高效焊接技术在化学品船建造中的应用
2020-10-23 07:17:26朱池
江苏船舶 2020年4期
朱 池
(中船澄西船舶修造有限公司,江苏 无锡 214433)
0 引言
在船舶行业市场中,船东、船检和船舶企业各方对产品建造效率和质量要求越来越高,其中焊接技术是船舶建造的关键工序之一,是评价产品质量和工效的重要指标。高效焊接技术的推广使用,有利于缩短船舶产品建造的工时[1]。随着工业技术、计算机和新材料冶炼技术发展的日益精进,焊接设备由手工或半自动逐渐走向机械化、智能化和环保节能化。焊条电弧焊绝大部分被CO2药芯焊所替代,出现了平面/曲面分段制作流水线;还有船舶企业进入仿形机械手臂、门架式的自动焊接装备阶段,甚至趋向实现智能车间中的船舶焊接技术。船舶建造中高效焊接技术的广泛应用,不仅能提高工效、焊接质量和造船精度,还能减少焊接变形和焊材消耗。
本文分析了各种高效焊接装备、工艺方法、工装辅助、图纸设计等方面在55 600载重吨化学品船建造中的应用情况,发现只有提升高效焊接技术应用,才能提高船舶建造效率。
1 55 600载重吨化学品船简介
55 600载重吨化学品船是航行于无限航区装载二类化学品、成品油并由低速柴油机驱动的单机单舵的油化船。该船主要参数为:总长182.8 m,型宽35 m,型深10.5 m,航速14 kn,续航能力16 000 n mile;货舱满载设计比重为1.025 t/m3,部分装载时货物的最大密度为1.530 t/m3;入LR船级社。该船货舱区为双底、双壳及1道带顶墩和底墩的中纵槽型舱壁。货舱被水密纵、横槽型舱壁分隔为10对货舱和1对污油舱。货舱区的边舱与底舱被分为6对专用压载舱。艏尖舱兼作压载舱与冲洗淡水舱或空舱。货舱区的纵向底墩下的双层底作为管弄。机舱及5层甲板室位于艉部。货舱及污油舱采用特涂。货油系统的设计与建造满足闭式装载、卸货、取样和备用测深。每个货舱/污油舱设有独立的货管,并配有独立液压式潜液泵,可同时装载22种货品;本船的惰性气体由氮气发生器提供。
2 55 600载重吨化学品船的焊接
2.1 HCD500-6型自动焊接小车实现全位置焊接
HCD500-6型自动焊接小车是一款多功能焊机见图1,其焊枪夹头可沿焊接方向偏转一定角度。焊接时,调中功能可随时调节焊缝位置, 小车具有磁吸附离合手柄,运行平稳,操作方便。

图1 HCD500-6型自动焊接小车
在55 600载重吨化学品船的建造中,这款全位置焊接小车不仅在分段上完成了板对接的平焊、横焊及立焊焊接,还完成了中组与船台搭载过程中的板缝对接焊接。焊后的宏观形貌见图2。焊缝外观成形美观,焊接接头数量少,无明显的裂纹、未焊透等缺陷。对对接焊缝进行超声波探伤抽检,其合格率达95%以上。
