
简述圆筒型FPSO锚机止链器的安装工艺
2020-10-27 09:01王晓华
石油和化工设备 2020年10期
王晓华
(海洋石油工程(青岛)有限公司, 山东 青岛 266520)
锚机是浮式FPSO系泊系统的重要组成部件。通过液压或电力等控制手段实现对锚链的收放,以满足FPSO的系泊要求。锚机止链器通常布置在锚机和锚链筒之间,通过专用的夹具系统,来擎住或夹住锚链。止链器在收放锚时,要承受锚和锚链之间的拉力,保证拉力不传导到锚链轮上。本文以某圆筒型FPSO建造阶段锚机止链器的安装为例,详细介绍安装过程、技术要求和关键事项,为止链器的安装提供一套可供参考的技术指导方案。
1 安装前准备工作
止链器安装的时间节点受整个FPSO建造周期的限制。最基本的条件是,止链器安装前,需锚链孔衬管和甲板完成定位和焊接。由于止链器底座的高度误差要求较小,需要提前焊接完成安装区域的甲板,以避免焊接产生的变形。
圆筒型FPSO的锚系系统,由于船体的特殊形状,系泊系统绕船体中心周向布置,共三组,每组4台,组与组之间的角度为120°,保证船体系泊的可靠性。止链器布置在锚机和锚链孔衬管之间,理论上止链器中心与锚链孔衬管的中心要求重合。
需要的施工工具:吊机,其吊装能力不小于4t;吊索具(场地提供),吊装计划和程序;力矩扳手;焊材(场地提供);焊接程序WPS+WPAR+焊接顺序和其他资质证书,能够满足底座焊接,来达到底座和设备安装的误差要求,场地同时要保证焊接程序满足安装要求。
2 止链器模板安装
2.1 止链器安装模板组装和底座准备
厂家提供一个专用的止链器安装模板,用于帮助止链器底座的安装,模板如图1所示:
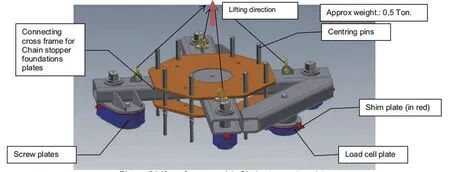
图1 安装模板结构图
安装模板由十字连接架、垫板和定位销组成。其中十字连接架用于准确地定位和校准止链器的底座板(螺纹底板和压力传感器底板);垫板用于补偿调整止链器底座下方的间隙;定位销用于获得准确的锚链轴线中心,校准和校正止链器与锚链盘衬管的相对位置。组装完的安装模板重量约0.5t,需要吊装到设备底座上。其中需要与底座连接焊接的底座板共五处,分别为2个长椭圆形support pin,2个圆形support和1个压力传感器。
将安装模板就位于锚机安装甲板上,并保证与锚链盘衬管上锚链导向的相对位置一致。安装定位销在工作位置,如图2所示,以保证安装模板与锚链盘衬管的内部限位板在同心位置。在定位销的上部孔内安装安全销。安装锚链盘模板时要保证与锚链孔衬板的相对位置一致。
2.2 底座塞板
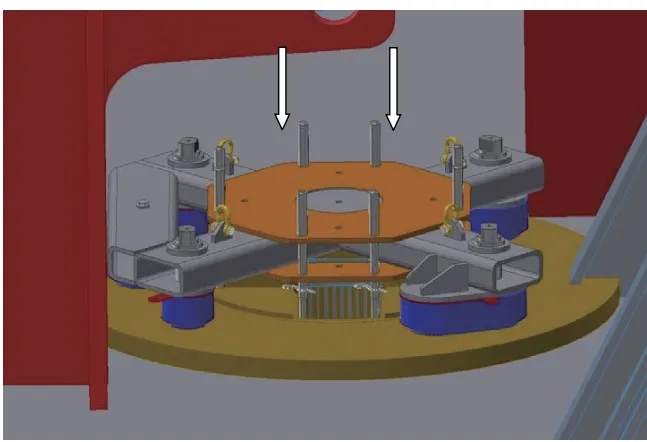
图2 安装模板定位图
