
组合压装式滤清器盖板多工位自动压装用模具及控制系统开发
2020-10-26 06:51汤辉吴立新姚运张张清王远志张翰林
机电信息 2020年26期
汤辉 吴立新 姚运张 张清 王远志 张翰林
摘要:汽车滤清器作为杂质或气体过滤的配件,在保证发动机进气洁净、机油和燃油清洁以及发动机正常工作等方面起着十分重要的作用。在机油滤清器和燃油滤清器中,盖板是保证车辆在复杂振动工况下能够稳定安装、正常工作的重要保障。特别是组合压装式盖板,传统的采用人工压装的生产方式存在效率低、质量一致性差、废品率高的问题。基于此,研发了滤清器组合式盖板多工位自动压装用成套模具,并通过自动压装设备的开发实现了组合式盖板的连续压装。该滤清器盖板多工位自动压装设备在降低工人劳动强度的同时,显著地提高了生产效率及产品的质量一致性,为滤清器乃至发动机的正常工作提供了坚实保障。
关键词:滤清器;盖板;自动压装;模具
0 引言
滤清器是汽车保养维修中更换频率较高的配件,市场需求量大。作为杂质或气体过滤的配件,汽车滤清器在保证发动机进气洁净、机油和燃油清洁以及发动机正常工作等方面起着十分重要的作用。在机油滤清器和燃油滤清器中,盖板是保证车辆在复杂振动工况下能够稳定安装、正常工作的重要保障。组合压装式盖板是机油滤清器和燃油滤清器中常用的盖板形式[1-3],其生产所采用的传统人工压装生产方式存在效率低、质量一致性差、废品率高的问题,严重影响滤清器的可靠性以及生产企业的效益[4]。
本文对组合压装式盖板的多工位自动装配工艺进行了研究,设计了各工位的模具压头,并开发了自动压装设备。滤清器盖板多工位自动压装设备在降低工人劳动强度的同时,显著地提高了生产效率及产品的质量一致性,为此类盖板的自动化生产提供了一定的参考。
1 组合式滤清器盖板
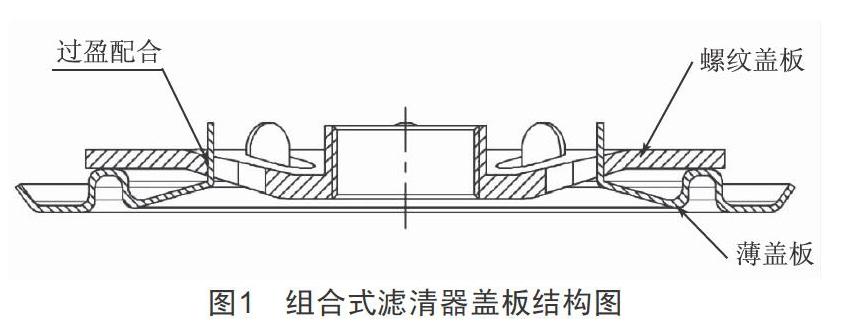
滤清器盖板的种类较多,组合式通常采用焊接或铆接结构。如图1所示,组合式滤清器盖板由螺纹盖板和薄盖板组成,为铆合结构。滤清器的工况条件存在振动、温度变化等多种情况,要求盖板的连接具有较高的强度、耐热性,在螺纹盖板和薄盖板压合过程中不应产生断裂等问题。为了保证铆接的质量,薄盖板的铆接齿和螺纹盖板的铆接槽之间需采用过盈配合,以提高工作可靠性,因此对盖板零件的形状、尺寸精度等提出了较高的要求。针对产品的压装工艺,不能采用一次成型压装,而是需分三个工位实现产品的铆合,具体包括:(1)初步铆合;(2)预成型铆合;(3)成型-完成盖板压装铆合。
2 各工位压装模具设计
