
厚壁AISI 1340 钻铤管体料热处理性能不合格原因分析
2020-10-29 06:13宋光鑫贺铁山左国锋赵映辉
钢管 2020年4期
宋光鑫,贺铁山,郭 胜,左国锋,赵映辉,周 勇
(衡阳华菱钢管有限公司,湖南 衡阳 421001)
石油钻铤是石油钻探过程中的重要工具。石油钻铤处在钻柱组合的最下部,位于钻杆与钻头之间,是钻柱下部钻具组合的重要组成部分,其主要作用是:给钻头施加钻压;保证压缩条件下的必要强度并具有较好的韧性;减轻钻头的振动、摆动和跳动等,使钻头工作平稳和控制井斜。其主要特点是管体的壁厚大(一般为38~53 mm,相当于钻杆壁厚的4~6 倍),具有较大的重力和刚度。为了方便起下钻工作,可以在钻铤的内螺纹的外表面加工吊卡槽和卡瓦槽。石油钻铤在工作时受力情况极为复杂,其性能的好坏直接影响到钻井工作的进行和钻井作业的安全。随着钻井深度的增加及钻井环境的恶劣,采油环境日益恶化,同时伴随着钻井技术的不断提高,对钻具的使用要求也不断提高,使得钻铤必须不断提高性能以满足目前的钻井要求[1-3]。
钻铤材料一般使用美国标准AISI 1340 碳锰钢、AISI 4145H 铬钼合金钢或我国标准40Mn2、42CrMo 钢制造,并按协议和标准对化学成分及微量元素的含量进行有效地控制。AISI 1340 和AISI 4145H 是美国标准 ASME SECⅡA SA-29/SA-29M《锻造和冷轧碳素及合金钢条用一般要求规范》中的两种常用钢材料,其中AISI 1340 与我国标准GB/T 3077—2015《合金结构钢》中的 40Mn2 的成分比较接近,由于这些钢种的高价合金含量低,性价比高,并且在调质状态下具有较高的强度和较好的韧性,所以在钻铤中得到广泛的应用[4-7]。目前,国内钻铤一般采用石油天然气行业标准SY/T 5144—2013《钻铤》,钻铤管体料采购一般还会制订采购技术协议,对材料的成分、微量元素、五害元素提出了相应要求,同时对材料的调质状态的机械性能、冲击韧性和淬透性提出相应的要求[8-12]。
