
壳体类零件打标的研究
2020-10-20 06:26李琳
科学与财富 2020年19期
李琳


摘要:本文主要通过对壳体类零件的产品结构、装配关系、实验分析等研究,形成最终的打标位置研究成果并应用。
关键词:壳体;打标;位置;新产品;追溯码
引言
伴随着我公司发展速度越来越快,对接国际市场,对产品的质量要求越来越高,同时市场上的产品鱼龙混杂,出现很多假冒伪劣产品;则,壳体类零件需实现二维码打标追溯系统。
为了实现产品追溯,产品打标需要实现全流程追溯,装箱出厂之后需要打标信息继续保留在零件上;而壳体表面在装箱喷漆完成之后遮盖打标表面无法识别;如对打标位置进行喷漆防护,则无法预防生锈。需制定新的打标位置,保证喷漆之后依然保留在零件上;针对毛坯面上打标状态差异,可以调整到加工面上进行统一打标;针对产品系列零件品种多,最好寻找共有的打标位置。
一、新产品打标位置的确定
新产品的结构复杂多变,没有共同的结构位置;材料既有铸铁,也有铝合金。新产品的打标位置没有统一的评价标准。
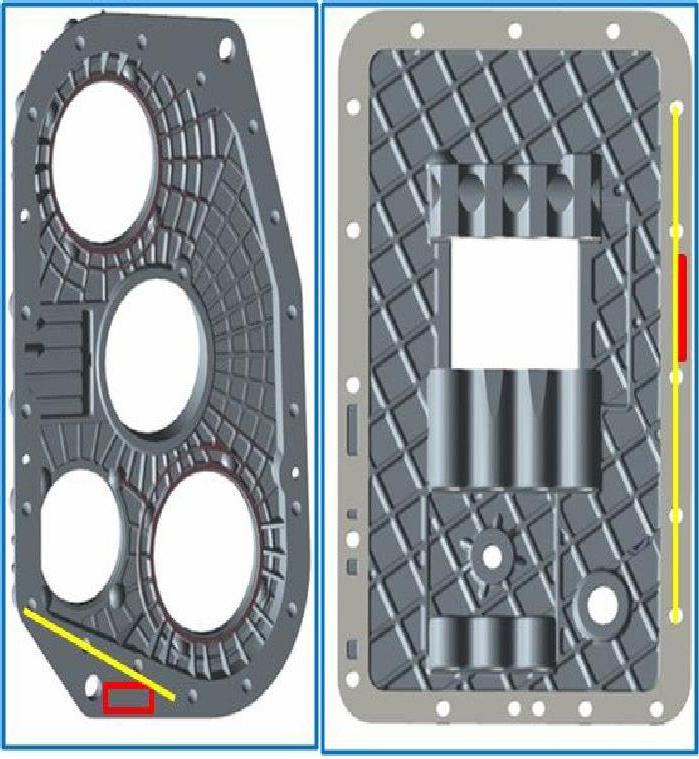
(一)毛坯铸造位置:同一系列尽量统一,位置最好与产品打标位置为对面关系(毛坯打标面可以为上图示意的4个非用面):
(二)加工打标位置:
(1) 毛坯面打标的评判流程:
a、当铝合金壳体的毛坯面粗糙度状态与S12档的毛坯面粗糙度状态进行对比,当前者优于等于后者时,可以打印在毛坯面;
b、如果装配后喷漆,需对打标位置进行防护,同時做好防锈的防护措施,否则,不能在毛坯面打标;如果装配后喷漆,可以打印在毛坯面;
(2) 加工面/结合面打标的评判流程:
a、衬垫接触不到的位置:可以参考壳体的新打标位置;
b、衬垫接触到的位置:过孔或螺纹孔的连线外面的位置,可以下图的打标位置;
c、打标位置的大小:40*12//30*30//(12*12+30*12);
(三)设计制定打标位置(一般在加工面):整个系列统一位置,需要考虑装夹方便,方便打标机打标;
二、打标内容:
(一)壳体表面的打印内容:
明码:零件号(小总成号)+追溯码(“黑体”字体字高6.0mm)二维码:追溯码(12x12扫底,10x10的二维码居中显示)
备注:追溯码为系统生成的10位代码,例如:LC12KFLT0;
(二)S自动线小MES通过追溯码系统接口,将追溯码作为二维码打刻,每个零件采用唯一码;具体方案如下:
(1) 集成方案:
S离变壳自动线小MES向追溯码系统发请求(物料号、批次号等),追溯码系统向小MES返回追溯码等信息,具体集成方式及调用参数见附件
《追溯码接口生成接口调用文档》。
(2) 一物一码的实施方案:
追溯码系统生成的追溯码为批次码,即同一个零件号,同一个批次号生成同样的追溯码;实现一物一码时,需向追溯码系统发请求时给每个零件(即使是相同的零件号)附一个唯一的批次号,即一个零件为一个批次,则追溯码系统生成的码为唯一码。
(三)将S离变壳自动线为一物一码、小MES,先上线打二维码,通过激光打标机和扫码枪等硬件,将整个生产信息包含在追溯码里面。
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11
制造技术与机床(2019年4期)2019-04-04
科技与创新(2017年4期)2017-03-25
艺术与设计·理论(2016年12期)2017-01-13
中国广播(2016年11期)2016-12-26
商场现代化(2016年28期)2016-12-19
科技视界(2016年26期)2016-12-17
艺术科技(2016年9期)2016-11-18
广东技术师范大学学报(2016年5期)2016-08-22
焊接(2016年2期)2016-02-27