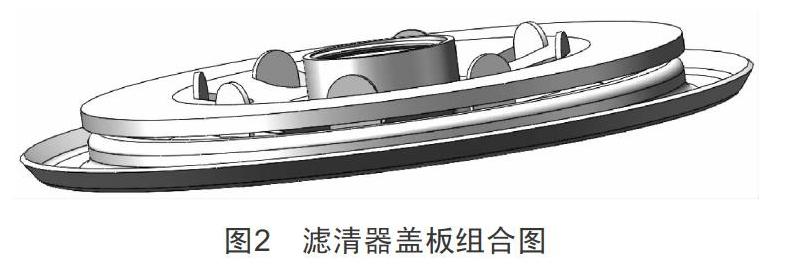
确定工位后,根据各工位的要求进行相关模具的设计。如图2所示,由于铆接齿和螺纹盖板的铆接槽之间为过盈配合,所以在自然放置状态下,螺纹盖板和薄盖板之间存在一缝隙。考虑压合过程,将压合的模具设计了模头和卡盘两部分,卡盘部分定位固定零件,模头部分用来压弯铆接齿,从而实现定位和压装。自动化压装工艺包括多个工位同时进行不同步骤的压装,为此通过分析设计了各工位的压头和定位卡盘,保证压装的质量和工艺连续性。
2.1 模头设计
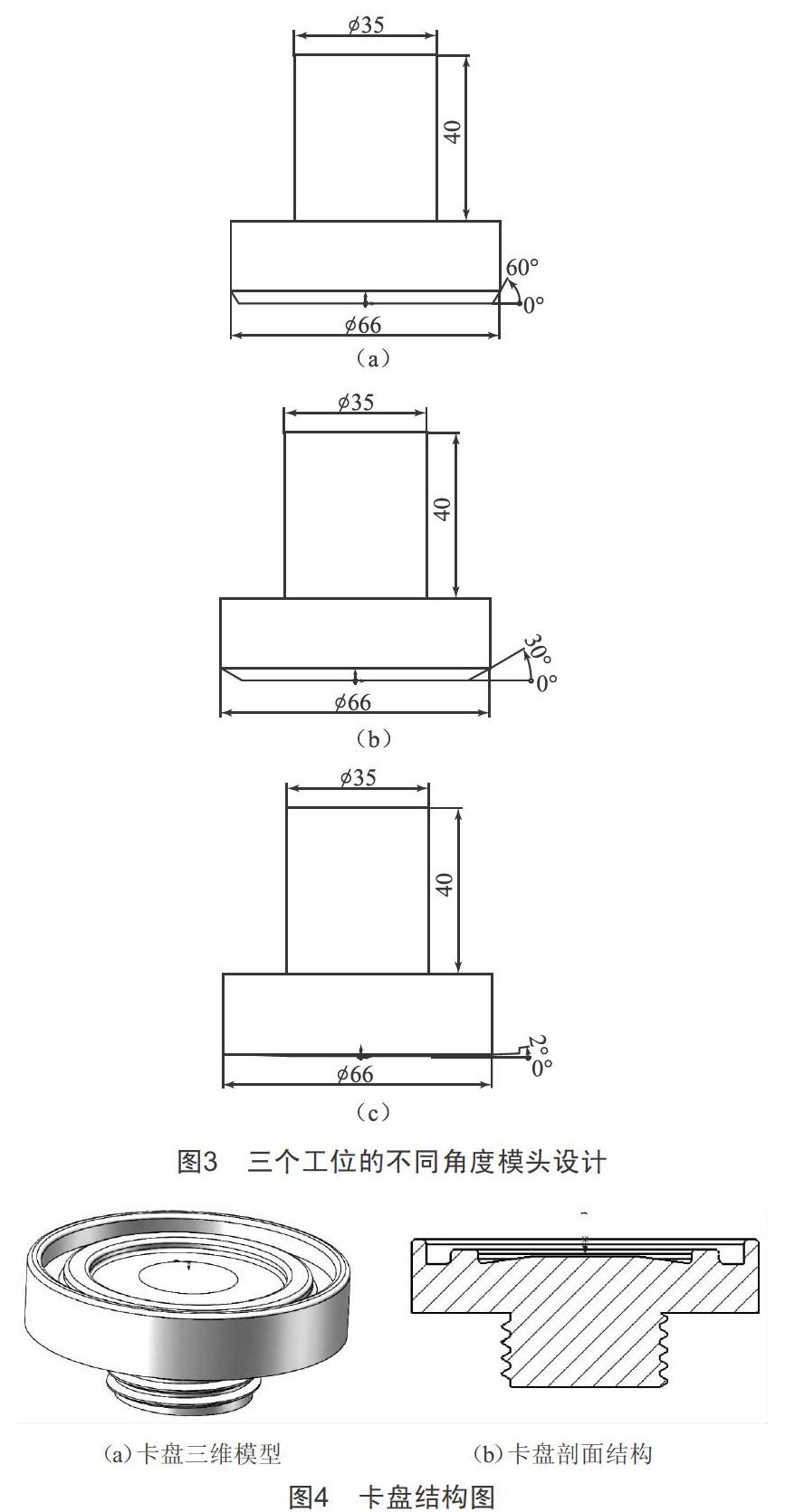
盖板压装是通过初步铆合、预成型、成型三个工位实现。其中初步铆合模头将薄盖板的铆接齿由内向外压至一定倾斜度,预成型模头将铆接齿卡紧螺纹盖板,成型模头将薄盖板和螺纹盖板完全铆合。模头朝向卡槽的端面为压合平面,压合平面的边缘分别设有倒角。经过分析和工艺试验后,初步铆合模头、预成型模头及成型模头上的倒角与壓合平面之间的夹角分别为60°、30°、2°,如图3所示。
2.2 卡盘设计
卡盘结构如图4所示,其形状是根据薄盖板底部形状设计的,能够与薄盖板底部良好贴合,承受铆合过程中的压力,避免因压力过大而造成盖板断裂、损坏等问题。
3 自动压装系统设计
3.1 控制流程及控制策略
自动压装系统采用回转托盘结构,采用步进切换工位。系统主要由进料、定位、压装、出料四部分组成。
详细流程步骤如下:
(1)将盖板零件放入回转托盘上的定位装置中,零件随着托盘旋转到压装工位;
(2)当转到固定工位后,由控制程序对压力缸输入命令,各工位同时进行盖板的压装;
(3)盖板通过多个工位完成压装后转到移出位置,再由移出装置将盖板移出。
控制系统主要包含控制机构、传感机构、驱动机构、人机界面。控制机构是实现动作的关键,常采用PLC作为控制机构的核心。传感机构的作用是感应零件是否到达准确位置、各气缸是否处于原位还是到位状态等,并将这些信号输入到控制机构PLC中。驱动机构主要采用伺服电机驱动旋转托盘进行回转驱动实现托盘回转;压力缸由气体系统驱动气缸实现模头的下行压装,其控制阀选用三位五通阀。人机界面采用按钮结合面板的形式,便于操作和控制。
3.2 控制系统硬件设计
滤清器盖板自动压装系统中有11个输入信号,包括4个气缸上的8个限位传感器(分前传感器和后传感器两类)、2个开关按钮和1个转盘的角位移传感器;输出信号有6个,包括气缸的伸出和退回信号、转盘回转电机的信号、传送电机的正反转信号和上下料电磁铁通电产生的磁力信号。针对控制要求,选用台达DVP24ES200R/T可编程控制器,其PLC具有高速、稳定可靠的特点,且输入点数为16,输出点数为8,能够满足控制的要求[5]。
