智能化系统在东曲选煤厂原煤系统中的应用
2020-10-16 09:53万刘鹏
机械管理开发 2020年10期
万刘鹏
(西山煤电集团设计院(有限公司), 山西 太原 030053)
引言
选煤厂智能化是在传统工业自动化基础上利用互联网、物联网、数据分析、云计算等技术,引入精细化管理理念,以平板电脑、手机、PC、智能可穿戴设备等终端为载体,实现机器与机器之间、人与人之间、人与机器之间的互联,实现基础工业企业的信息化管理及智能化生产过程控制。
1 智能服务平台
智能服务平台是智能化系统运行的基础平台,包括后台管理、智信、订阅三个模块。后台管理模块对用户账户管理、用户角色管理、查看及操作权限管理(按功能模块及界面)并对全部操作痕迹进行记录,在后台可方便查看;订阅模块主要根据岗位职责、权限进行信息的主动呈现;智信模块能够实现信息的多线程、多方式快捷沟通。智能服务平台的具体基础功能如下所述:常用联系人常驻显示,快捷调用;按组织架构查询,人员沟通便捷;文字、语音、视频多方式便捷沟通;沟通信息可多线程并发,消息无遗漏;历史信息查询,方便问题追踪;实现群组设置,信息实时共享;上级信息便捷下达,确保消息不失真;智信后台将生产信息、设备情况(干选机、破碎机、皮带等)等生成移动端可视化报表,方便管理人员及时查看;关键问题实时推送,确保信息传递的及时性和准确性;领导层随时随地掌握厂区的生产情况,自主订阅关注信息、定时推送界面服务定制化,需求信息一目了然。
2 管理分析
2.1 受煤配煤智控
1)现状:东曲选煤厂现201-204 给煤机、201B-204B 给煤机、271-273 给煤机共三个受煤点,均是通过集控室人工手动调节入洗原煤量,入洗量计量皮带秤在洗选集控室内,需要通过电话频繁沟通才能实现原煤入洗量稳定,比较繁琐。
2)功能规划:分别在201-204 给煤机、201B-204B 给煤机、271-272 给煤机上方电液动闸板处增加位移传感器,206 皮带增加电子皮带秤,973 仓和806 仓增加4 个雷达料位计,并将现有205B 和274皮带上皮带秤信号接入智能化系统,根据仓位情况,通过位移与电子皮带秤连锁,实现入洗煤量智能调节,保证入洗原煤稳定。
2.2 原煤配仓智控
1)现状:东曲选煤厂共有5 个21 m 直径的原煤仓,每个原煤仓有两个卸料点,共10 个卸料点,其中五号仓为原煤与精煤共用,仓上230 和231 两条移动皮带,目前均是通过现场人工手动调整两条移动皮带卸料位置,仓储情况依靠原煤仓上岗位人员观察,调节工作量大。
2)功能规划:仓上230 和231 两条移动皮带增加红外对射限位开关,1 到5 号分别增加1 个重锤式料位计,根据原煤煤种、每个原煤仓仓储情况(煤种、仓位),实现自动卸料配仓,卸料过程实现无人干预。
3 生产管理中心
3.1 视频智控
1)现状:东曲选煤厂原煤系统现有视频监控分布地点有61 个,共4 台硬盘录像机,集控室设有大屏幕监控系统,支持内网远程监控。但视频中的画面需要人工观察和调用,且监控画面中设备有异常,不能自动提示和报警,整个过程均需要人工观察。
