氧化锆陶瓷手机后盖的制备工艺
2020-10-22 05:13张建翔
盐城工学院学报(自然科学版) 2020年3期
张 杰,张建翔
(蚌埠学院 机械与车辆工程学院,安徽 蚌埠 233000)
第5代移动通信网络的快速发展表明一个全新的移动通信时代已经到来。5G网络不仅提高了对通信技术的要求,也给手机机身造型设计带来了一定的挑战,对手机机身材质性能提出了更加严格的要求[1]。
小米5尊享版(2016年)、小米MIX2S(2018年)、小米MIX3(2018年)、三星S10(2019年)和2020年上市销售的华为P40、OPPO FindX2等众多手机品牌的高端旗舰机型均采用了陶瓷后盖。手机陶瓷机身从一开始的2D直板型演变到如今的四曲面工艺造型;以小米MIX2S翡翠绿陶瓷手机为开端,机身颜色也从黑白两色转入彩色时代。但是由于目前制备工艺水平的限制,陶瓷手机后盖产品的良率较低,且价格昂贵,所以目前只用于各大手机品牌的旗舰机型。今后,随着制备工艺日益成熟,同时得益于5G通信的快速发展,陶瓷手机后盖必定有广阔的市场前景[2-3]。
1 氧化锆陶瓷材料
氧化锆陶瓷具有优异的物理性能及良好的力学性能,随着其成型技术的发展,在医疗、电子产品和传感器等众多领域均有广泛的应用。
后盖采用氧化锆陶瓷材质的手机机身具有良好的通信信号透过率,信号接收能力强,其硬度、密度及抗弯强度等明显优于塑料和玻璃材质,并且具有无电磁干扰,不具备磁性的特点,同时,由于陶瓷材质具有良好的可塑性,通过对机身表面的细致处理可塑造出更加高端的视觉形象[2]。
常见的手机后壳材料性能如表1所示[3]。由表1可知,氧化锆用作手机后壳材料具有良好的机械性能,具体表现在机械强度、耐磨耐腐蚀性、抗氧化性、热稳定性和热传导性等方面。同时采用特有的烧结技术可使氧化锆材料具备较好的可加工性,满足手机后盖的多曲面设计需求,从而实现产品的加工量产。而且氧化锆陶瓷原材料储量丰富,使其作为5G通信时代性能优良的手机机身材料,具有较高应用价值和广阔的发展前景[3]。
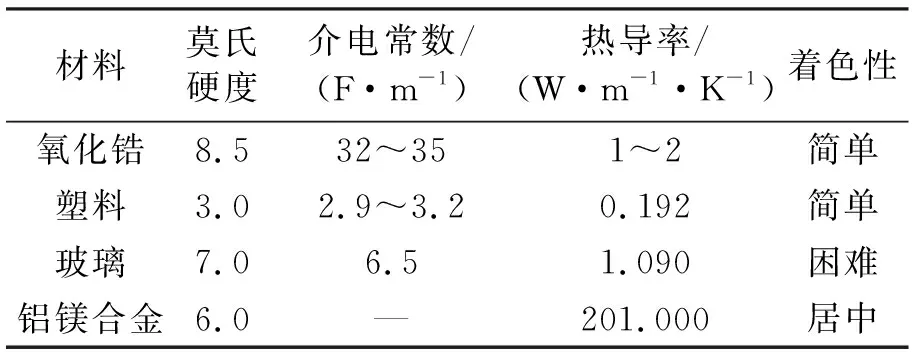
表1 常用手机后壳材料性能Table 1 Material properties of common mobile phone back shell
1.1 氧化锆陶瓷的烧结
陶瓷块体材料是由陶瓷粉末烧结成型的。烧结技术直接影响烧结成型块体的微观晶体结构,进而影响材料的物理及机械性能。在烧结过程中,陶瓷粉末会逐渐地转变为热塑性状态,通过物质扩散迁移使晶粒之间互相键联,发生晶界迁移、晶粒长大。烧结过程中的物质扩散迁移使得材料逐渐致密化,最终烧结成致密的多晶体块体陶瓷材料[4-5]。
氧化锆存在立方相(c-ZrO2)、四方相(t-ZrO2)和单斜相(m-ZrO2)3种晶体结构,3种晶体的物理性能如表2所示。其中四方相氧化锆陶瓷是三者中力学性能最好的一种,具有良好的韧性及可加工性[6]。
氧化锆陶瓷在烧结的升温及冷却过程中,会出现3种相结构的互相转变,这种转变是可逆的。当烧结温度达到1 170 ℃以上时,单斜相氧化锆会转变成四方相氧化锆,当温度冷却时,会发生四方相氧化锆到单斜相氧化锆的逆向转变,为了在常温下获得四方相氧化锆,可通过加入稳定剂阻止上述逆向转变发生,常见的稳定剂有Y2O3、TiO2等[4-6]。
