
膜分离耦合氧化技术降解草甘膦副产盐中有机物
2020-10-23 04:28丁国良赵经纬程棋波
山东化工 2020年17期
石 进,魏 超,丁国良,赵经纬,程棋波
(1.南通江山农药化工股份有限公司,江苏 南通 226006;2.杭州天创环境科技股份有限公司,浙江 杭州 311121)
目前,国内大都采用甘氨酸法生产草甘膦,甘氨酸法生产草甘膦工艺在中国草甘膦有效产能中占比接近7成[1],其中甘氨酸-亚磷酸二甲酯法工艺最为成熟,应用最为广泛。草甘膦是一种无残留灭生性、非选择性的除草剂,在农作物领域得到了广泛的应用。据统计,每生产一吨的草甘膦原药会产生大约17 t的草甘膦废水[2]。
由于草甘膦废水的含盐量较高,兼具高浓度、高毒性的特点,无法采用生化法处理[3]。Xie等[4]用Osmonics公司生产的纳滤膜Desal-5DK分离处理草甘膦废水,当控制运行压力在2.0 MPa左右时,纳滤膜Desal-5DK 对草甘膦的截留率为95.5%。李永峰等[5]采用次氯酸钠氧化协同磷酸铵镁沉淀法处理草甘膦废水并进行磷的回收。当料液pH值为9.0,反应时间为15 min,氮磷物质的量比为1.4,镁磷物质的量比为1.2,在此条件下磷酸盐回收率达99.3%。Liu[6]等采用CaO沉淀法和高级氧化法(AOPs)两种工艺对废水中的无机磷和有机磷进行了降解。结果表明,在沉淀过程中,在200 mL草甘膦废水中加入1 g氧化钙时,TP的去除率为79%,而在二级处理单元后采用高级氧化工艺时,TP的去除率接近99%。
草甘膦母液在经过本公司:杭州天创的膜分离技术发明专利处理之后[7],草甘膦回收的目的得以实现,但同时也产生了含有高盐和有机物的膜淡液。目前,采用蒸发结晶技术处理膜淡液,得到草甘膦副产盐,由于草甘膦副产盐中含有大量的有机物,因其处理难度大,成本高,企业无法承受,只能用作固废处理。《新固废法》颁布以来,固废处理成本提高。在此背景下,需要开发出一种新技术降解草甘膦副产盐中有机物,使得精制后的草甘膦副产盐或盐水能够应用于氯碱等其他行业,实现草甘膦副产盐的资源化回用。
1 实验部分
1.1 仪器与试剂
HJ-6A 数显恒温磁力加热搅拌器,FA2004N 型电子分析天平,pH S-25型pH 计,杭州天创环境科技股份有限公司纳滤膜设备(纳滤膜型号NF-4040-HR),TOC 测定仪(SieversInnovOx Laboratory TOC Analyzer);过硫酸钾(AR),次氯酸钠(10%,以有效氯计),盐酸(AR),氢氧化钠(AR),草甘膦副产盐取自江苏某农药生产公司。
1.2 实验方法
将草甘膦副产盐按照一定的比例溶解到纯水中,配制成一定浓度的盐水进行膜分离和氧化处理。由于此盐水中有机物的浓度仍然较高,采用高级氧化技术处理需要消耗大量的氧化剂,且由于是氯化钠高盐体系,高浓度的氯离子对羟基自由基的湮灭作用导致氧化效果并不理想。所以考虑采用膜分离耦合氧化技术降解草甘膦副产盐中有机物,由于高盐环境下测COD误差较大,因此以总有机碳(TOC)含量表征溶液中有机物的浓度。工艺流程如图1所示。

图1 工艺流程简图
工艺流程说明:将从江苏某农药生产公司取得的草甘膦副产盐按照一定的比例配制成一定浓度的盐溶液,用纳滤膜处理进行有机物与盐分离,膜淡液进入氧化系统进行后处理,氧化完成后,进行过滤即可得到高浓度的一次精制盐水。一次精制盐水可用于氯碱行业生产烧碱、氯气以及氢气等产品,具有较高的社会、经济效益。
取适量草甘膦副产盐,按照一定的比例溶解在纯水中,配制成一定浓度的NaCl溶液,检测NaCl溶液中的各组分见表1。

