
U 形扭力梁充液成形技术研究
2020-10-19 09:26韦明凤李峰华谢亚苏
机电产品开发与创新 2020年5期
韦明凤, 李峰华, 谢亚苏, 成 刚
(1.广西汽车集团有限公司, 广西 柳州 530028; 2.航宇智造(北京)工程技术有限公司, 北京 100191)
0 引言
轻量化技术使汽车在减少车身自重的同时保证行车的安全性和舒适性[1,2],所以该技术在汽车工业应用日益受到关注。 汽车轻量化主要通过优化零部件结构和采用轻质材料两方面来减轻车身重量, 研究表明汽车车身每降低100kg 每百公里耗油能降低0.6L[3]。
扭力梁由于其低成本、 易制造和节约空间的特点被广泛应用在在汽车底盘结构中, 作为主要承扭部件其强度、刚度和疲劳性能对汽车性能有关键影响[4]。 传统成形扭力梁多采用板材冲压成形板状U 型或者V 型梁,梁中增加实心杆来增加抗扭性能[5],相对于板状梁,异性截面管状中空梁在保证抗扭和疲劳性能的前提下能大大降低扭力梁自身重量,所以管状梁逐渐替代板状梁应用在汽车工业中。管材充液成形其采用柔性液体作为传力介质在成形过程中能保证材料流动均匀性,最终提高成形精度及成形质量,对于异形截面中空管件有独特的优势[6]。
德国和日本最先开展将管材充液成形技术应用到扭力梁成形中,目前国内针对管材充液成形的研究主要集中在哈尔滨工业大学苑世剑教授和北京航空航天大学郎利辉教授。苑世剑教授对管材充液成形过程中起皱产生机理分析、有益皱纹的利用以及通过优化工艺参数避免有害皱纹的产生进行了深入研究[7-9],为管材充液成形过程起皱形为的控制提供了理论以及实验指导。郎利辉教授通过数值模拟和实验研究,设计新的弯胀工艺成形小半径弯头[10],并优化充液压制工艺成功成形高强钢扭力梁,在保证成形精度的同时降低了成形压力[11]。