此外,要制备彩色氧化锆陶瓷,还需加入CoO、Cr2O3、Fe2O3等过渡金属或者稀土金属的氧化物作为着色相。目前常用的彩色陶瓷制备方法有:固相混合法、液相浸渗法、化学共沉淀法等。要制备出颜色丰富、性能良好的彩色氧化锆陶瓷,在烧结过程中必须注意避免着色相和陶瓷基体产生的团聚现象[7]。
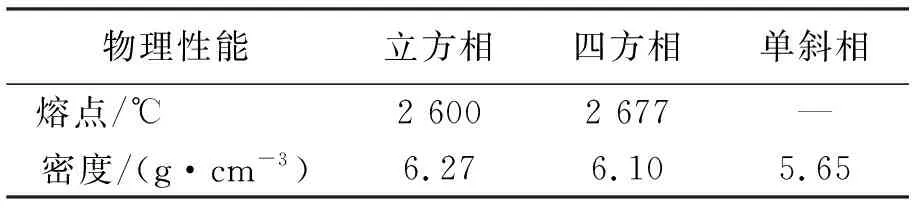
表2 氧化锆的基本物理性能Table 2 Basic physical properties of zirconia
1.2 氧化锆陶瓷后盖的加工
氧化锆陶瓷材料分子结构致密,硬度高、脆性大,属于难加工材料,但当其为四方相晶体结构时则具有一定的韧性,并且由于脆性材料切削加工存在延性域,通过调整合适的切削参数,可使其材料切屑以塑性变形的方式被去除,避免脆性材料出现因切削而产生的缺陷[8]。
烧结成型后的氧化锆陶瓷毛坯可采用CNC机床加工。目前用于氧化锆陶瓷手机后盖加工的刀具多选用单层金刚石电镀砂轮,这种砂轮主要以Ni基材料作为基体,对金刚石磨粒具有很强的机械把持力,可保持磨头表面的磨粒锋利度、容屑空间及加工能力。单层磨粒砂轮保持了一定的圆度误差,解决了多层磨粒砂轮中磨粒脱落而导致的砂轮不平度等问题,同时也提高了加工效率。使用不同粒度的金刚石磨粒配合不同的切削参数可以实现手机陶瓷后盖的粗、精加工,目前常用的电镀金刚石砂轮粒度有80目、100目和200目,选择不同砂轮能满足不同产品相应的加工质量及精度要求[9-10]。
用于氧化锆陶瓷加工的CNC机床应达到以下要求:主轴高转矩,转速可达30 000 r/min,带刀库功能可自动换刀,360°无死角冷却喷水,支持自动探测功能,支持刀具长度、刀具直径、路径旋转等补偿功能,以及为延长磨头寿命,机床应具有一定的刚性和抑震性。
2 陶瓷手机后盖的制备工艺
陶瓷手机后盖的制备工艺按加工顺序主要分为:干压/烧结、外形磨边、粗磨厚度、CNC内腔加工、CNC弧面外形粗加工、退火、精磨平面、粗抛、激光切割、CNC弧面外形精加工、精抛。具体加工流程可根据工艺要求进行调整。
2.1 干压/烧结
氧化锆陶瓷粉体在压力作用下被压制成具有一定形状的致密坯体,这种坯体在烧结前是由许多单个固体颗粒组成的,坯体中存在许多气孔,气孔率一般为40%~60%。对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料。这一过程中出现的不良现象主要表现为表面翘曲、裂纹等缺陷,可以通过调节烧结温度曲线进行改良。
文献[11]指出,在氧化锆陶瓷粉体成型时将其放入手机后盖模具中进行压实处理,所得的素坯经过烧结后得到的毛坯尺寸精度较高,加工余量小,可提高生产效率,降低企业成本。
2.2 磨床加工
使用金刚石砂轮磨床对来料毛坯的外形四边进行磨边修平,对背面进行粗磨加工,减薄厚度,按照设计工艺标准加工至相应尺寸。进行外形修边及厚度减薄加工的毛坯,具有相应的精度,粗磨平面的背面作为CNC内腔加工的加工基准,精修四边能够实现CNC工序中自动检测分中定位的精度要求,满足相应的工艺基准。
2.3 CNC内腔加工