安装模板的底座板就位在甲板上,可以将吊机与安装模板连接,同时检查每个底座与甲板间的间隙大小,根据设备安装精度要求,底座与甲板之间的最大允许间隙为0.3mm,大于0.3mm的间隙需要通过塞垫板进行调节。通过调节,保证底座的水平度和接触面积。对于设备底座焊接后的稳定性具有重要意义。
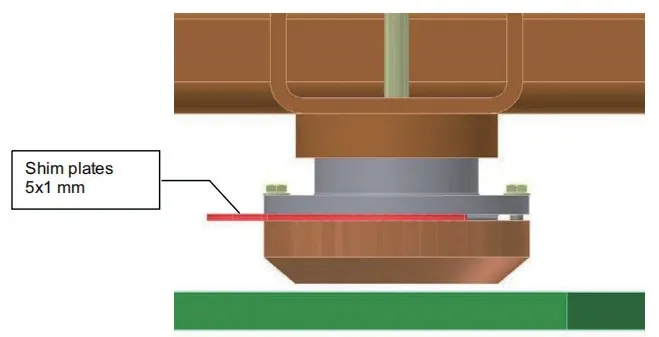
图3 底座间隙调节示意图
2.3 底座焊接
塞板后,确认压力传感器底板和螺纹底板的最大间隙在允许范围内。此时设备与底座之间的接触满足焊接要求,然后对设备底座进行点焊。点焊完成后,移走安装模板,继续完成焊接。底座焊接完成后,校准检查所有的参考点位置是否准确。在焊接的位置进行无损检测100%MT+UT。在甲板上底板和衬管的位置完成补漆。在进行止链器组装过程中用纺织棉麻保护压力传感器。需场地提供的材料包括:索具、吊机、手拉葫芦和眼板、焊材。
焊接程序(WPS+WPAR+焊接顺序和其他满足DNV支架焊接要求的程序/资质)保证止链器底座安装的允许误差精度。
2.4 螺纹杆安装
止链器底座焊接完成后,使用PHYLLIBOND ORANGE密封胶在压力传感器底座垫板周围,用来密封此区域。将4个M64的螺杆拧到4个固定的螺纹底板中,直到停止。螺杆重量30kg,使用吊机吊装操作。将两个螺母、凸垫圈、两个凹垫圈依次装入螺杆中,并拧紧到螺杆底部(以不能动为止)。其中螺杆使用LOCTITE 243胶密封。将压力传感器和支撑销放置在底板上,压力传感器连接销朝向底座的方向,如图4所示。
2.5 设备吊装
所有准备工作结束后,正式吊装止链器设备,关键施工技术点:
一旦止链器放置在压力传感器上后,确保吊机不撤掉所有负载(不松劲)。

图4 底座螺纹杆连接示意图
将4个M64螺母向上拧,使其贴紧止链器的下部接触面,这样可以保证止链器与甲板底座之间的连接安全可靠。
安装4个凸垫圈、凹垫圈、4个螺母及4个锁紧螺母在螺纹杆上。直到最底部把紧螺母。螺母密封使用PHYLLIBOND ORANGE密封胶。
3 总结
(1)本文介绍了圆筒型FPSO锚机止链器使用模板进行安装的施工方法和程序,对安装过程的重要节点进行了详细描述。
(2)该方法经实际项目应用,证明方法有效,能够满足安装精度要求。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
船海工程(2021年6期)2021-12-17
船舶标准化工程师(2020年1期)2020-06-12
船舶标准化工程师(2020年1期)2020-06-12
船舶标准化工程师(2020年1期)2020-06-12
舰船科学技术(2020年3期)2020-04-22
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
船海工程(2019年3期)2019-07-03
小学生作文选刊·低年级版(2016年6期)2016-06-24
