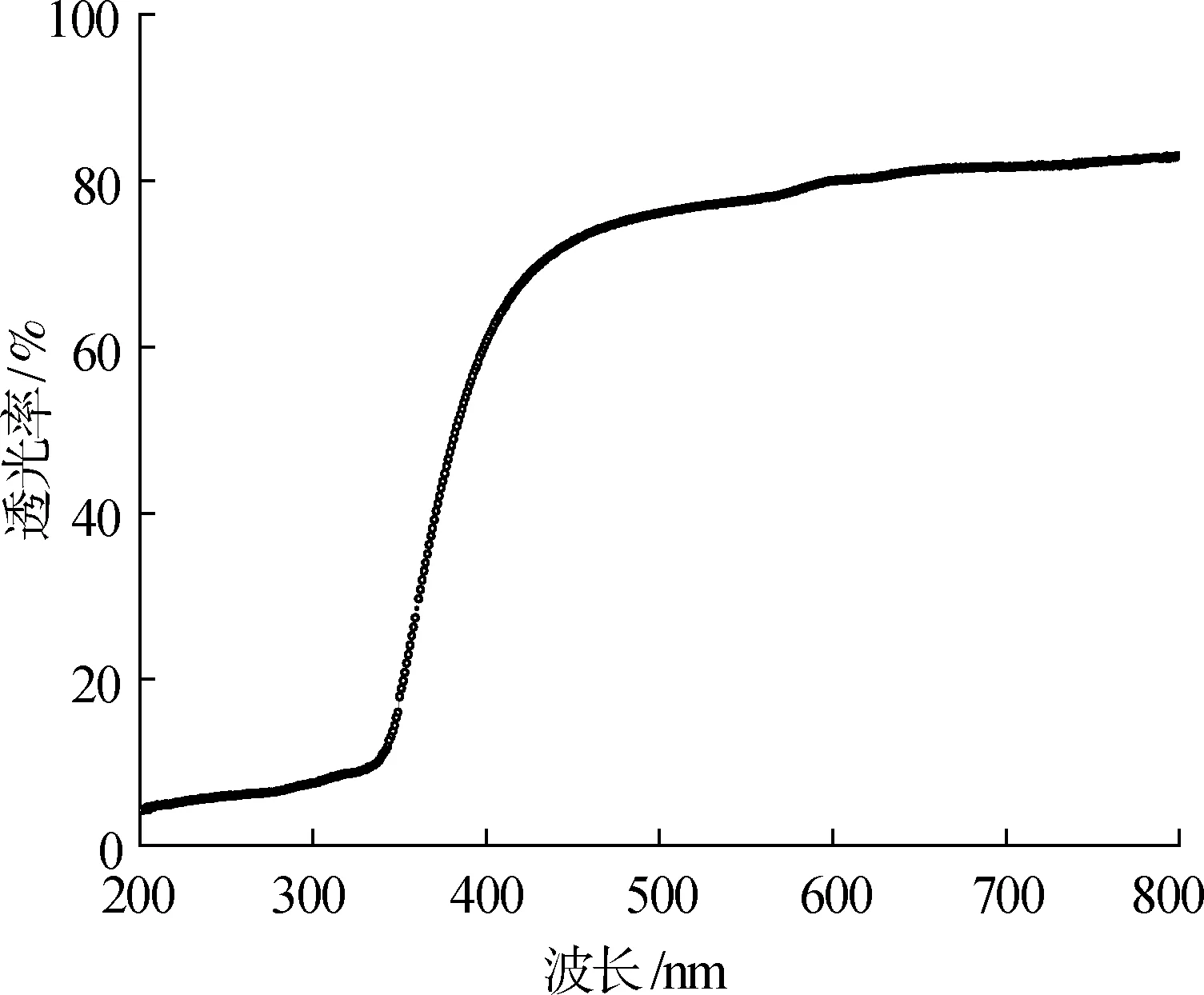
图7 杨木的透光率
2.3.2性能对比 性能检测结果显示ClO2脱木质素处理的杨木质量增加率由原木的32.1%提升至80.5%,透明化处理后的杨木密度由原木的0.40 g/cm3提升至1.48 g/cm3,而强度由原木的32.8 MPa增加至87.4 MPa,浸渍改性杨木的这些性能均超过原木的2.5倍。与此同时,浸渍改性杨木的体积膨胀率与收缩率几乎为零,与未改性杨木的5.9%和3.8%相比,尺寸稳定性显著增强。
由此可见,通过ClO2法脱木质素、PMMA浸渍改性制备出来的透明木材不但赋予杨木美丽的外观,还有效地解决了杨木材质松散、密度低、尺寸稳定性差、强度低等问题,可以大幅度地提高其应用价值和商品价值。
3 结 论
ClO2脱木质素法处理杨木可以有效地脱除杨木中的发色物质,调控杨木的孔隙结构。杨木经ClO2处理3 h后白度达到83.2%,且脱色均匀,板材形态保持完整,孔隙率由原木的11.8%提升至31.4%,有效地提升了杨木的孔隙通道。脱色杨木经过PMMA浸渍改性后,在赋予杨木美丽外观的同时,显著改善了杨木的密度、尺寸稳定性和强度性能,相关性能参数均超过原木的2.5倍。
猜你喜欢
关东学刊(2022年3期)2022-10-14
粮油食品科技(2022年5期)2022-09-27
粮食与食品工业(2021年4期)2021-08-19
纺织高校基础科学学报(2021年2期)2021-07-13
济宁医学院学报(2018年6期)2018-12-28
江河文学(2018年4期)2018-11-12
湖南林业科技(2017年1期)2017-02-06
纺织检测与标准(2016年3期)2016-08-16
中国造纸(2015年7期)2015-12-16
现代面粉工业(2015年2期)2015-02-23