
铝箔腐蚀废水降氮磷处理试验研究
2020-10-22 07:32倪苏林李晶晶
冶金动力 2020年9期
倪苏林,李晶晶,王 卫,董 云
(江苏精科霞峰环保科技有限公司,江苏常州 213022)
1 概况
江苏某有限公司主要研发、制造铝电解电容器用电极箔及铝电解电容器,创建于1989 年,经过多年的努力,已形成年产阴极箔1500 万m2、阳极箔500万m2的规模,电极箔的品质已达国际一流水平,生产规模处于国内前列。为了解决某公司废水系统氨氮和总氮问题,开展试验研究。
2 江苏某有限公司废水现状及需求
江苏某有限公司废水处理系统是由各车间的酸洗废水和己二酸铵废水汇集到调节池,然后用泵打到高位反应器进行一级中和反应,再到二级中和反应池进行中和,中和后进入斜板絮凝沉淀池进行沉淀处理,最后到排放水收集池。实际处理水量日平均300~500 m3,由于废水中含硝酸、盐酸、磷酸类多种清洗液,造成废水中总氮、氨氮、总磷都非常高,不易处理,总氮在250~950 mg/L,最高时总氮高达950 mg/L,总磷在800~3000 mg/L。目前污水处理厂接收水质要求为:出水总氮小于150 mg/L,总磷要求小于3 mg/L。
废水处理主要为在废水中自动加入适当碱溶液并进行充分混合,使废水酸碱度达到中性。
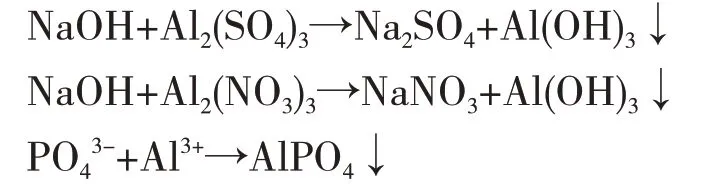
在废水处理中,PO43-的去除主要依靠与Al3+的反应,形成磷酸铝沉淀,同时Al3+的去除还依靠形成Al(OH)3沉淀。而其它离子的去除需要依靠后续处理。当废水的酸碱度达到中性后再添加适当PAM,使废水中的氢氧化铝、磷酸铝及其他悬浮物迅速在斜管沉降池中沉淀下来,上清液溢流进入回收水系统,沉淀池底部污泥通过排放管道进入污泥处理系统。
3 废水系统目前存在问题分析及改进建议
3.1 存在的问题
经过沟通了解,目前现场工艺只投加液碱中和及投加PAM 絮凝沉降,出水中总氮还高达750mg/L,远高于污水处理厂接收要求,同时由于单一用碱中和处理,絮凝沉淀的矾花小,沉降慢,处理效率低,氨氮、COD很高。