SY/T 5144—2013 中规定,对钻铤料进行的热处理应为全长全截面,工艺为正火+淬火+回火或淬火+回火。常用的调质处理方式有:①常规的井式炉高温加热+水槽淬火+箱式炉回火,该方式的特点是加热时间长,功效低、能耗高、成本高;②中频高温加热+水冷环组淬火+中频回火,该方式的优点是生产连续节奏快,但也存在钢管整体透热不一致,加热不均匀导致的性能不均匀;③中频低温预热+高温燃气加热+水冷环组淬火+中频回火,该方式的优点是加热均匀,生产连续稳定,性能较均匀。在第2 和第3 种方式中,钢管加热后穿过一组水冷环进行淬火冷却,冷却水环组的水量可调,钢管只有外表面冷却,内表面未直接水冷,由于钢管壁厚较厚,所以淬火钢管在壁厚方向存在冷却速度梯度。
1 问题的提出
1.1 钻铤管体料热轧工艺
钻铤管体料的热轧生产工艺为:炼钢(电弧炉+炉外精炼)→弧型连铸→坯料锯切→环形炉加热→二辊斜轧穿孔→Assel 轧制→定径→冷床空冷→精整下线。
1.2 钻铤热处理
某钻铤生产公司的钻铤生产热处理设备工艺为中频感应炉预热+辊底式燃气炉均热+10 组水冷环淬火+中频感应炉回火,其生产工艺流程为:热轧钻铤管体料验收→调质热处理(淬火加热→水冷环冷却→回火)→性能检验→机加工→成品。
淬火加热为中频预热和燃气炉均热,钢管螺旋前进,回火采用中频感应炉回火。钢管水淬时,被加热的钢管通过密布环形喷嘴的冷却装置,水流连续均匀喷射到钢管表面从而达到完全淬透管壁所要求的快速均匀冷却效果。热处理工艺:淬火加热分为7 段加热,每段独立控制,淬火冷却采用10 组冷却水环,每组水环可独立控制,冷却水温要求控制在≤40 ℃,淬火加热温度880 ℃±15 ℃,保温时间10 min,回火加热温度565 ℃±10 ℃,保温时间20 min。
1.3 性能不均匀
本次分析的钻铤管体为同一生产厂家,分两批进行热处理的AISI 1340 碳锰钢Φ139.7 mm×31.75 mm 规格热轧态管体料,第一批热处理时间为冬天(1~2 月),当地平均温度-6~10 ℃,连续生产时淬火水温为20 ℃左右,冷却速度为25~30 ℃/s;第二批热处理时间为夏天(5~6 月),当地平均温度21~31 ℃,连续生产时淬火水温为35 ℃左右,冷却速度21~28 ℃/s。经调质热处理后,两批钢管强度波动较大,室温冲击功偏低,已不具备通过降低回火温度来提高强度的条件。具体性能统计结果见表 1,如图 1~2 所示。

表1 钻铤管料热处理后产品力学性能统计结果
(1) 第一批共计57 根,屈服强度波动范围为140 MPa,抗拉强度波动范围130 MPa;