表1 草甘膦副产盐配制盐水分析指标
从表1可得:草甘膦副产盐配制的盐水有机物的含量较高,必须去除盐水中的有机物,使得TOC含量低于10 mg/L,才能满足氯碱行业一次精制盐水的要求。
1.2.1 膜分离技术处理盐水
取适量草甘膦副产盐配制的盐水,用NF-4040-HR纳滤膜浓缩分离处理,试验过程中,控制膜设备运行参数如压力和温度一定,浓缩分离盐水中有机物,当回收率达到足够高的时候,停止运行,得到膜浓液和膜淡液。由于部分小分子量有机物会透过纳滤膜进入膜淡液中,再采用氧化技术去除膜淡液中的小分子有机物。
1.2.2 过硫酸钾氧化去除有机物
氧化剂过硫酸钾(以下简写为KPS)在加热或者微波辐照的情况下,过硫酸根离子(S2O82-)被激活产生具有强氧化性的硫酸根自由基(·SO4-),硫酸根自由基的氧化还原电位是2.6 eV[8]。
本实验中,采用KPS氧化去除透过纳滤膜的分子量较小的有机物,达到去除有机物的目的。实验分别考察了初始pH值、反应温度、KPS/TOC的物质的量比、反应时间对膜淡液TOC去除率的影响。
1.2.3 次氯酸钠氧化去除有机物
次氯酸钠是一种氧化性较强的氧化剂,一般认为HClO和产生的新生态氧[O]是其强氧化性的来源,新生态氧[O]的氧化电势可达2.42 eV,具有很强的氧化性[8-10]。
本试验中,采用NaClO氧化技术去除透过纳滤膜的小分子量的有机物。实验分别考察了初始pH值、温度、NaClO与TOC的物质的量比、反应时间对膜淡液TOC去除率的影响。
2 结果与讨论
2.1 纳滤膜技术分离去除有机物
在温度25℃左右时,用纳滤膜设备浓缩分离处理草甘膦副产盐配制的盐水,控制纳滤浓缩的运行压力为25 kg左右,回收率达到85%时,停止运行,得到膜淡液并测其指标见表2。

表2 纳滤膜淡液分析指标
从表2可以看出:NF-4040-HR型号纳滤膜对草甘膦副产盐溶液中的TOC具有很高的截留率,为88.07%。由于纳滤膜无法截留盐水中的较小分子量的有机物,导致膜淡液的TOC升高。
2.2 KPS氧化初始pH对有机物的去除效果
每组取200 mL盐水,KPS与TOC的物质的量比控制为1.0,反应温度控制在90℃,反应前配置1 mol/L的盐酸溶液和1 mol/L的氢氧化钠溶液调节盐水的pH值,控制各组待反应料液的pH值分别为1.0、3.0、5.0、7.0、9.0、11.0、13.0,在磁力搅拌器恒温搅拌反应4 h。待反应结束后,静置沉淀适当时间,清液采用滤纸过滤,取过滤清液检测TOC,结果如图2。

图2 KPS氧化初始pH值对有机物的去除效果
从图2可知:在强酸性条件下,TOC的去除率较在碱性和中性低,这可能是因为在强酸环境下,产生的·SO4-在极短的时间内相互碰撞,并发生湮灭反应,硫酸根自由基无法接触到有机物就湮灭,从而导致TOC的去除率降低。在强碱性环境中,由于·SO4-与OH-反应生成·OH,·OH具有较强的氧化性,但由于·OH的半衰期较短,还没有接触有机物就湮灭掉,TOC的去除率降低。因此,最佳pH值应该在3附近[11-14]。
2.3 KPS氧化温度对有机物的去除效果
每组取200 mL料液,KPS与TOC的物质的量比控制为1.0,反应前先用1 mol/L的盐酸调节料液pH值为3.0,反应温度分别控制在75、80、85、90、95℃,在磁力搅拌器中加热恒温搅拌反应4 h。反应结束后,将料液静置沉淀适当时间,用滤纸过滤后,取过滤清液检测TOC含量,结果如图3所示。

