
一种基于PLC控制的三工位气动装袋机设计
2020-10-16 00:29:24黄双成郜海超王丽余
液压与气动 2020年10期
黄双成, 郜海超, 王丽余, 张 军
(1.河南应用技术职业学院 机电工程学院, 河南 郑州 450042;2.西峡神威机械设备有限公司, 河南 西峡 474550)
引言
食用菌产业历经了几十年的发展,经历了“一家一户,房前屋后”,到集约化、标准化生产,再到引进国外技术发展工厂化生产,最终形成了传统栽培与现代化生产并驾齐驱的产业格局[1],伴随我国农业供给侧改革的不断推进,食用菌行业步入产业化和现代化的新轨道,食用菌工厂化已经成为现代农业的必然趋势[2]。
食用菌工厂化生产是模拟生态环境、智能化控制、自动化机械作业于一体的生产方式[3]。尽管我国食用菌品种众多,但目前仍以木腐菌生产为主,草腐菌所占比重较小[4]。在木腐菌生产过程中,不管是工厂化还是其他生产方式,拌料、装袋、灭菌、接种、培育及出菇管理[5]等主要环节都是必须实施。其中装袋环节是劳动力需求最密集,劳动强度最大的工序之一,是制约木腐菌生产的关键因素之一,文献[6]利用SolidWorks软件对螺旋送料进行了模拟和动力分析,为仿生装袋结构提供了理论依据;文献[7]在结构和理论基础上添加了离合器,让装袋具有自动定量功能;文献[8]分析了当前食用菌培养料装袋机主要类型,并对立式和卧式装袋机进行了性能分析;文献[9]通过单片机控制电动机正反转配合绞龙装置完成装袋,同时使用传感器,使装袋机具有自动定量和安全防护;文献[10]引入气动系统更换了电动机驱动方式,使产品结构简单,易于调试和产品升级。