(2) 第二批共计59 根,屈服强度波动范围为140 MPa,抗拉强度波动范围为160 MPa,且屈服强度和抗拉强度都存在超标准要求下限的情况;
(3) 第一批和第二批的室温冲击功平均值分别为78,65 J,第二批部分批次低于54 J。
2 试验与分析
2.1 化学成分
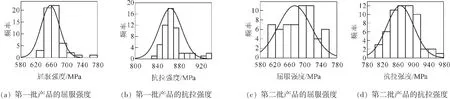
图1 钻铤管料热处理后拉伸性能统计结果
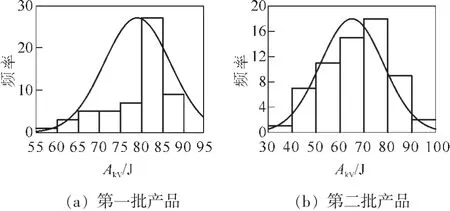
图2 钻铤管料热处理后室温冲击性能统计结果
为分析性能波动的原因,从第二批产品中抽样检验成分,样品为钢管横截面,试验位置分为钢管横截面的四个象限,从每个象限的内、中、外各打2 个点,共抽检24 个点的化学成分,化学成分分析取样位置如图3 所示,分析结果见表2,结果表明:四个象限的化学成分比较均匀且内外表面偏差较少,较好地满足了采购标准要求。

图3 钻铤管料化学成分分析取样位置示意

表2 钻铤管料化学成分(质量分数)平均值 %
2.2 性能检验
为了分析性能波动的原因,对第二批热处理后的产品抽样检验横截面的洛氏硬度,从外表面到内表面均匀间距打10 个点硬度,同时每一支钢管在任意位置壁厚中部取样做一组拉伸和一组冲击试验,检验数据结果见表3,如图4 所示,结果表明:
(1) 所有检测的钢管横截面均存在周向四个象限硬度不均匀的现象;

表3 钻铤管体的拉伸和室温纵向冲击性能试验结果
(2) 由外至内硬度逐渐降低,但同一截面在壁厚方向下降幅度不一致;

图4 钻铤管体截面四个象限的硬度试验结果
(3) 管号4 的屈服强度偏低,冲击性能只有46 J,不能满足协议要求。
2.3 金相试验
抽样检验四个象限(内、中、外)金相分析结果,见表4,如图5~8 所示,四个象限的调质组织为:回火索氏体组织S回+回火贝氏体组织B+少量的铁素体组织F,不同象限的组织含量不一样,四个象限存在金相组织不均匀的现象。
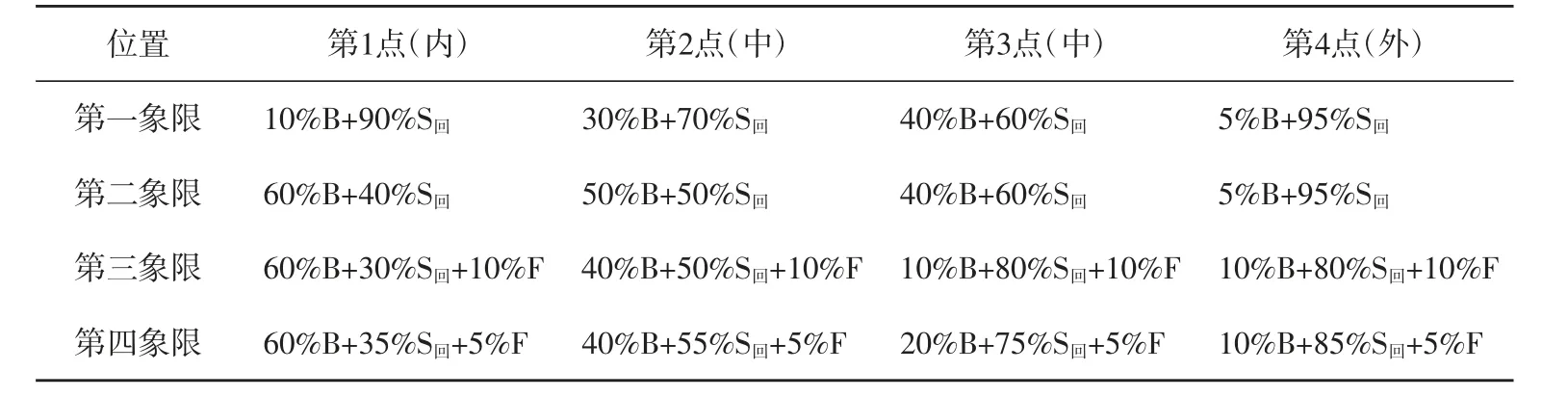
表4 钻铤管体金相试验结果
(1) 第二点的位置应为半马氏体组织的位置,到钢管外表面的距离为16~24 mm;
(2) 第一、二象限要比第三、四象限的淬透层深度大;
