提高2000m3拱顶立式储罐制作安装质量
2020-10-22 01:58:12孙福斌
石油化工建设 2020年4期
孙福斌
大庆石化建设有限公司 黑龙江大庆 163714
关健词 安装质量 焊接质量 拱顶立式储罐 制作安装
2013 年,大庆石化建设有限公司承担了大庆三聚苯乙烯抽提和新戊二醇装置两台2000m3拱顶立式储罐V- 101A/ B 的安装任务。该储罐为消防水罐,安装高度最高达到12838mm, 设备净重64717kg,设备直径15820mm。因焊接量大,强度大,为了防止储罐整体尺寸出现超差,重点是要在保证下料精度准确的同时,严格防止焊接后变形,保证焊接质量。要求施工中严格按照标准施工,焊口规定为Ⅱ级口合格,焊口进行25%以上射线检测和100%渗透检测。由于工期紧,焊接量大,精度要求高,经验少等,在制作下料尺寸及焊接变形上很容易出现质量问题,从而可能对整个工程质量带来不良影响。而V- 101A/ B 消防水罐制作质量又直接会影响到整个装置的安全使用,所以必须保证安装水平达到优良。设备制作参数见表1。
1 现状调查
在以往的储罐制作安装中,常出现的质量问题包括:下料尺寸误差,焊接变形,焊道外观成形不良,以及夹渣、气孔、未焊透、咬边、裂纹等表面及内部缺陷。大庆石化建设有限公司项目部(以下简称项目部)在专检及自检记录中汇总了2011—2013 年炼油厂罐区隐患治理、安装中的质量问题,并把排在前6 位的问题列于表2。