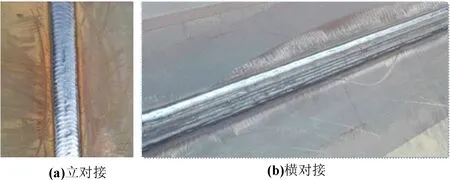
图2 焊缝宏观形貌
全位置焊接小车焊接工艺摆脱了繁重的CO2手工焊操作。全位置自动焊接小车和CO2半自动焊在相同时间、相同焊材和工况下进行了对比分析,见表1。从表中得知,在相同的工作条件下,全位置自动焊接小车的工效提高了约20%。这不仅改变了原来装焊的工序,也降低了工人的劳动强度,提高了生产效率。
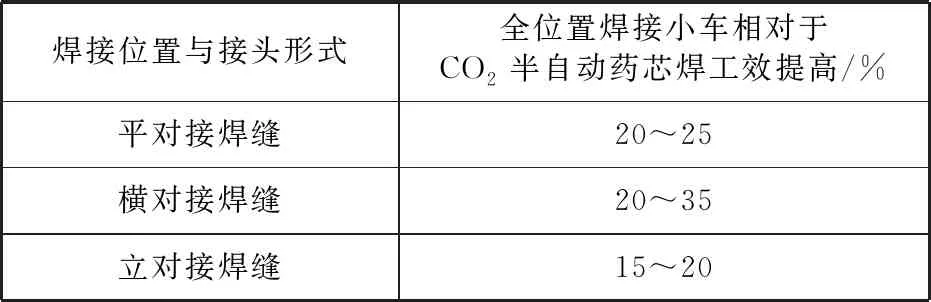
表1 全位置焊接小车和CO2半自动药芯焊工效比较
综上,HCD500-6型全位置自动焊接小车操作简单易学,可实现一人操作多台设备,并且在长时间工作的同时能够保证较高的焊接质量,工作效率高,在55 600载重吨化学品船的焊接中起到了至关重要的作用。
2.2 垂直气电焊实现合拢缝焊接
众所周知,垂直气电立焊是一种适用于中大型船舶建造的高效气渣保护焊接方法,一般应用于舷侧外板垂直位置的合拢缝焊接。经过多次试验发现,此工艺方法应用到斜面(角度≥45°)上效果非常好,如化学品船槽型舱壁底凳斜板与底边舱板中组缝的焊接。
经过现场统计,斜板垂直气电焊的工作效率要比手工CO2气体保护焊高1.8倍左右。随着船板的厚度和合拢缝的长度增加,斜坡板垂直气电焊的高效优势会更加明显。
2.3 SDYC-2-2-L型微型焊机实现横角焊焊接
在55 600载重吨化学品船的建造中还使用到SDYC-2-2-L自动横角焊机,配松下焊接设备,见图3。该焊接设备特点为:自动角焊机体积小,重量轻,便于携带;小车回轮行走,速度均匀且无磁性,因而飞溅少,焊缝均匀;操作简单容易,便于焊工掌握;始端和终端残余量少,总共150 mm;适用范围广,最适合长焊缝焊接;焊接速度快,热输入低,变形小。
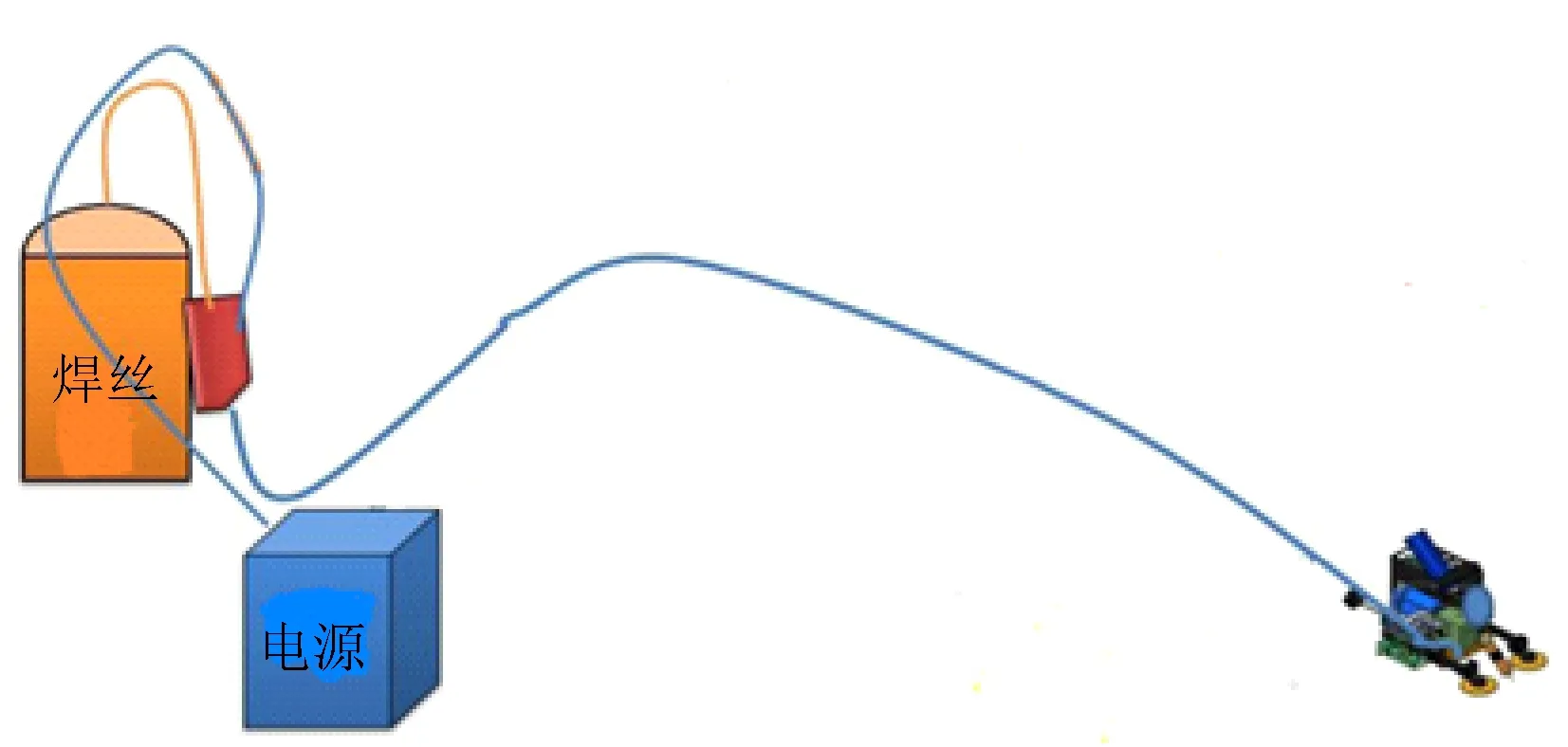
图3 微型自动横角焊机SDYC-2-2-L
经焊接设备调试、焊接工艺试验、焊接工艺评定认可、模拟实船和实船应用等工作后得出:用SDYC-2-2-L自动横角焊机进行平角焊,焊接效率大大提高。普通自动角焊机的最高焊速约为400 mm/min,而SDYC-2-2-L自动横角焊可达到1 000 mm/min以上。这对于薄板焊接减小焊接变形是非常有利的。引进的微型自动横角焊机SDYC-2-2-L及焊材,应用于中小型船厂的型材与大板间的横角接缝是适宜的,并具有先进性。此焊接技术摆脱了繁重的手工焊操作,解决了普通横角焊效率低、易出现气孔的问题,更显其优越性;同时也比普通自动角焊机小且轻;高速焊接时,气孔对焊接速度不敏感。TM-70C焊丝耐预涂底漆性能优异,又兼有药芯的高熔敷效率,为高速角焊缝的推广应用提供了一个新的研究思路。通过实践证明,微型高速横角焊工艺不仅具有工效率高、操作方便和焊缝质量优的优点,还减少了船舶的水平分段型材焊接工时。