图3 KPS氧化温度对有机物的去除效果
从图3可知,反应温度的升高,TOC的去除率呈现先增加后降低的趋势。根据Arrhenius阿伦尼乌斯方程k=k0exp(-Ea/RT),反应速率系数与温度有关,温度升高,反应速率系数增大,反应速度加快,单位时间产生的·SO4-的量更大,表现为TOC的去除率更高。在高于85℃环境中,TOC去除率降低,这是因为温度过高,KPS热激活产生·SO4-的同时也产生大量的H+,导致溶液的pH急速降低,在pH较低的环境中,·SO4-和·OH以及H+和·OH均发生湮灭反应,从而导致氧化效果降低[14]。
2.4 KPS的投加量对有机物的去除效果
每组取200 mL料液,反应前先用1 mol/L的盐酸调节料液pH值为3.0,反应温度分别控制在85℃,KPS与TOC的物质的量比控制为0.5、1.0、2.0、3.0、4.0、5.0,在磁力搅拌器中加热恒温搅拌反应4 h。反应结束之后,适当静置沉淀一段时间,用滤纸过滤,取过滤清液检测TOC含量,结果如图4所示。
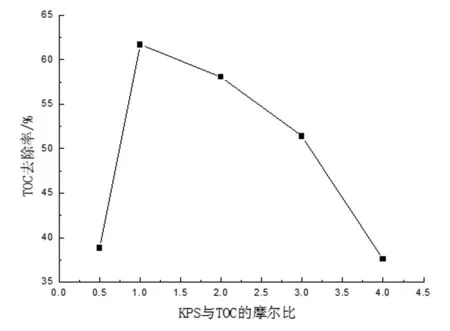
图4 KPS的投加量对有机物的去除效果
从图4可知:KPS/TOC物质的量比的增加,TOC的去除率先增大后降低,当KPS/TOC物质的量比为1时,TOC去除率达到峰值。这是因为随着氧化剂KPS投加量的增加,产生的·SO4-也随之增加,TOC去除的量也随之增加。过量的投加KPS,KPS受热激活产生自由基的同时也产生过多的H+,导致溶液的pH较低,·SO4-会与·SO4-自由基以及过硫酸根发生反应,导致溶液中·SO4-含量降低,TOC的去除率也降低[15-16]。
·SO4-+ ·SO4-→ S2O82-
·SO4-+ S2O82-→ SO42-+ ·S2O8-
2.5 KPS氧化时间对有机物的去除效果
每组取200 mL料液,反应前先用1 mol/L的盐酸调节料液pH值为3.0,反应温度分别控制在85℃,KPS与TOC的物质的量比控制为1.0,在恒温磁力加热搅拌器中搅拌反应,控制反应时间分别为0.5、1.0、1.5、2.0、2.5、3.0、3.5、4.0 h。结束反应后,静置沉淀适当时间,上清液用滤纸过滤,取过滤清液检测TOC含量,结果如图5所示。
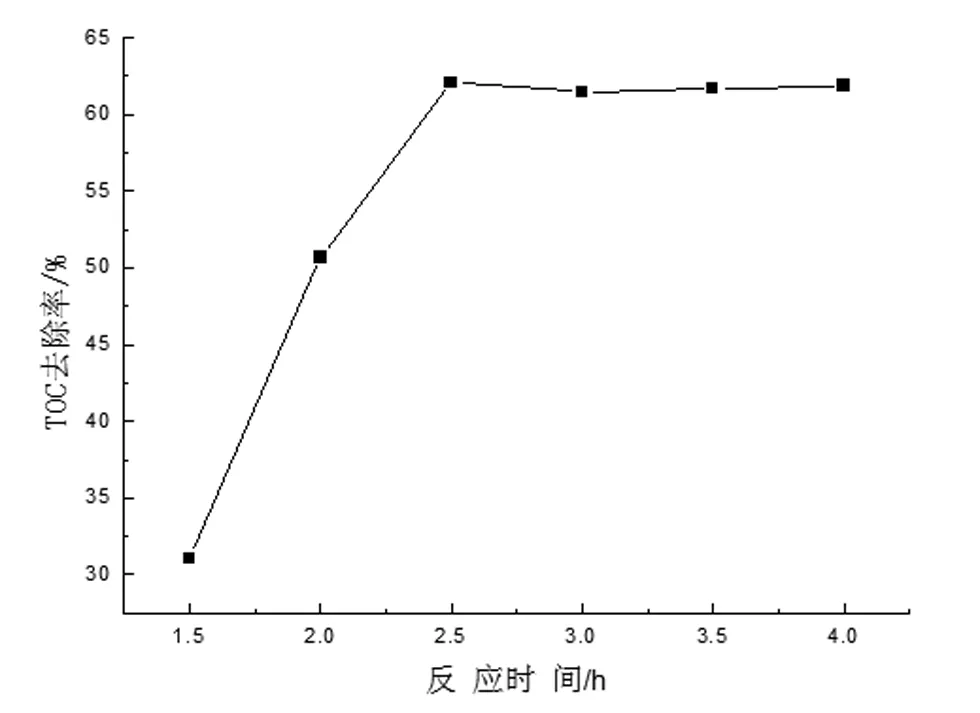
图5 KPS氧化时间对有机物的去除效果
从图5可知:TOC的去除率随着反应时间的延长呈现先增加后基本不变。当反应时间大于2.5 h,TOC去除率保持平稳,不再增加。这是因为KPS受热激活产生·SO4-,反应一段时间后,KPS被完全消耗。
2.6 NaClO氧化初始pH值对有机物的去除效果
每组取200 mL料液,NaClO与TOC的物质的量比控制为1.5,反应温度控制在20℃,反应前先用1 mol/L的盐酸溶液和1 mol/L的氢氧化钠溶液调节料液pH值,控制待反应料液的pH值分别为1.0、3.0、5.0、7.0、9.0、11.0、13.0,在磁力搅拌器中恒温加热搅拌4 h。反应结束后,静置沉淀适当时间,采用滤纸过滤,取过滤清液检测TOC含量,结果如图6所示。
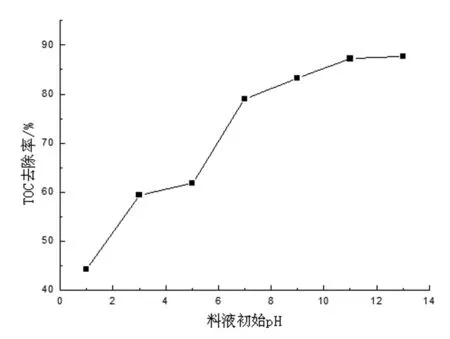
图6 NaClO氧化初始pH值对有机物的去除效果
从图6可知:pH增加,TOC的去除率也随之增加。这可能是因为NaClO在酸性、碱性条件下均有较好的氧化性。而在酸性条件下,会与H+反应生成氯气跑出。在碱性条件下,NaClO能持续的缓慢的释放新生态氧[O]和ClO-,新生态氧具有较强的氧化性[17-18],具有强氧化性的时间较长。由图可知,NaClO在pH值=11时,TOC去除率最大。
2.7 NaClO氧化温度对有机物的去除效果
每组取200 mL料液,NaClO与TOC的物质的量比控制为1.5,反应前先用1 mol/L的氢氧化钠溶液调节料液pH值为11.0,反应温度分别控制在15、20、25、30、35、40℃,在磁力搅拌器中恒温加热搅拌反应4 h。反应完成后,适当静置沉淀一段时间,上清液采用滤纸过滤,取过滤清液检测TOC含量,结果如图7所示。