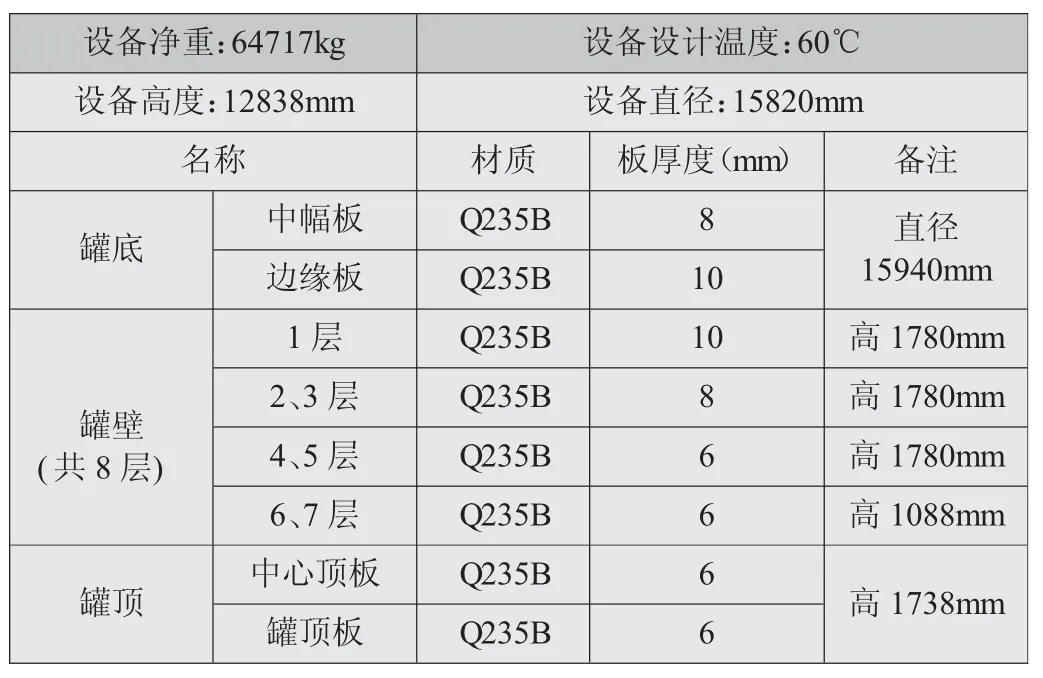
表1 V- 101A/ B消防水罐基本数据
根据调查表, 作出如图1 所示的排列图。
从排列图可以看出,影响焊接质量的主要问题是焊接变形,占所有焊接质量问题总数的50.0%。因此,将“焊缝焊接变形”这个因素作为项目部的主攻方向。

表2 储罐质量问题调查表
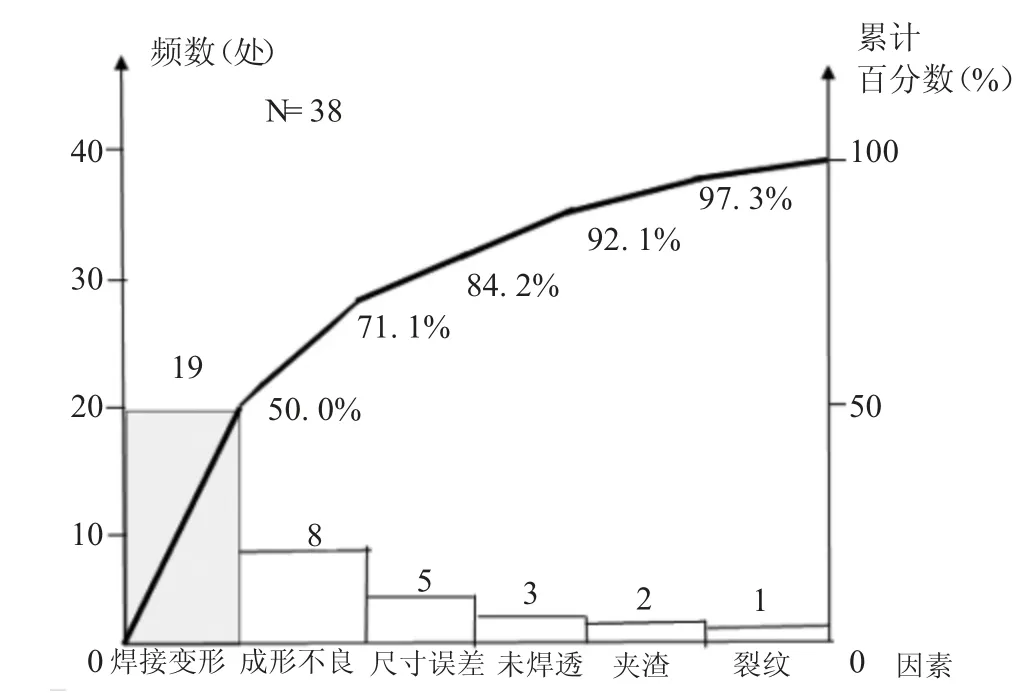
图1 储罐质量问题排列图
2 目标确定
此次大庆三聚苯乙烯抽提和新戊二醇装置的预定质量目标中,安装两台2000m3拱顶立式储罐V- 101A/ B 在质量上要求是创优工程。由于罐体直径大、罐壁层数多,工期紧,项目部决定采用倒装法进行组装。为了保证制作安装的施工质量,必须控制好焊接这一主要环节,尤其要解决好焊接变形的问题。通过对以往储罐焊接变形的统计,发现储罐焊接变形一次不合格率高达19%。为了进一步提高三聚苯乙烯抽提和新戊二醇装置储罐的焊接质量,项目部经过研究,决心将储罐焊接变形一次不合格率降低到8%,以此作为本项目的攻关目标。
3 原因分析及对策制定
项目部总结了影响储罐焊缝焊接变形的全部因素,并汇制成图,如图2 所示。
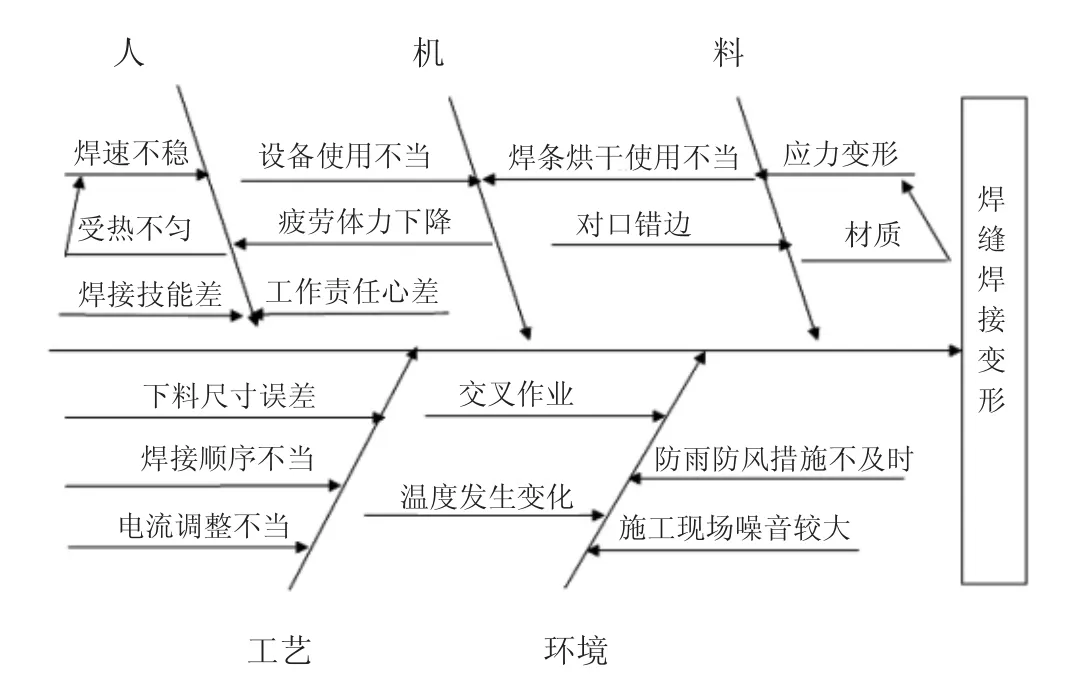
图2 影响储罐焊缝焊接变形的因素汇总