2.4 氩-气连焊实现不锈钢管系自动焊接
不锈钢管系自动TIG焊是氩-气连焊的焊接设备。焊接电源为EWM Phoenix 451puls型逆变MIG/MAG分体式焊接电源,带脉冲焊功能[2]。
手工氩弧焊时为避开管子底部位置的仰焊,采用管子翻身的方式。每层焊道至少有两个接头,焊缝质量由焊工技能来保证,RT拍片合格率不稳定。
当采用自动TIG焊工艺时,管子借助变位器焊接无需翻身,焊枪始终处在平焊位置。这样每层焊缝均一次焊完,只有1个接头[3];焊缝外观美观,一次RT拍片合格率达到99.5%以上。自动TIG焊每个接头的焊接时间为8~12 min,工效是手工TIG焊的2.5倍左右,生产工效得到大幅度提升。
管系自动TIG焊工艺适合管径≥76 mm且壁厚≥3 mm的管对接。
2.5 混合自动焊
在55 600载重吨化学品船建造中,平直分段中组或船台搭载的大合拢接缝通常采用手工CO2陶瓷衬垫的单面打底、填充和盖面焊接,或者采用手工药芯焊丝CO2气体保护焊+埋弧焊盖面。手工CO2衬垫焊打底填充焊接效率低,焊缝接头多对焊缝质量保证非常不利。为此,焊接平直大接缝采用全位置焊接小车打底+埋弧焊填充盖面工艺。
该新工艺能减轻工人劳动强度和降低工人操作技能,焊缝接头数量减少,为船舶建造生产赢得了时间,并节省返工成本。
焊接试验证明:全位置焊接小车+埋弧自动焊混合焊工艺是可行的,焊缝表面成形和内在质量均良好,接头的力学性能均满足船级社规范要求。
实船应用表明,全位置焊接小车+埋弧自动焊混合焊工艺不仅生产效率、焊缝质量优于CO2半自动衬垫焊,还能缩短船台焊缝合拢生产周期,节约焊材消耗和工时。
3 实现高效焊接的几点建议
3.1 优化船舶结构设计
遵循中国船级社规范的要求,在进行船体结构设计和实际建造时,尽可能减少焊缝数量,在规范允许的情况下尽量减少全熔透焊接,采用深熔焊或者自然坡口焊。在船舶构件组立装配中,装焊顺序需要优先考虑高效焊接的方法的可达性和实用性。
3.2 增加磁力工具使用
在型材装焊中,尽量使用磁力装配工具,减少马板装配和定位焊位置。这有利于埋弧拼板焊接,也有利于全位置焊接小车的操作。
3.3 增强精度管理技术的应用
在制作各个搭载阶段,通过推广应用全站仪结合精度管理软件的数据测量分析技术,利用预修整及分段无余量搭载等精度管理技术,从焊缝装配间隙控制容差,使高效焊接方法在船舶建造中得到大范围使用[4]。