现场工艺流程图见图1。

图1 现场工艺流程图
3.2 改进建议
(1)从源头抓起,对车间投加硝酸进行洗涤后的硝酸废水进行回收,尽量减少这部分水进入废水系统。
(2)进一步筛选降氨氮、总氮、除磷类的多功能复合药剂,选择最佳处理效果的药剂和用量。
4 药剂筛选试验
4.1 试验1
取得废水投加石灰7 000 mg/L调至pH 6.36,再加750 mg/L 液碱调至pH 9 左右,加APW-3908 氮磷去除剂200 mg/L,APW-3549 阳离子高分子絮凝20 mg/L;连续现场取水4 天(3 月10 日~3 月13 日),每次试验水量6 L,实验数据见表1。
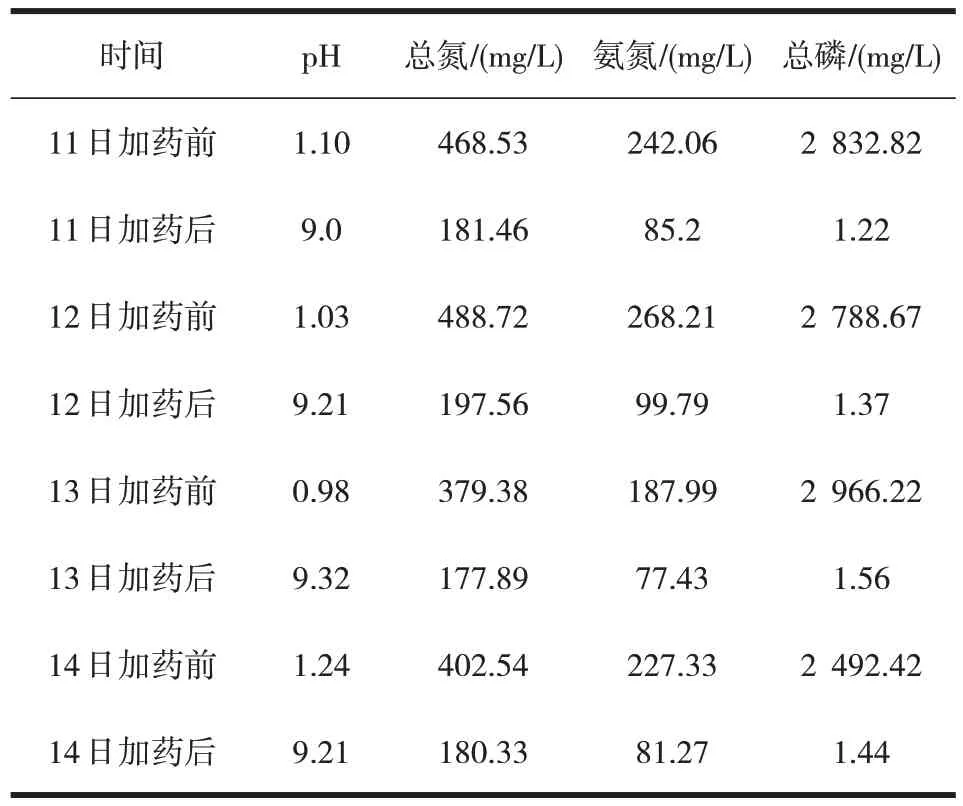
表1 水样投加药剂试验数据分析
4.2 试验2
取得废水投加石灰8 000 mg/L 调至pH 7.0,加APW-3208 复合特效絮凝剂1 000 mg/L,APW-3549 阳离子高分子絮凝剂30 mg/L,絮凝后取上清液加1 500 mg/L 的液碱将pH 调到9.0~10.0 后再加APW-3908 氮磷去除剂1 000 mg/L;连续现场取水4天(3月10日~3月13日),每次试验水量6 L,实验数据见表2。

表2 水样投加药剂试验数据分析
通过进行一系列药剂选择和药剂量的试验,综合试验结果对比,产品APW-3908氮磷去除剂,确保效果建议用量为:1 000~1 500 mg/L,同进配合APW-3208 复合特效絮凝剂(用量为:800~1 500 mg/L)和APW-3549 阳离子高分子絮凝剂 30~40 mg/L,配合使用,使用后废水酸碱度为中性。
5 预期效果
通过方案中增加APW-3208 复合特效絮凝剂、APW-3549 阳离子高分子絮凝剂和APW-3908 氮磷去除剂处理,可以使系统运行全面优化,达到预期的目标效果如表3。