上述文献都是在装袋机的操作、安全和效率上升级和改善,并没有在安全和效率本质上得到解决。结合当前食用菌的生产现状和工厂化生产需求,考虑到气动技术的高效、安全、低成本的特征[11],同时具有结构简单、动作迅速、重量轻和无污染的优点[12-14],设计并制作了一种基于PLC三工位气动装袋机,采用三工位布局使套袋和装袋工序从结构上分开,从结构上彻底改变因工序重叠造成的安全问题,同时各工序独立运行,没有等待时间,提升设备工作效率。
1 三工位气动装袋装置组成和工作原理
本系统是针对食用菌生产过程中为装袋操作的专用设备。料袋规格为直径18 cm,长度为58 cm的一端封口的塑料袋。
1.1 三工位气动装袋装置的组成
食用菌代替料栽培装袋主要工作是将木腐混合料(主要是木屑、麦麸、石膏粉、水等混合物)装入一定直径和长度的塑料袋中,且硬度均匀适中,袋口截面整齐。该装置主要由机器机架、三工位转盘装置(内含绞龙装置、电磁离合器、转动气缸和3个套筒)、尾座移动气缸(抱筒)、位置传感器系统(内含前、中、后3个装袋位置感器和1个转盘转动定位传感器)以及其他辅助装置等几部分组成,详细如图1所示。
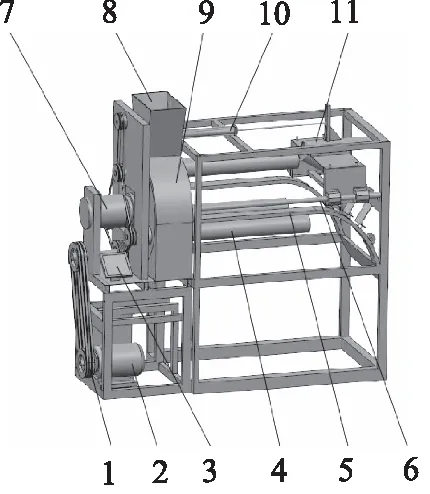
1.机器机架 2.电动机 3.触摸屏 4.三工位转盘 5.尾座抱筒导向台 6.尾座导轨 7.三工位旋转气缸 8.入料口 9.混料室 10.尾座气缸 11.尾座抱筒图1 三工位气动装袋装置结构图
1.2 三工位气动装袋装置的工作原理
