自动运行节能技术在变频带式输送机上的应用
2020-10-16 09:53武艳军
机械管理开发 2020年10期
武艳军
(山西西山煤电股份有限公司西曲矿选煤厂, 山西 古交 030200)
引言
带式输送机是选煤厂重要的煤料输送设备,长距离、大功率的带式输送机电能消耗十分可观。带式输送机采用感应电机拖动,感应电机加变频器驱动系统应用越来越广泛,其节能高效的特点得到了企业的认可。在实际生产中,在煤量较少的情况下,如果带速仍按照额定转速运行会带来大量的电能浪费和机械磨损。变频调速技术和皮带机集中控制系统的应用为皮带机自动运行节能系统的运行提供了平台,基于煤量自动识别和模糊控制器的皮带机自动运行节能系统对于企业进一步实现低碳节能发展具有重要意义。
1 带式输送机的煤量自动识别
为了充分发挥变频调速技术在带式输送机应用中的节能优势,要求带式输送机的调速系统能够根据皮带机当前煤量自动调节运行速度,即在煤量多的时候运行速度快,在煤量少的时候运行速度慢。皮带机自动节能运行系统的第一步即是实现对当前皮带机煤量的自动识别。皮带秤是一种专用煤量识别设备,本文采用的皮带秤计量系统为0.5 级精确度ICS-XB 多功能高精度智能计量器具,由地面工控机、通讯主站、称重分站、皮带秤称体、称重传感器、测速传感器等设备组成。煤从皮带秤秤体通过时,称重传感器受到压力发出单位质量信号(单位为kg/m)和开停信号,单位重量信号和开停信号即可通过通讯电缆发送给地面工控机和通讯主站等,实时反应皮带秤当前数值和开停情况,为进行皮带机速度调控决策提供参考信息[1-3]。
2 模糊控制的理论基础
模糊控制是一种20 世纪60 年代提出的、智能控制范畴内的非线性控制方法,经过50 多年的发展,形成了大量的应用背景和完整的理论系统。对于很难建立数学模型的不确定问题,传统的控制方法很难获得理想的控制效果,而模糊控制则是一种有效的解决途径。以模糊数学为理论基础,结合人的知识和经验确定出模糊控制的控制规则和推理方法,能够形成闭环自动控制系统,其基本结构如图1 所示。通过采样控制对象的输出yk,将其与设定值yr做差得到偏差e 和偏差变化量Δe,作为模糊控制器的输入值。模糊控制器对精确值e、Δe 进行模糊化处理,得到模糊值,然后根据模糊控制规则进行决策得到模糊值,最后经去模糊化处理得到控制量的精确值。
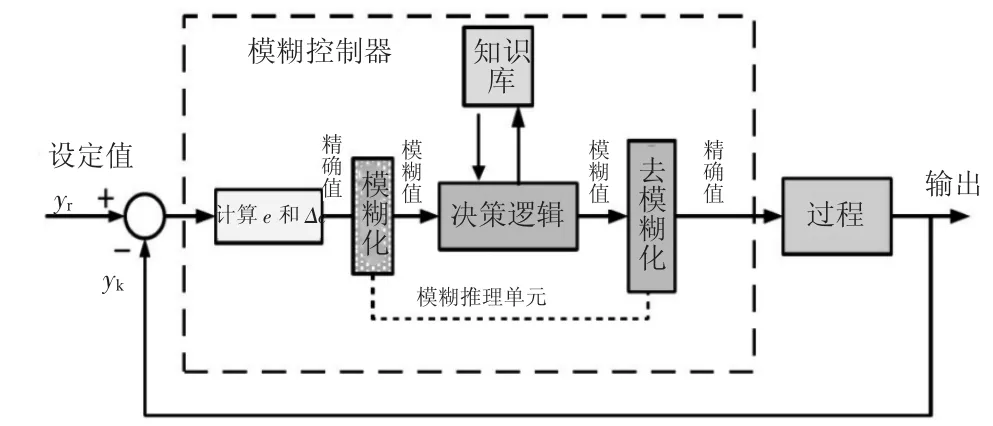
图1 模糊控制的基本结构