预成形工艺对零件最终成形质量起着至关重要的作用,不同的预制坯能决定终成形工艺的困难程度以及成形质量[12]。管材充液成形过程中管材壁厚的严重减薄甚至破裂是典型的成形难点,相对于常见的直线型扭力梁,U 形扭力梁充液成形过程补料难度将大大增加, 并且管材弯曲外侧壁厚在弯管后胀形也极易造成壁厚减薄甚至破裂,本文将针对U 形扭力梁的充液成形工艺进行优化并展开研究。
1 零件分析
1.1 零件特征
零件三视及截面剖视图如图1 所示,零件左右对称,整体呈U 形弯曲,截面呈V 形,凹陷深度从零件中部区域到端部逐渐降低, 零件截面周长如图2 所示, 可以看出, 截面周长从中间向两端逐渐增加, 最小截面周长为304.564mm, 位于零件中央位置, 零件截面周长最大为330.326mm,位于端部区域,可以得出该设计零件的膨胀率为8.5%, 零件材料为S420MC 高强钢, 屈服强度491MPa, 抗 拉 强 度757MPa。
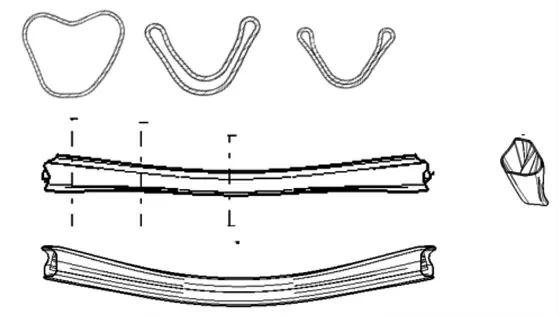
图1 零件三视图及截面图

图2 零件截面周长
1.2 成形难点分析
扭力梁整体呈U形弯曲, 相对于直线型扭力梁, 弯曲扭力梁补料更加困难。 U形扭力梁在终成形之前需要进行预压弯工艺, 预制坯在压制完成后会发生回弹,从而在放入终成形模具中时易发生啃模。 在零件中间到两端之间的过渡段V 形顶部圆角半径较小, 直接通过充液胀形所需压力较大,对设备要求较高,增加成本。
2 工艺方案制定
选取初始管坯半径较大时, 管材放入模具中易发生啃模, 所以按照设计零件最小截面周长选取初始管坯能有效避免该缺陷发生,选取半径为96mm 的管坯。 为了降低零件在终成形时的成形压力, 在弯管之前设计预胀形工序, 把初始等径直管胀形成与目标零件等效直径相同的变径直管,使管材的环向胀形发生在预成形阶段,使在终成形阶段成形压力仅需使压制完毕后的管件贴模。 据此,设计的工艺流程图如图3 所示。

图3 工艺流程图
3 有限元数值模拟