2)功能规划:将更换现有57 模拟摄像头为数字摄像头并接入智能化系统,231 一号、230 二号仓、860 皮带机头各增加1 台数字信号摄像头,实现按照设备编号和区域人工PAD 端主动查看相关监控视频;设备运行异常或故障时,相应的监控视频主动推送至PAD 或PC 端,并发出警报;用户可自定义需要关注的重点设备,系统定期主动推送相应监控视频。
3.2 干选智控
实现干选机设备状态、设备参数、异常报警这三方面信息的实时移动端监测。设备状态信息和异常报警信息均实时展示在智信监测页面,TDS 运行时的主要参数信息例如各温度、电流、铺满率、K 值分布、开阀时常、各阀总使用次数等均实时展示在监测详情页面,浏览监测页面和监测详情页面就可以了解当前设备的运行信息。
3.3 空压机智控
实现空压机运行状态、故障信息的实时移动端监测,干选机停机时,空压机实现自动停机,系统根据风压实现8 台空压机间歇式鼓风,实现节电。
3.4 设备保护
现状:东曲选煤厂原煤系统皮带机头溜槽已有防堵保护装置和皮带打滑保护装置,破碎机已有失速保护装置,但都未接入集控,保护信号不能实时远程统一查看。
功能规划:设备保护模块包括运输系统保护和破碎机失速保护。运输系统保护主要为机头溜槽防堵、打滑保护。将214、214B、215、215B 破碎机失速保护装置接入集控,实现破碎机失速时的智能报警和信息推送。
4 设备管理中心
4.1 设备管理系统
1)设备信息台账。通过计算机软硬件,将目前凌乱碎片的设备信息,包括设备台帐、备件记录、历史维修记录进行全面集成的数字化管理,自动生成设备健康台账,包括设备维保点检情况、备件使用情况、历史故障情况、运行时间、过煤量等信息。
2)智能点巡检管理。智能点巡检管理是在传统点检仪的基础上,借助软件开发技术而形成的适合选煤厂设备运行状态监测的新手段。它代替了传统的测温枪,取代了文字记录;先进于传统点检仪,能精确持久地检测和记录设备运行的参数、数据、现场观测结果等信息,能通过后台管理软件的智能化分析帮助我们优化点检路线及点检位置,校正设备运行状态和避免发生更重大的事故。智能点巡检工作流程见图1。
4.2 设备监控系统
设备监控系统主要对设备状态在线监测,包括在线振动监测、在线温度监测、现有综保接入监测。
现状:东曲选煤厂原煤系统目前无电机振动、在线温度监测系统,部分设备电机安装有综合保护器,支持过流、缺相、短路等保护,仅在配电室内查看综合保护器装置,无法实现远程查看及异常情况分析。
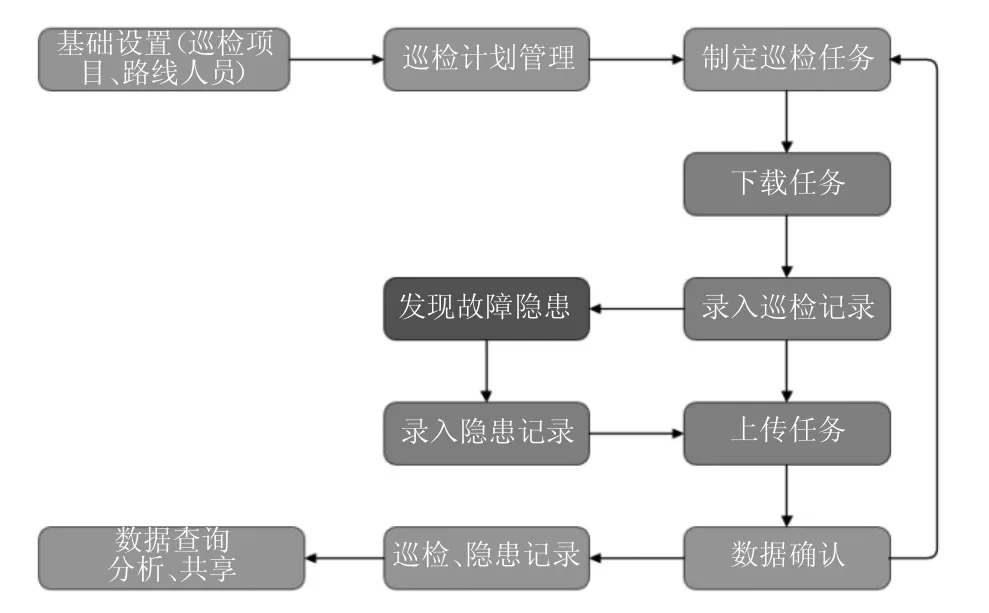
图1 智能点巡检工作流程图
功能规划:在线振动监测。在原煤系统重点设备上安装振动传感器,将传统的振动监测技术和加速度技术相结合,更加精确地对设备的运转状态进行监控。可以更早地发现轴承及齿轮的早期缺陷,为设备检修赢得充足的调度时间。同时,利用传动的振动速度监测手段,能及时发现设备存在的松动、不平衡以及不对中等问题,及时处理问题,避免造成故障停机。在线温度监测。对原煤系统电机功率≥132 kW的设备进行在线温度监测。传感器获取的温度数据上传至本地数据采集单元,通过TCP 信号转发至智能化系统服务器。
5 人员管理中心
5.1 智能报警
5.1.1 现状