3.4 提升曲面分段焊缝高效焊的应用
对于艏部、艉部、舷侧等曲线分段的焊接,拼板对接焊缝角度不超过15°时,优先使用混合焊(CO2气体保护药芯焊+埋弧自动焊)焊接工艺。先采用CO2药芯焊接,加陶瓷衬垫;再采用埋弧自动焊焊接的方式。也可以应用全位置焊接小车配合软轨道进行曲面对接焊缝焊接。对于内部结构的焊接,可以逐步实现示教便携机器人焊接。
3.5 加强高技能人才队伍建设
高技能焊工是船舶高效焊接大力推广的关键。根据相关统计,修造船企业的外包队伍焊工占比较大,其技术水平、职业素养决定了船舶产品质量、生产进度和高效焊接技术推广。因此,需要从焊工等级和职业素养大力培训,做好高技能人才“师带徒”工作;应根据船舶共同规范和行业标准,组织船东、船检、公司管理和作业人员进行培训,提高焊工的焊接技术,并在制作车间门口展示成形好的焊缝标准试样以供参观学习。
3.6 加强船企交流和高校合作
通过调研国内外先进船企高效焊接技术,找到适合自身生产实际情况的高效焊接方式;同时与研究所、大学和设备厂商进行合作,找出适合自身需求的焊接流水线、焊接智能制造和高效焊接设备。
4 结语
在55 600载重吨化学品船的建造过程中,采用HCD500-6型全位置焊接小车、SDYC-2-2-L型自动横角焊机、氩-气连焊设备进行焊接,再配合埋弧焊、垂直气电焊、TIG焊、混合焊等焊接方法,获得了较高质量的焊缝,提高了工作效率,节省了制造成本。
对于实现船舶高效焊接提出了几点建议,目标明确是推广高效焊接技术的先决条件,组织落实是推广高效焊接技术的重要保证,积极开发和消化先进技术是推广高效焊接的关键所在,加强培训和提高素质是推广高效焊接技术的主要手段,强化制度和制度到位是推广高效焊接技术的根本措施。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
制造技术与机床(2019年10期)2019-10-26 02:47:22
劳动保护(2019年3期)2019-05-16 02:38:16
设备管理与维修(2016年5期)2016-03-16 02:20:41
焊接(2016年7期)2016-02-27 13:05:07
焊接(2016年1期)2016-02-27 12:59:40
安全(2015年6期)2016-01-19 06:19:31
中国科技信息(2015年17期)2015-11-02 12:48:29
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53