(3) 在第三、四象限还观察到晶界铁素体,这种组织会恶化材料的冲击性能并降低材料的强度性能;
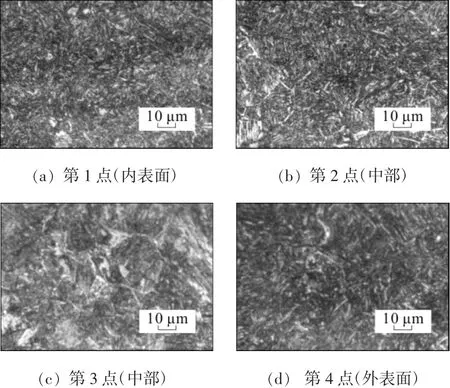
图5 第一象限金相分析结果
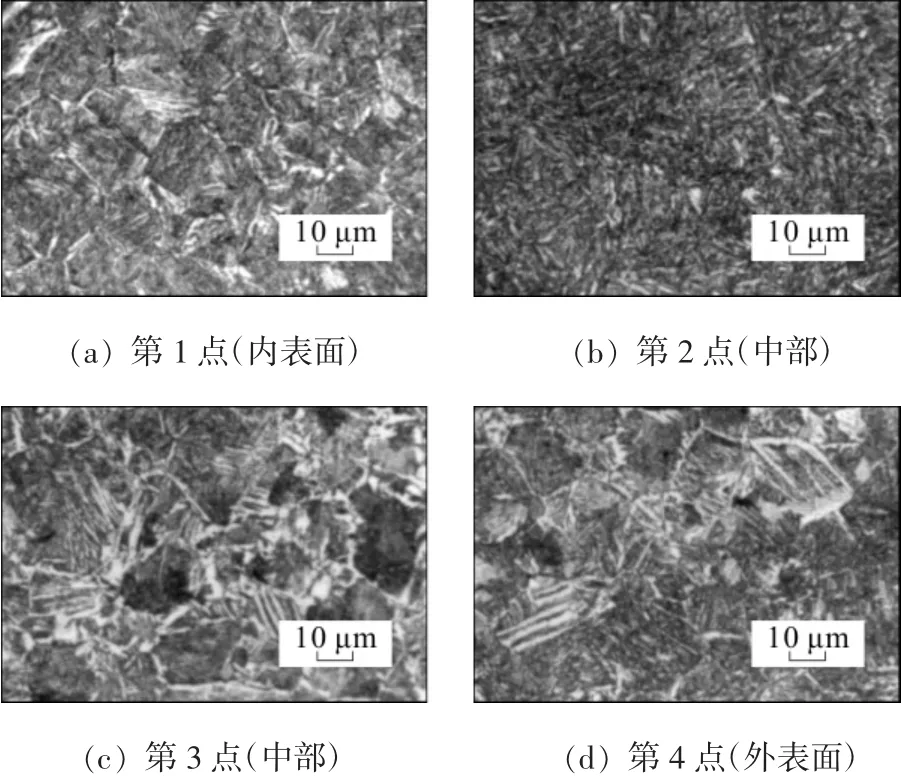
图6 第二象限金相分析结果
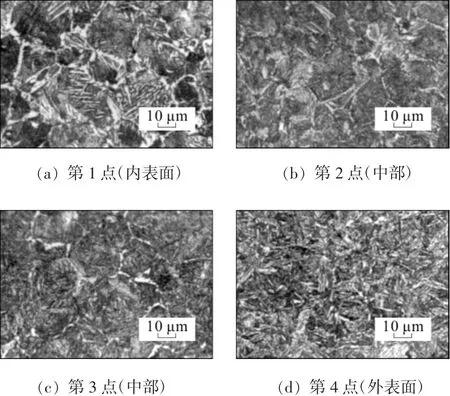
图7 第三象限金相分析结果
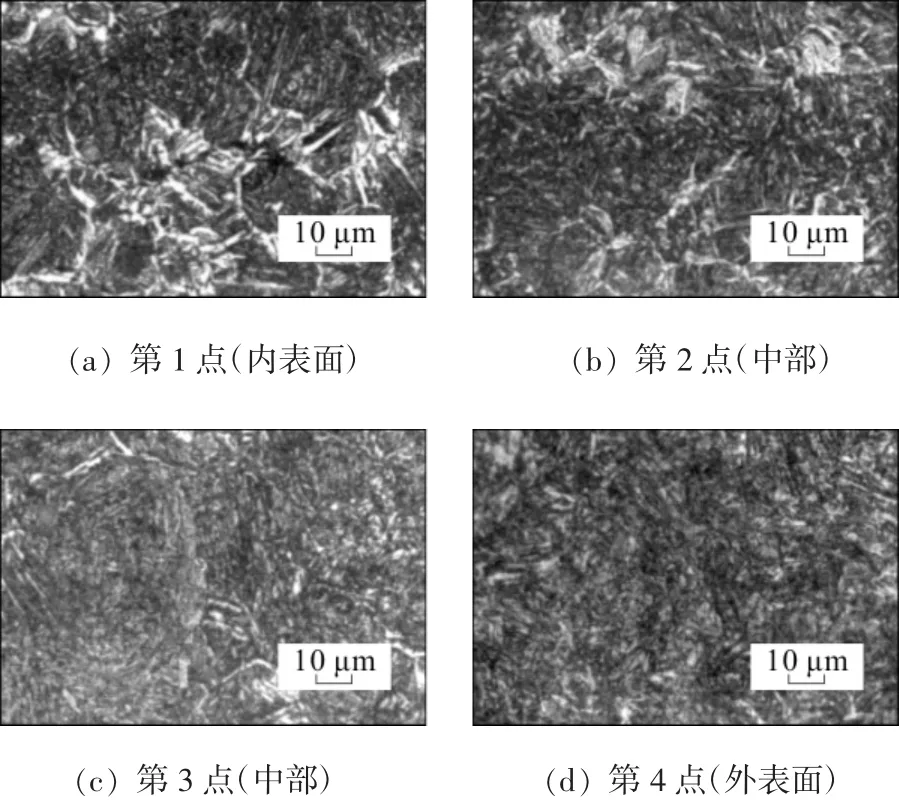
图8 第四象限金相分析结果
(4) 四个象限金相组织分析结果与硬度试验结果的总体变化规律一致,由壁厚内部到外部微观组织中的回火索氏体的含量呈增长的趋势,且每个象限增长速率不一致。
2.4 小 结
(1) 对比第一批和第二批产品的热处理生产数据,两批产品的屈服强度波动范围较大,屈服强度波动值均在140 MPa 左右,说明该生产线上产品性能的波动性较大,质量不太稳定,冬天生产的钢管比夏天生产的钢管性能稳定性相对较好。
(2) 硬度试验结果表明,同一横截面四个象限的同一圆周上硬度结果不均匀,偏差较大,金相组织分析结果表明,四个象限的金相组织不均匀,第三和第四象限的壁厚中部可见晶界铁素体,说明在钢管壁厚中部已存在冷却速度较慢,存在较多非马氏体组织,这些组织的出现会恶化产品的冲击性能并降低产品的强度性能。
3 讨 论
(1) 试验分析的钢种为AISI 1340 碳锰钢,相当于国内的40Mn2,查胡志忠著《钢及其热处理曲线手册》中图1-1-293 的40Mn2 钢连续冷却转变曲线:该钢的Ac1、Ac3分别为713,766 ℃,马氏体转变温度Ms为340 ℃,马氏体临界转变冷却速度为 25 ℃/s 左右[13]。
(2) 根据相关资料研究表明:材料的淬透性可以用材料的临界淬火直径表示,与其成分有较大的关系,特别是合金元素,可以用公式并查表进行计算[14]。根据表2 中所提供的成分,计算出的临界直径dI为61~64 mm。同时文献[13]给出的40Mn2的淬透层半马氏体直径约为42 mm。