本次数值模拟采用DYNAFORM 进行有限元分析,由于零件以及模具为轴对称形状,为节约模拟时间,采用一半模型进行模拟,在DYNAFORM 中设置轴对称约束,两步预成形以及终成形有限元模型建立如图4 所示。
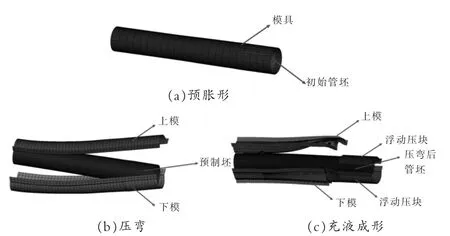
图4 有限元模型建立
在初步预胀形过程中为简化模拟,模具未分上下模,模具内腔的截面半径与目标零件外表面等效直径相同,目标零件壁厚为3.5mm,所以选取管坯壁厚t0=3.5mm,初始管材直径D0=96mm,材料屈服应力σs=491MPa,为忽略轴向应力作用, 管材开始发生塑性变形所需的初始屈服压力为:

为保证零件完全贴模,采用50MPa 胀形压力,模拟时间缩短为0.001s ,胀形后管材厚度分布如图5 所示,在管材中间部位即形膨胀率较小部位壁厚基本没变, 随着向端部延伸,膨胀率逐渐变大,管材厚度逐渐降低,壁厚最薄位置位于靠近管端部位,最大减薄率达到5%。

图5 预胀形模拟成形结果
进行管材压弯工艺模拟时, 以管材预胀形模拟结果作为初始管坯, 这样可以保留第一步成形结束后的应力应变以及变形信息。 第二步压弯工艺轴线与目标零件设计轴线相同,模拟结果如图6 所示,由图可以看出在管材端部由于弯曲半径较大,几乎相当于直线段,所以该部位在弯曲后跟第一步胀形结束壁厚几乎没有变化, 在中间截面处,弯管前管材壁厚几乎没有变化,并且呈圆形,而在弯管后该位置壁厚发生变化比较大, 在弯曲内侧管材壁厚增加,在弯曲外侧壁厚减薄较为严重,并且截面形状已经发生畸变, 如图7 所示, 由于该位置膨胀率几乎为0,所以充液整性没有较大影响,所以压弯过程没有采用内压支撑。
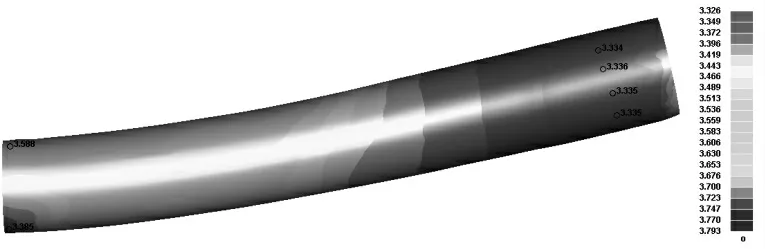
图6 弯曲成形模拟结果
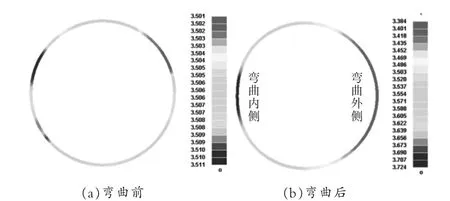
图7 弯曲前后截面对比图