图7 NaClO氧化温度对有机物的去除效果
从图7可知:当反应温度为15~25℃时,温度对有机物的去除率影响不大。反应温度超过25℃时,TOC的去除率迅速降低。这是因为在高温环境中,NaClO分解为NaCl和O2,引起具有强氧化性的新生态氧[O]和ClO-产生量减少,导致TOC的去除率降低[19]。
3NaClO → NaClO3+2NaCl 2NaClO3→ 2NaCl + 3O2
2.8 NaClO的投加量对有机物的去除效果
每组取200 mL料液,反应前先用1 mol/L的氢氧化钠溶液调节料液pH值为11.0,反应温度控制在20℃,NaClO与TOC的物质的量比控制为0.5、1.0、1.5、2.0、2.5、3.0,在磁力搅拌器中恒温搅拌反应4 h。待反应完全后,静置沉淀适当时间,采用滤纸过滤后,取过滤清液检测TOC含量,结果如图8所示。

图8 NaClO的投加量对有机物的去除效果
从图8可知:NaClO/TOC的物质的量比增大,料液中TOC的去除率也增大。这可能是因为NaClO投加量增大,一定反应时间内,溶液中产生的ClO-含量也随之增加,TOC的去除率升高,NaClO/TOC物质的量比为2.5时,TOC去除率最大。
2.9 NaClO氧化时间对有机物的去除效果
每组取200 mL料液,反应前先用1 mol/L的氢氧化钠溶液调节料液pH值为11.0,反应温度控制在20℃,NaClO与TOC的物质的量比控制为2.5,在恒温磁力加热搅拌器中搅拌,分别控制每组料液的反应时间为2、3、4、5、6、7 h。待反应结束后,静置沉淀,用滤纸过滤后,取清液检测TOC含量,结果如图9所示。

图9 NaClO氧化时间对有机物的去除效果
从图9可知:增加反应时间,TOC的去除率也随之升高。当反应时间为5 h时,TOC的去除率最高,继续增加反应时间,TOC去除率不再有所提高。这是因为反应5 h后,投加的氧化剂已反应完全,料液中已没有氧化剂起降解有机物的作用[17]。
3 结论
草甘膦副产盐按照一定的比例溶于纯水,配置成一定浓度的草甘膦副产盐溶液。经过NF-4040-HR纳滤膜浓缩分离处理后,盐溶液中的大部分有机物得到有效去除,TOC截留率较高,为87.69%。
上述试验表明,纳滤膜淡液经过NaClO氧化后,产水TOC更低,最终产水TOC小于10 mg/L。满足氯碱行业一次精制盐水的要求。
猜你喜欢
科学家(2021年24期)2021-04-25
陶瓷学报(2020年3期)2020-10-27
农药科学与管理(2019年6期)2019-11-23
消费导刊(2019年31期)2019-03-13
世界农药(2019年2期)2019-01-06
学苑创造·B版(2017年12期)2018-01-17
中国机械(2016年2期)2016-02-07
营销界(2015年23期)2015-02-28
中国水利(2015年17期)2015-01-26