系统初始化完成后,三工位转盘套筒上已套上塑料袋且其中工位套筒1(见图2)与尾座抱筒共线。按下系启动按钮,电机启动,木腐混合料由供料装置从入料口8进入混料室9,尾座抱筒11由尾座气缸10带动沿尾座导轨6快速移动至转盘前端,套在套筒外部;当套筒的前置传感器检测到完全装袋位置后,该工位套筒外端面上的电磁离合器动作,带动其内部的绞龙旋转,绞龙输送混料室9内的混合料往袋内装料,此时尾座抱筒11在尾座气缸10作用下沿尾座导轨6后往尾座方向工退,利用绞龙推料移动和尾座气缸移动的速度差完成装袋操作(装袋的虚实程度与两者的速度差成正比);当装袋长度到达预定长度后(中置传感器检测到位置),尾座暂停移动,绞龙做延时后停止工作,完成装袋的袋口料截面收紧工作;待截面收紧完成后,尾座抱筒11快速后退,完成一次装袋操作;尾座快退至尾部后(后置传感器检测到位置),旋转气缸转动三工位转盘上的工位套筒2(见图2)与尾座共线位置,位置确定后,尾座抱筒11由尾座气缸10带动快速移动至转盘前端,进行第二袋装袋操作,依次循环,完成不停机连续装袋操作。
1.3 三工位转盘
三工位转盘是系统的核心部件,主要由绞龙装置、电磁离合器、转动气缸和3个套筒组成。详细结构如图2所示。
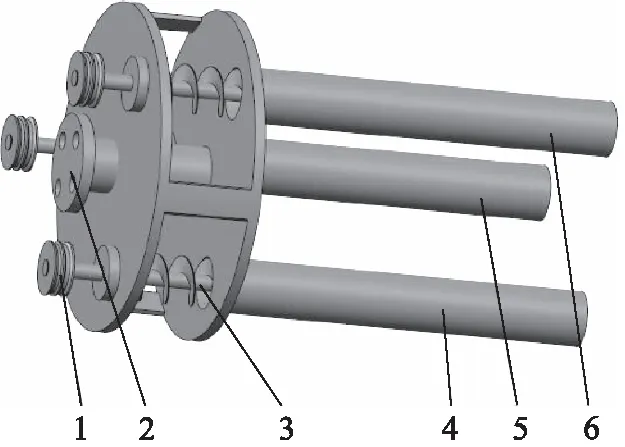
1.电磁离合器 2.三工位法兰盘 3.绞龙装置 4.三工位套筒1 5.三工位套筒2 6.三工位套筒3图2 三工位转盘结构图