氧化锆陶瓷手机后盖的CNC加工需要使用数控自动编程软件,加工前需要对相应的手机模型进行建模。CNC内腔加工对象主要是后盖的内腔曲面、内高及外围尺寸。使用磨床粗磨后的毛坯背面作为基准进行定位,制作亚克力材质的真空吸附治具,模型如图1所示。最外圈采用密封条进行密封,其余气槽保证真空吸附均匀。用自动探测探头进行四周分中和旋转补偿定位,选用不同目数的电镀金刚石磨头,通过粗、精加工分别将内腔及外形等加工至工艺要求的尺寸。一般情况下手机陶瓷后盖的内腔不直接面对消费者,其表面质量要求较背面而言较低。加工好的内腔具有相应的尺寸及精度要求,作为CNC弧面外形粗加工的基准。
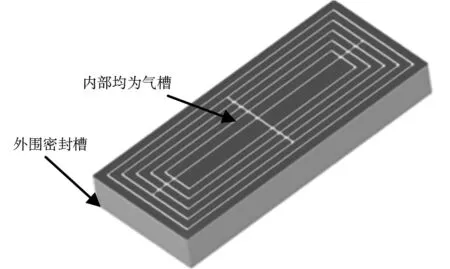
图1 CNC加工真空吸附治具模型Fig 1 Model of vacuum adsorption fixture for CNC machining
2.4 CNC弧面外形加工
CNC弧面外形加工主要是对手机后盖的外弧面进行加工,因此,CNC内腔加工时内腔面需要与夹具表面进行贴合定位,此工序一般需要根据手机内腔弧面,制作亚克力材质的真空吸附仿形治具,用自动探测探头进行四周分中和旋转补偿定位,然后采用不同目数的电镀金刚石磨头对外弧面进行粗、精加工。
2.5 精磨平面与退火
经过CNC外弧面加工的表面变形较大,翘曲严重,需要经过精磨修正平面翘曲。由于CNC加工及精磨平面工序去除的余量较大,此时工件的应力变形较大,需要通过退火处理消除应力。
2.6 粗抛与激光切割
经过两道CNC加工工序,磨头会在工件表面留下明显刀印,需要进行粗抛去除,粗抛后进行摄像孔及闪光孔的激光切割。粗抛工序放在激光切割之前是因为激光切割工序会产生很多碎渣留在切割表面,粗抛时碎渣脱落会划伤工件表面导致良率降低。同时,由于激光切割产生的碎渣残留,需要对工件进行CNC精加工。
2.7 CNC弧面外形精加工及精抛
采用电镀金刚石磨头对激光切割过的孔及弧面外形进行精修,达到表面质量及尺寸要求后进行精抛加工,以达到最终产品要求。
上述为氧化锆陶瓷手机后盖的主要制备工艺。氧化锆陶瓷属于脆性难加工材料,采用金刚石刀具用CNC机床进行加工,可以使其具有更为复杂精美的外观。CNC铣削加工对于陶瓷手机后盖成型十分重要。精雕机常采用高转速、快进给、小被吃刀量的切削模式进行铣削加工,调整合适的切削参数使陶瓷材料在加工过程中通过缺陷和裂纹的成形或延展、剥落及碎裂等方式去除,解决脆性材料难加工的问题。
3 结语
5G通信时代,随着通信技术的发展及消费者需求的提高,对手机机身材质性能的要求越来越高。氧化锆陶瓷因其优异的性能,越来越多地被应用到手机后盖材质中,随着手机陶瓷后盖制备工艺水平的不断发展,产品良率将不断提升,生产成本进一步降低,陶瓷手机后盖必定有更加广阔的市场前景。
猜你喜欢
理化检验(物理分册)(2021年3期)2021-03-23
装备制造技术(2020年12期)2020-05-22
陕西科技大学学报(2020年2期)2020-05-13
制造技术与机床(2019年8期)2019-09-03
橡塑技术与装备(2018年17期)2018-09-01
橡塑技术与装备(2018年14期)2018-07-20
精密制造与自动化(2018年1期)2018-04-12
佛山陶瓷(2017年7期)2017-09-06
中华老年口腔医学杂志(2016年5期)2016-03-01
西南军医(2015年2期)2015-01-22