从图中人、机、料、环境、工艺五大因素分解来看,总共有15 个因素会造成储罐焊缝焊接变形,其中主要因素包括:
(1)个别焊工在焊接大型储罐方面经验少,焊接工艺调整不当,或者受交叉作业、焊接位置不好等实际情况影响;或者个别焊工采用二氧化碳气体保护焊焊接的次数少,焊接技术不熟练。
(2)预制时,下料尺寸未能达到规定要求。
(3)焊接电流调整不当,过大或过小。
(4)焊接顺序不当。
(5)应力变形,加固措施位置不当。
依据找到的主要原因, 特制定了相应的对策,详见表3。
4 实施方案
对策制定完之后, 项目部立即组织按照对策表的要求进行实施,并且每隔半个月左右时间进行一次检查,对实施过程进行必要的记录。
4.1 措施一
针对焊工技术水平参差不齐的情况,为保证整体安装制作质量达到要求,首先对每一个焊工的具体情况进行分析,然后请焊接技师有针对性地进行培训,要求焊工考试合格后方可进入施工现场。考试项目中的接头形式、焊接方法、焊接位置及材质均应适用于储罐焊接要求。焊工要严格执行焊接工艺,并安排专人进行焊条烘干。同时,由焊接经验丰富的焊工作为组长,专业管理所有焊工的质量行为及技术标准检验。焊工指定焊口进行包干到底,要求及时清理夹渣等缺陷,合格后才能进行下一层施焊。对现场发生的不合格问题及时整改,使现场焊接质量得到有效控制。
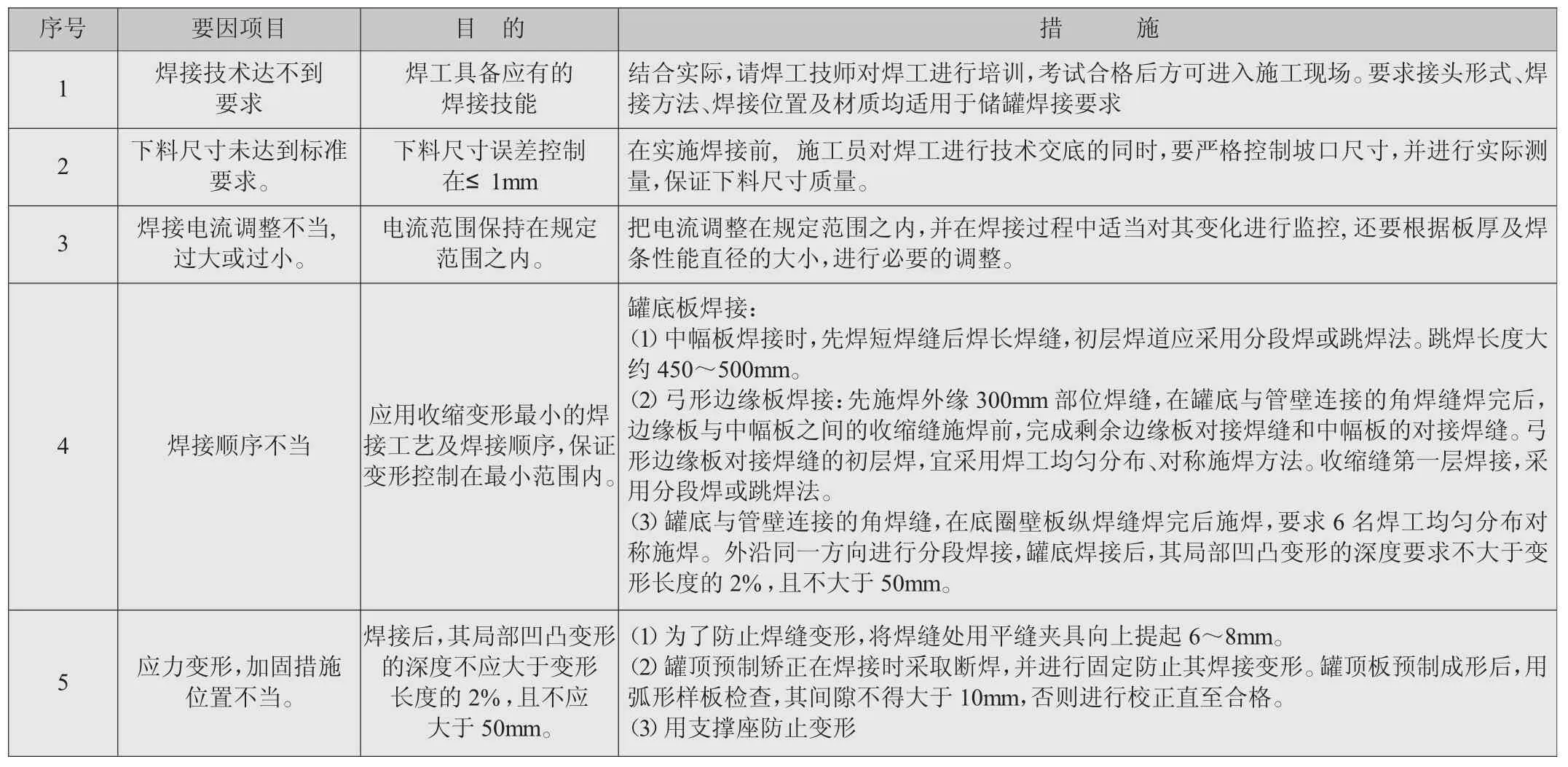