东曲选煤厂设备报警信息需要调度员通过集控室上位机进行获取,再通知岗位工和相关人员前去处理。报警信息不能够实时快捷地传递给岗位工,并且所有报警都局限于硬件设施的监测,很多其他类生产问题无法及时预警。
5.1.2 功能规划
1)报警等级划分:按照严重程度划分为:红色、黄色、蓝色三种等级的报警,岗位操作人员可根据不同等级报警采取不同的处理方式。
2)报警动态监测:故障类和保护类报警通过智能系统实时进行设备PLC 信号的监测。
3)报警智能推送:报警触发后与智能任务相互关联,根据权限和岗位职责推送报警任务,并指导操作人员进行处理。
4)报警智能处理:故障类和保护类报警智能系统体现复位操作及现场复位情况,处理人可对报警添加文字说明及图片、小视频等进行反馈。
5.2 智能任务
5.2.1 现状
东曲选煤厂调度员使用对讲机向各生产管理人员传达各种工作指令和安全信息。集控操作工负责全厂设备运转状况的监控,协调岗位的操作,对现场各岗位进行有效合理指挥。岗位人员对生产系统无整体把握,日常工作无记录反馈。
5.2.2 功能规划
智能任务重要理念是打造以任务为中心进行人员调度的智能化平台,具体功能包含任务智能生成、任务智能推送、任务统计分析。具体功能规划如下:
1)任务智能生成:结合报警模块、智能视频模块,智能生成任务清单,包括任务主要内容、生产系统、设备编号、车间、楼层、人员、以及任务执行方式等。
2)任务智能推送:引入任务执行、人员判断逻辑,选择最优执行人,智能推送任务,更好更快地完成任务。
3)任务统计分析:按班、周、月、季度、年等对每个人的任务执行情况进行统计,统计内容包括任务数量、任务完成率、任务耗时等信息。
6 安全管理中心
6.1 粉尘监测
在原煤准备车间2、3、4 层分别增加1 个粉尘监测点,201-204 给煤机、201B-204B 给煤机、271-273给煤机分别增加1 个粉尘监测点,这样共6 个粉尘监测仪,系统接入智能化系统,并实现粉尘浓度预设值的自动报警和信息推送。
6.2 配电室火灾报警
在准备车间2 楼、原煤仓上配电室增加烟雾传感器,并接入智能化系统,实现烟雾信息的实时监测,烟雾浓度达到预设值智能报警和信息推送。
7 结论
智能化平台搭建在东曲选煤厂现有PLC 工控系统之上,当智能化系统出现故障后可随时切换回现有系统进行生产,从根本上解决了安全性问题。智能化后台的服务架构充分考虑了安全机制,包括数据库的容灾备份等,能够最大限度地保证系统安全。
智能化系统的建设使用能够提高管理效率、减少人工干预、降低生产成本、优化产品结构、增加经济效益。对构建高效、节能、绿色、环保、舒适的人性化智能选煤厂有着积极的作用。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
矿山安全信息(2021年15期)2021-12-31
矿山安全信息(2021年15期)2021-12-31
铁道通信信号(2018年5期)2018-06-28
山东工业技术(2016年15期)2016-12-01
汽车维护与修理(2016年10期)2016-07-10
中国煤炭(2016年1期)2016-05-17
小学生·多元智能大王(2015年3期)2015-05-25