带式输送机模糊控制器的设计过程:第一,确定模糊控制输入量;第二,确定模糊控制器论域及比例因子;第三,模糊变量赋值表的建立;第四,建立模糊控制规则;第五,模糊推理和决策;第六,确立模糊控制表;第七,模糊控制算法实现。经过上述过程可在计算机上实现模糊控制算法程序,PLC 的模糊控制器计算输入的煤量偏差、速度偏差和变差变化率,然后进行模糊化处理,下页表1 是模糊控制表煤量偏差Q=-3 时的结果,在实际控制时根据查表确定输出值。每次采样值更新后,PLC 程序将实际误差E 和误差变化率EC转化为查表所需的e 和ec,然后将输出量发送给变频器,实现实时控制。
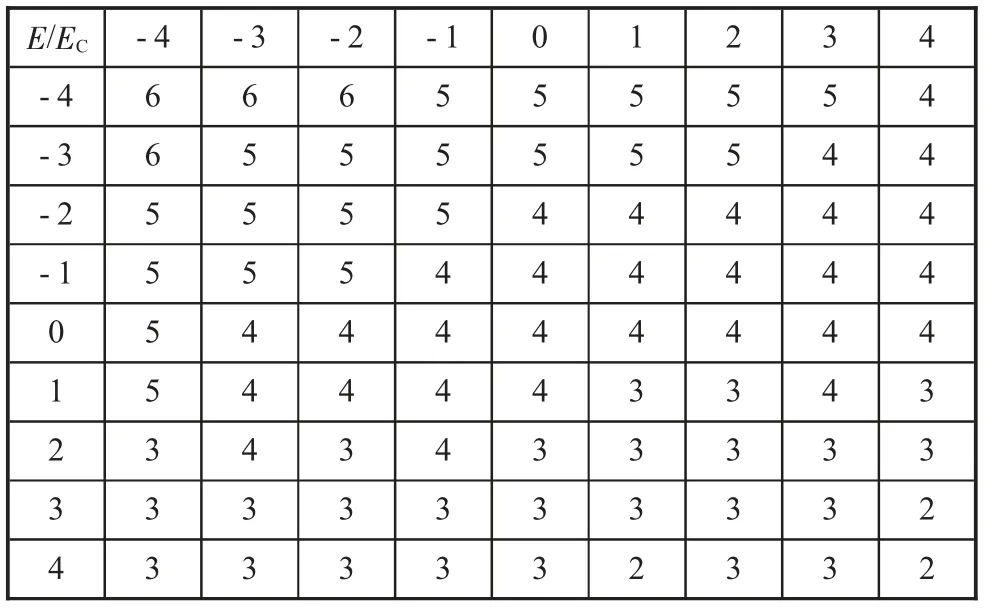
表1 模糊控制表(Q=-3)
3 自动节能运行控制系统
1)皮带机集中自动化控制系统。以选煤厂皮带集中自动化控制系统为平台,以带式输送机上安装的ICS-XB 皮带秤返回的煤量数据为依据,在带式输送机的PLC 上编写模糊控制程序,达到皮带机运行速度根据煤量实时调整的控制效果,实现皮带机自动节能运行控制系统。选煤厂皮带集中自动化控制系统结构如图2 所示,按照硬件结构系统自上而下可分为管理层、控制层和设备层三级网络体系,管理层的上位机对皮带运输系统进行状态和数据监控,并且可以向PLC 控制主站发送控制指令,控制层的PLC 控制主站接收到上位机下达的控制指令后,分别对控制分站发出控制信号。设备层的各组电机、传感器等设备接收到控制分站的控制信号后,执行转速调整和传感器采样等动作实现皮带机的控制与监测[4-5]。
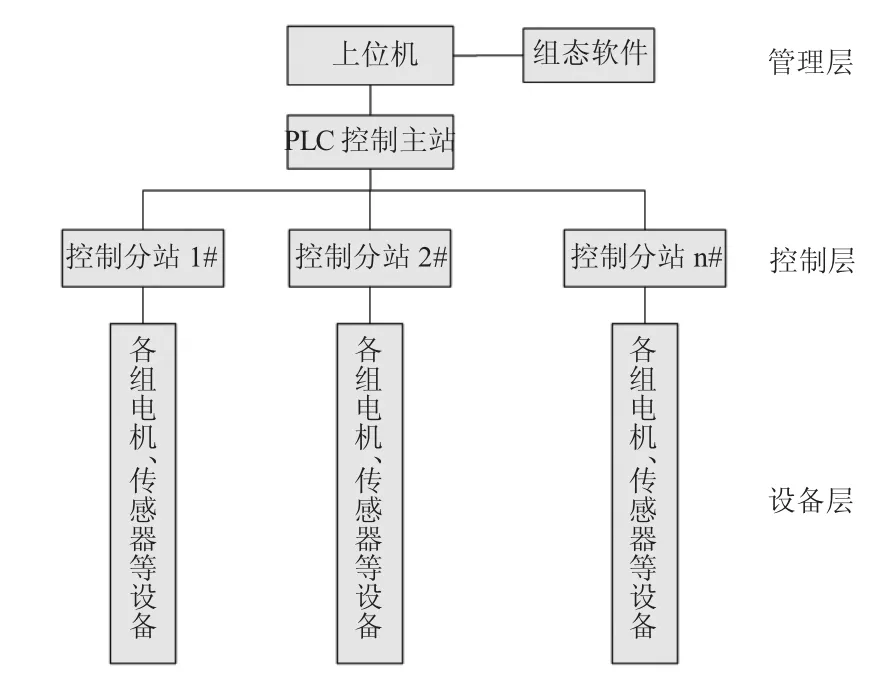
图2 选煤厂皮带集中自动化控制系统结构
2)自动节能运行系统的PLC 和变频器选型。系统采用ControlLogix5000PLC,这款PLC 采用了模块化设计,包括Logix5555 处理器模块、数字量和模拟量信号模块、网络通信模块、运动伺服控制模块,所有的模块嵌入了标准ControlLogix 机架内。系统采用SimovertMV 型变频器,这款变频器采用矢量控制技术,其调速范围和动态响应等性能均优于直流传动的性能。采用变频器与感应电机配套的传动系统的优势有:适用于恒转矩应用场合;低负荷运行时效率高;实现了电机软启动,避免了启动电流对电机的冲击,能够延长电机使用寿命;实现皮带输送机力矩控制的闭环调节,进而获得最优的动态性能和控制精度。