表3 焊接变形预防对策表
4.2 措施二
在储罐制作安装前就要做好各项技术交底及方案的准备工作,在方法、下料、胎具、固定等制作中,进行了周密的准备和制作,做到一一部署、层层管理。采用倒装法制作,先对罐底进行排版制作安装,第七圈壁板安装;然后进行罐顶安装,罐壁板安装顺序依次为第六圈、五圈、四圈、三圈、二圈、一圈。制作详细的排版图,要求各部位下料尺寸误差≤1mm。并留出收缩量,管壁高度允许偏差不应大于设计高度的0.5%,垂直度不应大于管壁的0.5%。发现不合格及时进行处理,合格后再进行下一道工序施工。并且为保证下料准确,特制成样板及胎具,胎具制作图样见图3。
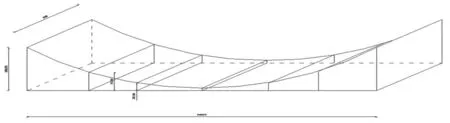
图3 壁板胎具制作图样
4.3 措施三
按照焊接工艺卡规定的参数,焊工在现场调整好焊接电流和电压,采用手工电弧焊,焊接电流为100~160A,焊接电压为19 ~21V,焊接速度为6 ~10cm/ min。并根据焊件厚度及设备性能适当地调整电流。
4.4 措施四
焊接顺序是防止变形的重要环节,为此,施工中应用收缩变形最小的焊接工艺及焊接顺序,保证变形控制在最小范围内。并分别对罐底板焊接、壁板大角缝组焊和罐壁焊接三大方面进行全面焊接顺序交底及实施,以确保焊接顺序,保证将焊接变形减到最小。
4.5 措施五