(3) 生产现场热处理工艺为淬火870 ℃+冷却水环穿过式冷却+回火570 ℃。生产冷却只对外表面进行喷射,内表面不直接冷却,钢管的实际冷却从外到内,可以看成单面淬火。按照上述数据,钢管单面冷却时得到50%马氏体的淬透深度为21~31 mm,由于钢管的实际壁厚可能超过31 mm,所以会存在部分未淬透的情况。
(4) 现场的冷却速度数据不详,估计在20~50℃/s,所以在AISI 1340 水淬时,实际冷却速度处于马氏体转变的临界转变速度附近,钢管可能存在部分未淬透情况,造成钢管中间位置存在组织不均匀现象,由于钢管周向存在壁厚偏差,易发生钢管周向淬火不均匀[15]。
(5) 在现场调查过程中还发现由于水冷环的喷嘴出水不均匀,淬火过程中四个象限的水量不均,钢管周向冷却不均匀,部分区域水量过小,冷却速度过慢,导致产生贝氏体,甚至出现晶界铁素体组织。
(6) 夏天的水温较冬天高,将在一定程度上减慢冷却速度,从而影响热处理产品的淬透性,不利于保证产品性能。
(7) 根据分析和相关研究结果,提高钢中的Mn、Cr 等合金含量可以提高材料的淬透性,从而保证心部组织为回火索氏体,并提高材料的性能均匀性。
4 结 论
(1) AISI 1340 钢管热处理性能不合格的主要原因是水淬装置的冷却速度过慢,马氏体转变不完全,从而使热处理钢管强度波动范围较大,冲击性能不高。
(2) AISI 1340 钢管热处理性能不合格次要原因是淬火水冷时周向存在冷却速度不均匀,从而造成钢管周向性能的不均匀,存在部分象限取样的性能不合格现象。
(3) 建议适当提高 AISI 1340 钢的 Mn、Cr 等合金含量,提高材料的淬透性。
(4) 建议增大钢管淬火时的冷却水量,定期检查淬火用水池内水温的变化,保证冷却速度。
(5) 建议定期检查喷嘴状态,保证淬火时水冷速度的周向均匀性。
猜你喜欢
振动与冲击(2022年18期)2022-09-30
山东冶金(2022年1期)2022-04-19
交通科技与管理(2021年13期)2021-09-10
装备制造技术(2020年1期)2020-12-25
焊管(2020年3期)2020-04-13
金属世界(2020年1期)2020-01-16
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
热处理技术与装备(2019年4期)2019-09-13
电子制作(2018年23期)2018-12-26