三工位转盘装置包含3套独立套筒(每个装套筒均有内绞龙、筒端有电磁离合器),3个独立装套筒在空间上间隔120°,3套独立装筒内部和混料室相互贯通,三工位转盘固定在机架上,旋转气缸通过法兰盘连接,实现按工位转动,同时系统配置有转动到位传感器,确保在装袋过程中,使套筒和尾座抱筒在同一轴线上。系统使用旋转气缸完成转动,利用一位置传感器检测位置,详细气动回路如图3中三工位旋转气缸所示。
2 三工位气动装袋装置气动回路设计
2.1 气动回路设计
本系统的气动原理如图3所示。系统由气泵、气源两联件、单向节流阀、电磁换向阀、双作用气缸和三工位旋转气缸组成。
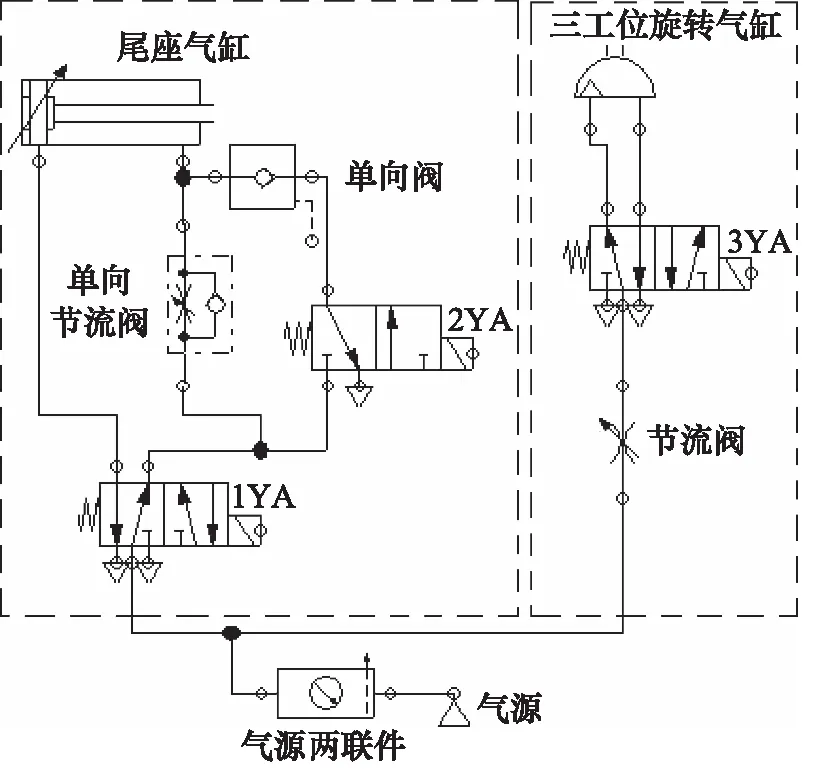
1YA、3YA:二位五通单电磁换向阀 2YA:二位三通单电磁换向阀图3 气动原理图
2.2 尾座抱筒装置
木腐菌装袋操作的核心是尾座的水平移动和三工位套筒内绞龙装置旋转的运动的合成。抱筒装置固定在尾座的尾座气缸上,是由上下2个半圆筒构成,由尾座气缸带动抱筒沿着导轨在尾座导向台运动,完成(闭合时)合装袋和(分开时)脱袋工作操作。尾座抱筒运动规律为:快进(上筒操作)→工退(工艺装袋)→快退运动(脱袋)。电磁阀动作与传感器配合情况如表1所示。气动控制回路如图3中尾座气缸所示。
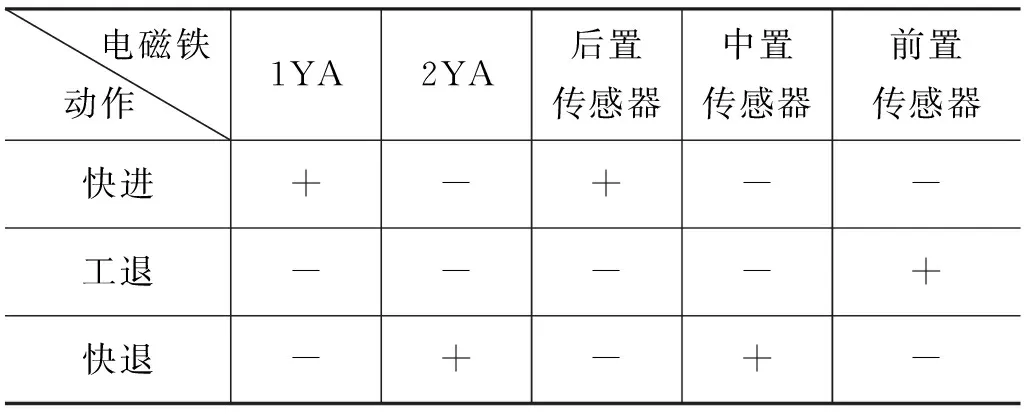
表1 电磁阀与传感器情况
3 三工位气动装袋装置电气控制系统设计
3.1 PLC选型与I/O分配
三工位气动装袋装置的电机为1.0 kW三相交流电机,气泵电机220 V外部电源供电,传感器采用三线制金属式接近开关,电磁离合器采用24 V干式单片电磁离合器,工作温度-20~50 ℃,工作频率是60~100次/min。根据控制要求,需要输入8路,输出8路,输入、输出具体分配见表2。系统选用抗扰能力强,工作可靠,性价比较高的信捷XC3-24R-E,该型号PLC有14 路输入,10 路输出。PLC控制系统接线图如图4所示。