应力变形或加固措施位置不当也会影响罐体变形。为此,采用刚性固定组装法,即采用夹具或刚性胎具将被焊构件尽可能地固定。这样可以有效地控制待焊构件的角变形与弯曲变形等。详见图4—6。
5 效果检查
在本项目中, 项目部严格按照制定的策略进行施工。2013 年8 月底对焊接完成的储罐焊接变形进行检查,发现焊接变形一次不合格率降低到5%,超出目标值3%。图7 为焊接变形质量检查一次不合格率对比图。
由图7 可知, 大庆三聚苯乙烯抽提和新戊二醇装置中安装两台2000m3拱顶立式储罐V- 101A/ B,焊接变形不合格率大大降低,由采取措施前的19%降到5%。储罐焊接制作安装总体质量得到了工程监理和甲方的一致好评,充分表明在储罐焊接变形问题上取得了较大的进步和突破。同时,保证了装置的按时交工,现已实现新戊二醇、苯乙烯生产装置安全、可靠、稳定运行。
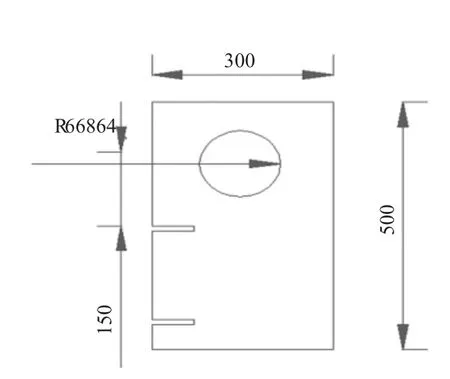
图4 防变形胎具图样
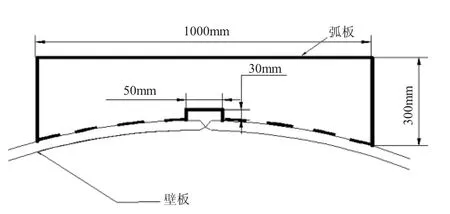
图5 防变形加强弧板示意图
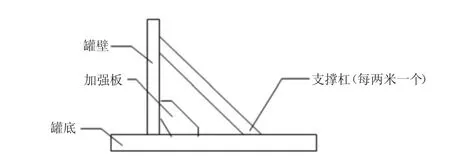
图6 防变形支撑示意图
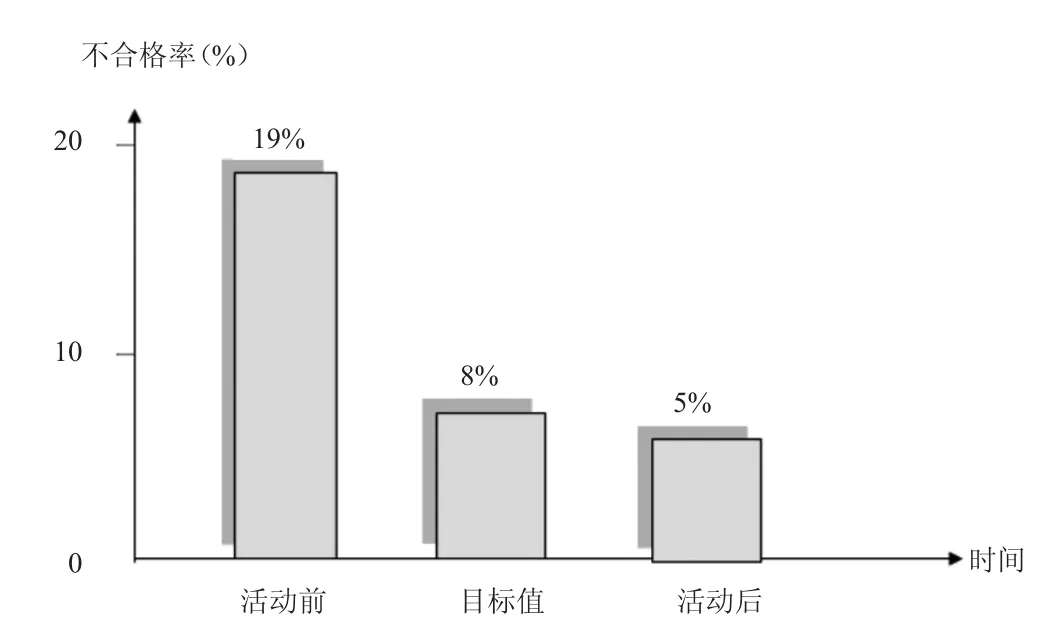
图7 焊接变形质量不合格率对比图
6 总结