3)PLC 控制软件。ControlLogix5000PLC 的软件编程平台为 RSLogix5000, 这是一种基于IEC61131-3 标准的软件包,它包含了编程、在线监控等功能。用户可通过这款软件将程序用图形和定义生成PLC 执行程序。除了一般编程系统具有的UGI、支持Windows 等共同功能,还具有智能化图形文本编辑功能、分层设计功能、实时诊断功能等丰富的特色功能。根据自动节能运行系统的功能划分,PLC 控制软件的子程序有煤量采样子程序、速度给定传递子程序、速度给定发送给变频器子程序等。PLC 的软件采用梯形图编程。煤量和皮带机带速的模糊控制关系根据模糊控制决策表进行编制,所得到的梯形图编程表如表1 所示。
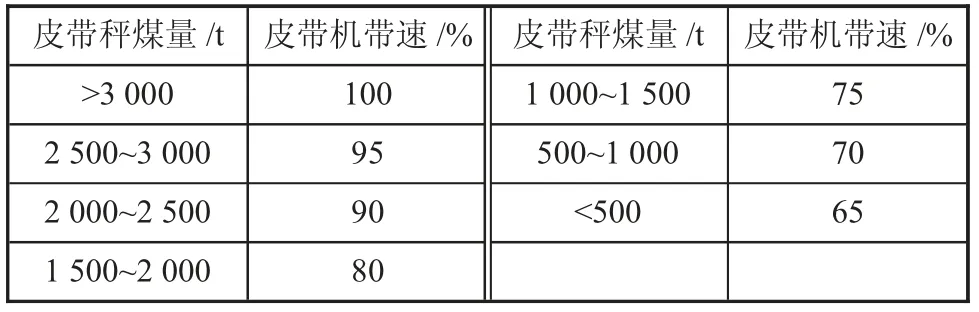
表1 煤量和带速模糊控制梯形图编程表
4 变频调速节能技术效益分析
4.1 节约电能
感应电机是选煤厂重要的用电动力设备,其用电量占整个选煤厂电能消耗的50%以上,因此采取技术手段使感应电机在效率最高的工况运行是实现绿色节能的重要技术手段。采用变频调速技术对皮带机感应电机进行技术改造,采用矢量控制和直接转矩控制,提高了电机的动态性能和运行效率。在上述基础上,基于皮带机集中自动化控制系统实现的煤量自动识别,能够使皮带机转速随煤量变化而变化,实现带速v 与煤量Q 正比关系,即

由上式可知,当皮带机在空载时,电机的速度降低到50%,则空载功率相比100%转速时下降约50%,根据选煤厂的煤量可计算得到皮带机的实际运行功率,经过实际试验所设计的煤量调节自动节能技术可节约15%左右的电能。
4.2 降低机械损耗
皮带机的轴承、滚筒、托辊和胶带之间有摩擦力,摩擦力除了提供胶带前进的动力,还会降低机械结构的强度,因此需要根据机械部分的磨损程度及时更换相关部件。自动运行节能系统之所以能降低机械损耗,有两方面因素,一是因为各部件之间的摩擦力随着皮带机转速的降低而降低,二是因为皮带机转速降低,单位时间内机械部分的行程降低[6-10]。
5 结语
基于变频调速技术和皮带机集中控制系统,实现皮带机煤量自动识别功能,模糊控制器根据煤量计算出当前最优皮带机转速,实现皮带机自动节能运行功能。皮带机自动节能运行系统能够节约电能,降低皮带机机械构建损耗,为选煤厂实现绿色节能发展提供了重要的技术手段。
猜你喜欢
矿山安全信息(2022年12期)2022-11-25
矿山安全信息(2022年7期)2022-11-24
矿山安全信息(2022年24期)2022-11-24
设备管理与维修(2022年18期)2022-10-25
江苏钢铁(2022年9期)2022-07-02
上海计量测试(2022年5期)2022-02-16
防爆电机(2021年6期)2022-01-17
矿山安全信息(2021年20期)2021-11-30
科技视界(2021年7期)2021-04-13
山东煤炭科技(2020年8期)2020-09-02