控制系统的I/O输入输出分配如表1所示。
3.3 设备控制策略
滤清器盖板自动压装系统软件设计分为两大部分:自动压装程序和自动零件移出程序。当启动开关打开台面,电机转动,角位移传感器转动到固定的角度时,所有气缸伸出压装零件,同时回转电机停止转动,电磁铁通电使之产生磁力将零件吸住。在气缸伸出到最低位置的前传感器时,所有气缸退回,回转电机转动,传送电机正转。当气缸退回到气缸后传感器时,电磁铁断电,传送电机反转,从而实现整个系统的控制。
4 结语
为了提高铆接组合式滤清器盖板的装配效率,本文开展了该产品的自动压装设备的研究开发工作。首先对组合式滤清器盖板的自动压装工艺进行了分析,规划了通过三工位完成压装的方案;然后进行了压装用模具压头和定位卡盘的设计;最后完成了自动压装设备控制系统的硬件和软件设计。通过项目实践,实现了铆接组合式滤清器盖板的多工位自动压装,在降低操作人员劳动强度的同时,生产效率及产品的质量和稳定性都得到了大幅度提升。
[参考文献]
[1] 周毅,吴江.滤清器螺纹盖板冲压模具设计[J].机械工程与自动化,2012(2):87,90.
[2] 吴一敏.车用空气滤清器的现状及其发展趋势[J].汽车研究与开发,1999(4):42-51.
[3] 张振龙.电液伺服阀衔铁组件自动压装机的研制[D].哈尔滨:哈尔滨工业大学,2011.
[4] 王立志,李元伶.数控轮对自动压装机研制[J].铁道技术监督,2009,37(6):57-59.
[5] 张亚锋,孟飞,张美凤,等.基于汽车起动行星轴的压装机设计与实现[J].组合机床与自动化加工技术,2016(11):134-137.
收稿日期:2020-08-14
作者简介:汤辉(1997—),男,安徽滁州人,研究方向:机械设计制造及其自动化。
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
汽车观察(2019年6期)2019-07-30
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
中国科技纵横(2018年11期)2018-08-29
科技创新与品牌(2017年3期)2017-04-27
山东工业技术(2016年23期)2016-12-23
中国高新技术企业(2016年30期)2016-12-20
汽车之友(2016年18期)2016-09-20