通过项目部全体员工的共同的努力,实现了本项目的既定目标,并超出目标3%,提高了大庆三聚苯乙烯抽提和新戊二醇装置中安装两台2000m3拱顶立式储罐V- 101A/ B 安装制作质量。其中,焊道射线检验一次合格率达98.8%,超出目标值1.8%;渗透检测一次合格率100%;优良率100%,超出目标值3%;顾客满意率100%。通过有针对性地制定施工策略,并严格执行相关措施,减少了不必要的返工,节约了材料、人工费用和机械费用,降低了施工成本。更重要是使储罐焊接质量得到了大幅提高,保证了整套装置安装质量达到优良,既为公司赢得了信誉,又创造了良好的经济效益。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
科技研究·理论版(2021年20期)2021-04-20 01:12:46
石油化工建设(2017年5期)2018-01-26 07:07:03
中国质量监管(2017年7期)2017-09-30 05:49:20
石油化工建设(2017年6期)2017-04-12 05:30:17
中国质量监管(2016年10期)2016-07-10 10:24:23
现代工业经济和信息化(2016年6期)2016-05-17 05:36:11
中国卫生质量管理(2015年1期)2015-12-01 05:43:30
石油化工建设(2015年6期)2015-12-01 04:17:36
天津护理(2015年4期)2015-11-10 06:11:56