弯管成形工艺后进行充液成形, 由于弯曲成形后管材会发生回弹, 水平在放入充液成形模具中时会由于管材不能完全进入模具在合模过程中发生啃模, 所以终成形模具下模采用分体形式, 在浮动压块固定管端部分后上下模具再进行合模,合模完毕后开始充液增加内压力,以150MPa 为例,终成形工艺设计路径如图8 所示。
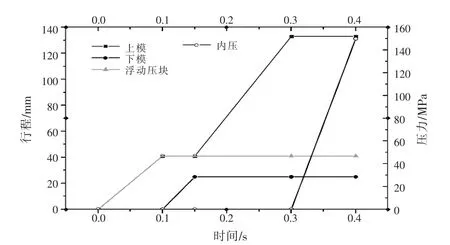
图8 充液终成形路径
由于零件在预胀形后管材截面周长与设计零件等效截面周长相同,所以终成形过程基本不会发生环向胀形,为了研究不同成形压力对零件贴模度影响, 分别采用不同成形压力对零件进行最终整形, 液压加载路径如图9所示,分别采用30MPa,60MPa,90MPa,120MPa,150MPa,180MPa 和200MPa 进行模拟,分别以管材中央V 形区域与管端膨胀率较大部位圆角区域为研究对象,如图10 测量管材外表面与模具之间距离, 不同成形压力下零件贴模度结果如图11 所示。
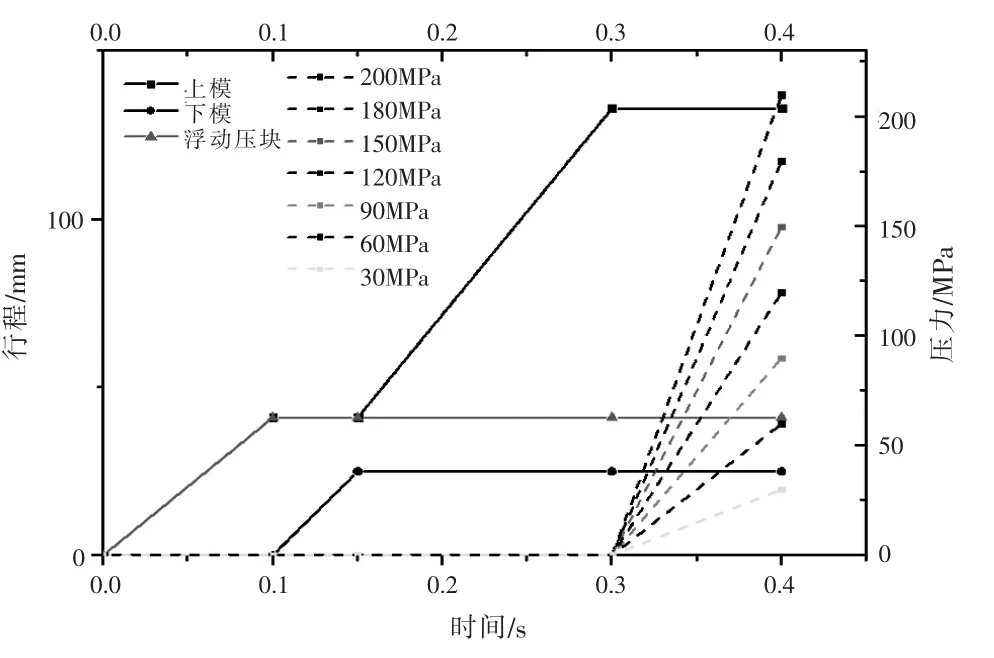
图9 不同内压加载路径

图10 管材外表面与模具之间距离
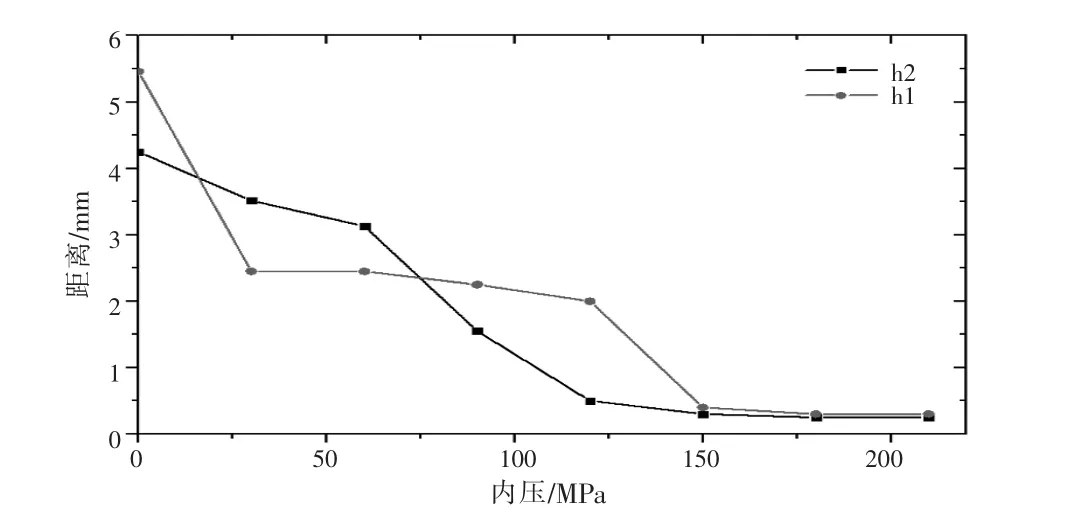
图11 不同内压下两截面零件与模具距离
由图可以看出当模具合模后虽然零件与模具有相同的等效截面周长,但是由于没有内压支撑,零件截面发生畸变,致使零件外表面与模具内腔产生较大空隙,随着内压的增加,零件逐渐贴模,当内压增加到150MPa 以上时,零件已经基本完全贴模。
若在忽略第一步与预胀形直接采用弯管之后再高压整性的方法,最小特征圆角半径:
rc=7mm
则整形压力为:
因此预胀形能有效降低成形所需最高成形压力,能降低模具吨位、损耗以及节约成本。 