取废水投加:石灰8 000 mg/L 调至pH 7.0,加APW-3208 复合特效絮凝剂1 000 mg/L,APW-3549 阳离子高分子絮凝剂30 mg/L,絮凝后取上清液加1 500 mg/L 的液碱将pH 调到9.0~10.0 后再加APW-3908 氮磷去除剂1 000 mg/L;连续现场取水4天(3月10日~3月13日),每次试验水量6 L,实验数据见表3。
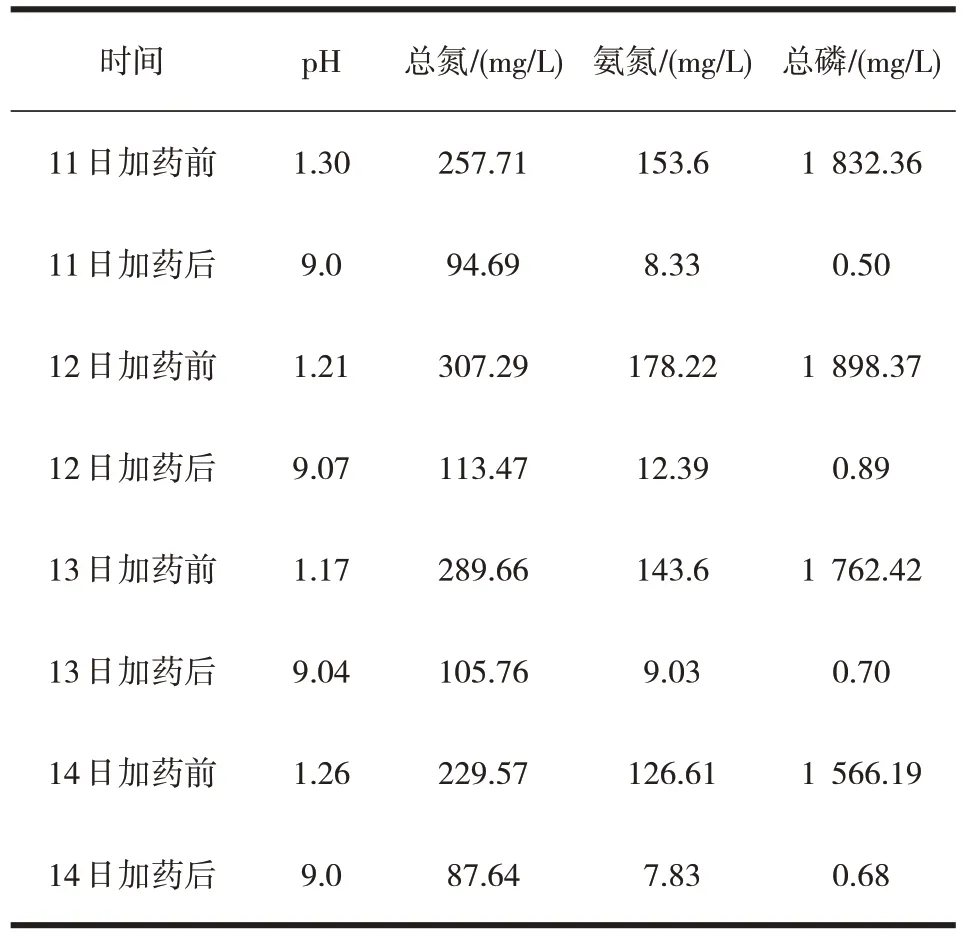
表3 投加药剂试验数据分析
通过APW-3549 阳离子高分子絮凝剂、APW-3908 氮磷去除剂的使用,可以提升氨氮、总氮去除率。可将原来出水总氮从几百降到100~150 mg/L。在不改变现有工艺的情况下,可达到园区废水接收要求。见表4。
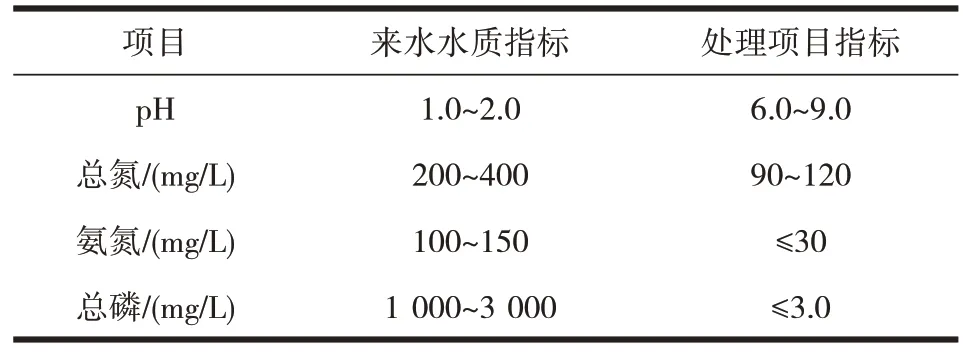
表4 废水进水水质指标和处理后水质指标
6 现场实际应用
现场连续运行取水分析结果见表5。
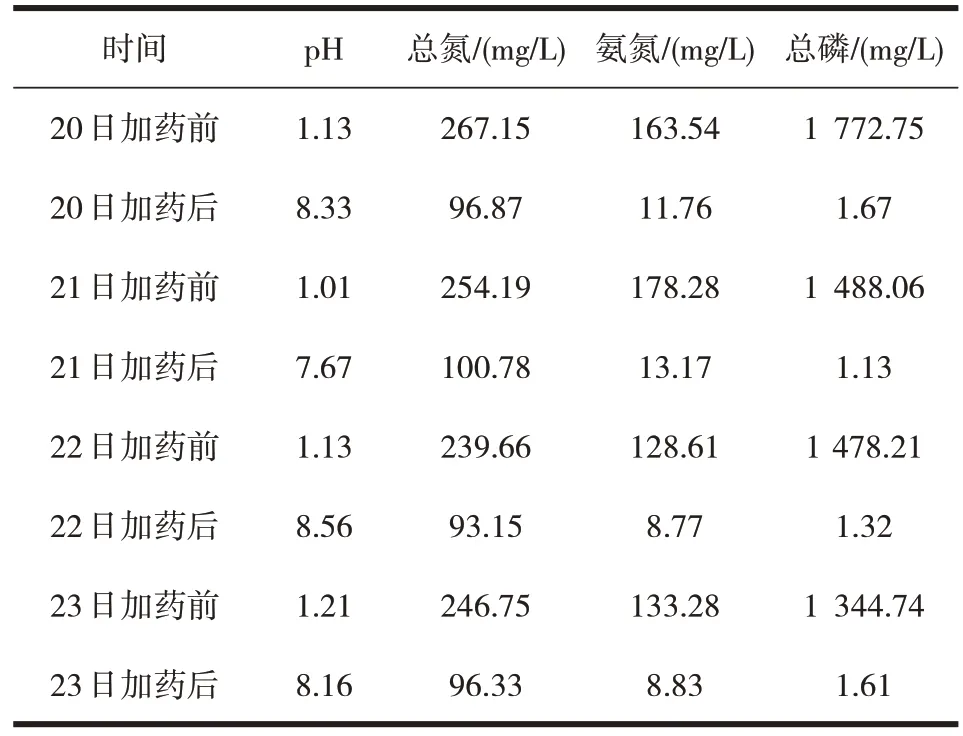
表5 现场连续运行投加药剂排口数据分析
通过现场实际运行水质数据分析,可以看出在不通过大规模的工艺改造,增加化学药剂处理方式可以有效降低水体氨氮、总氮、总磷指标。
猜你喜欢
工业水处理(2022年12期)2023-01-05
功能高分子学报(2022年5期)2022-10-19
山东冶金(2022年4期)2022-09-14
功能高分子学报(2022年4期)2022-08-05
世界有色金属(2019年16期)2019-02-11
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
钻井液与完井液(2018年5期)2018-02-13
纺织科技进展(2016年3期)2016-11-29
中国塑料(2016年10期)2016-06-27
中国资源综合利用(2016年6期)2016-01-22