图12 为截面节点分布图和管材中间截面凹陷深度最深部位和管材膨胀率较大的部位的在三步成形过程的壁厚分布情况, 可以看出在零件中间部位,由于零件在该位置几乎没有膨胀率,所以在预胀形后壁厚几乎没变,在第二步弯管成形后,在弯曲内侧即点14-25 部位,零件壁厚增加,而在弯曲外侧即点1-13,零件壁厚有所减薄,而截面二由于位于膨胀率较大的部位,在第一步预胀形后该部位发生均匀减薄,在第二步弯管成形过程该部位基本没有发生弯曲, 所以壁厚没有变化,当进行最后成充液整形后,在圆角部位,由于压制过程以及最终内压整形使其发生半径较小的弯曲,在该位置壁厚发生减薄,而在V 形区域内侧即节点1附近以及顶部底部中间的过渡区, 由于成形过程主要承受压应力状态,导致壁厚有所增加。
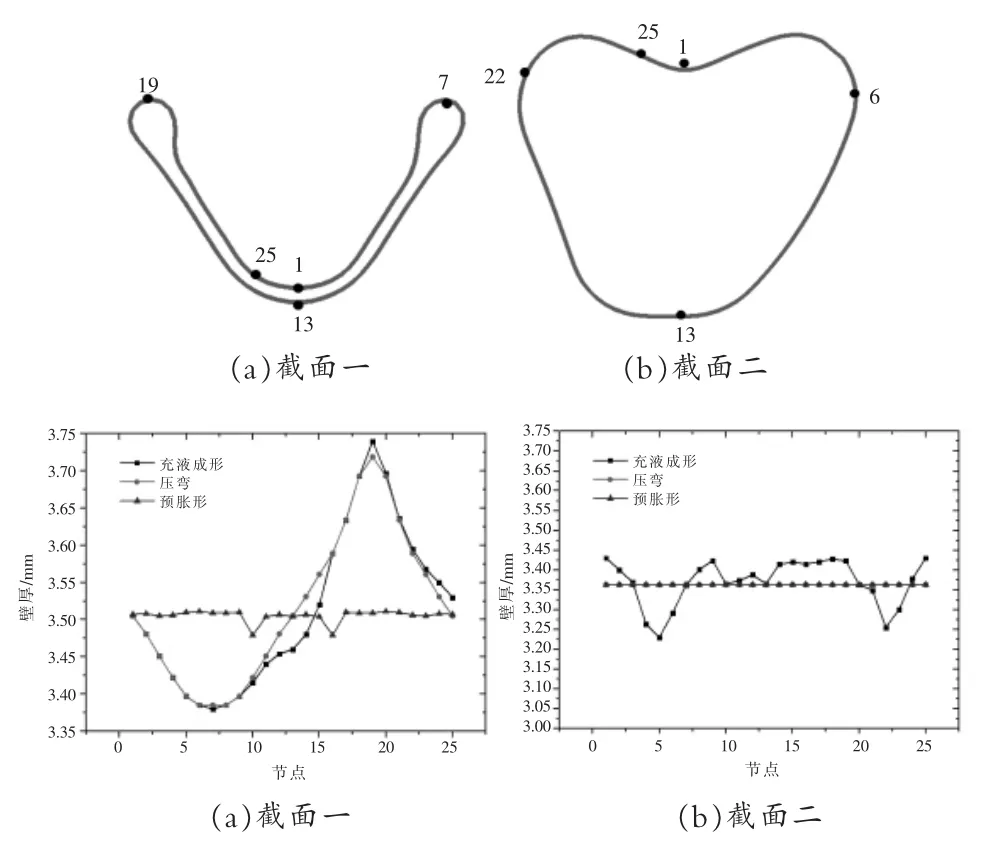
图12 壁厚分布图
4 实验研究
采用预胀形-压弯-充液成形工序, 采用150MPa 整形压力成形后合格零件如图13 所示。

图13 合格零件图
5 结论
通过管材充液成形可以提高扭力梁的成形精度及成形质量, 不同的预制坯形状对最终充液成形工艺参数有着重要影响, 可以通过设计优化预成形工艺来降低最终所需成形压力。
弯管成形过程中,零件外侧由于拉伸变形会导致管材壁厚减薄,是之后胀形发生破裂的危险区,弯曲内测会由于压缩变形而使材料堆积,导致壁厚增加,是起皱的危险区域。
模具设计过程中合理的分模面选择能有效避免啃模的发生。
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
机械管理开发(2022年1期)2022-03-24
空间科学学报(2020年3期)2020-07-24
冶金与材料(2015年4期)2015-08-20
医学研究杂志(2015年11期)2015-06-10
兵器装备工程学报(2015年8期)2015-05-06
科技视界(2014年23期)2014-12-25
振动与冲击(2014年21期)2014-09-18
中国医学科学院学报(2014年6期)2014-03-11
空气动力学学报(2012年2期)2012-11-09