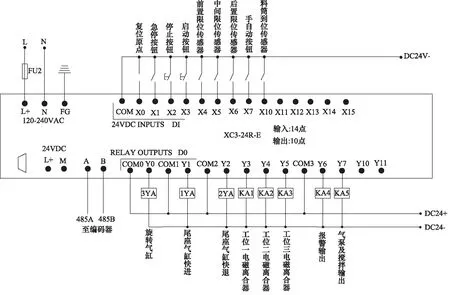
图4 控制系统接线图
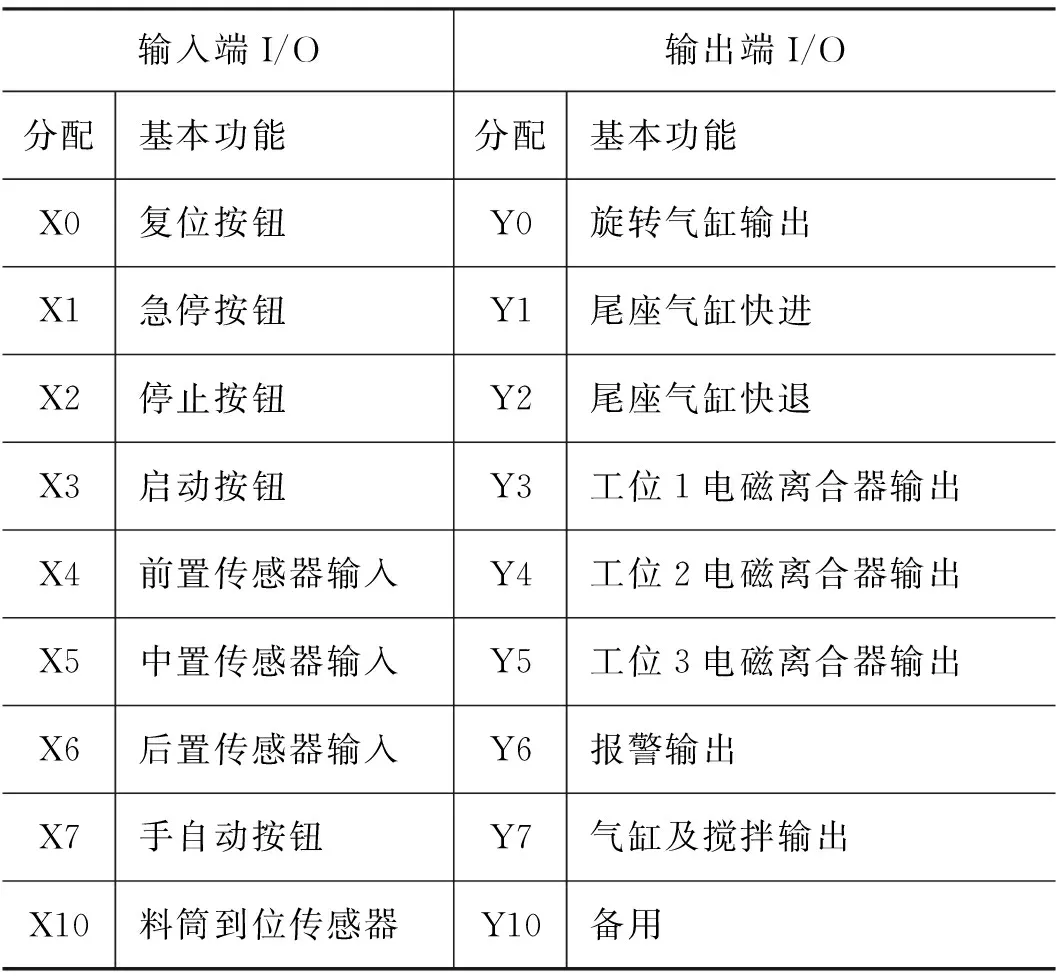
表2 三工位气动装袋装置控制系统I/O分配表
3.2 PLC程序设计
根据设备工作情况以及装袋的工艺控制要求,PLC采用逻辑和顺序控制形式编写程序,功能图如图5所示。
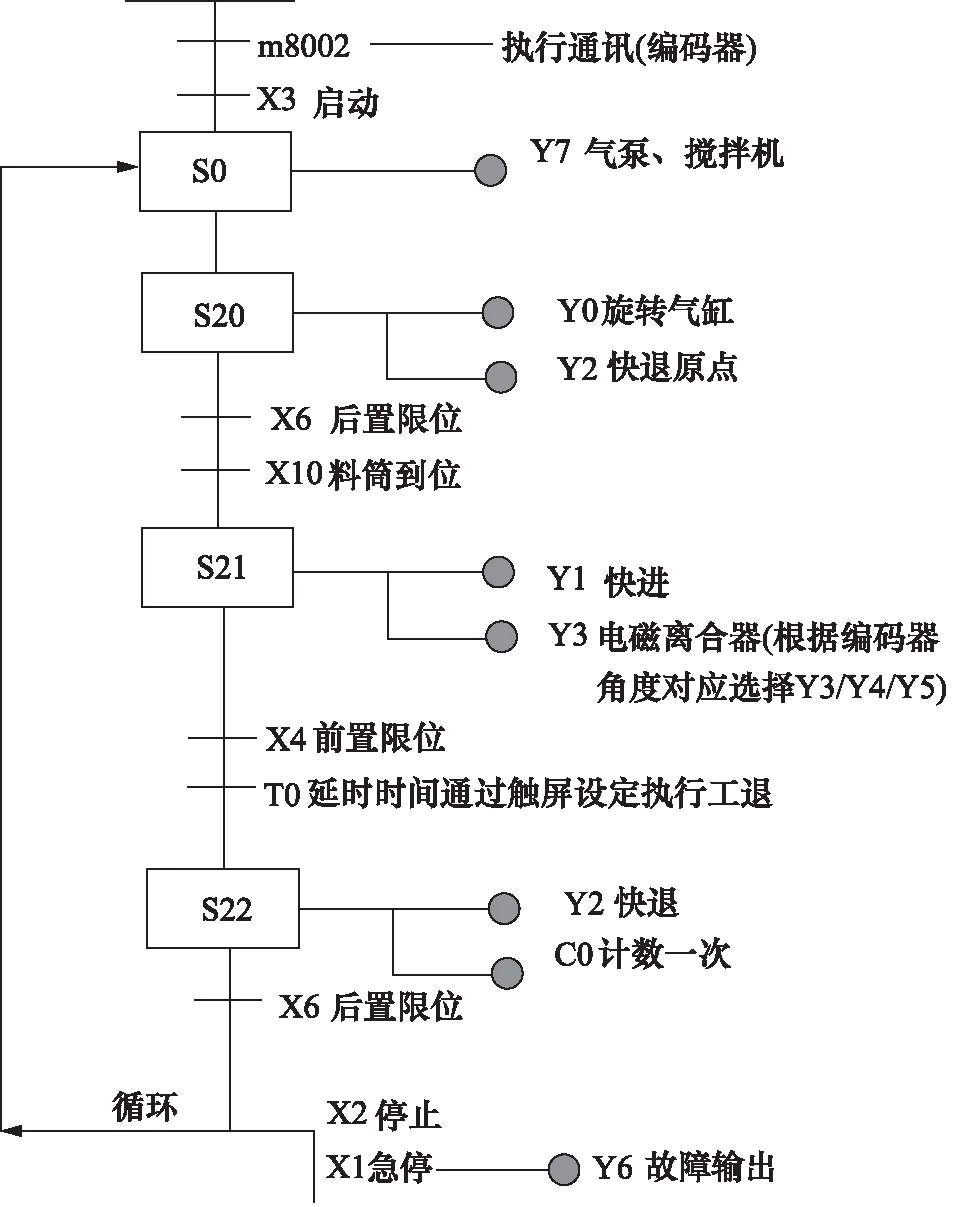
图5 PLC控制功能图
此外系统添加触摸屏,更加直观的显示设备的工作状态,方便系统相关参数的修改与设定。触摸屏界面如图6所示。
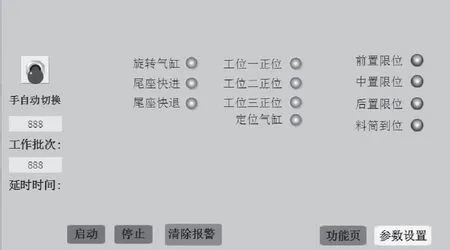
图6 系统触摸屏界面
本系统控制的时序性要求精准,位置度要求准确,PLC控制与传感器的结合很好地解决了这一点,同时在装袋完成时添加延时程序,保证装袋工艺,达到袋基的硬度均匀,且封口处断面平整,便于后期封口操作。此外系统还使用触摸屏,让系统相关参数得以显示,提高了系统的科技感和设备参数调整的方便性。
3 结论
目前该装置已研制成功,在河南香菇主产区西峡的几个食用菌生产基地完成测试,成为公司的定型产品。该气动装袋装置具有以下特征:
(1) 采用气动实现,充分发挥了气压系统动作迅速,无污染的特征。此外抱筒装置前进或者后退速度以及装袋实虚程度,可以通过调节在气路上排气阀、节流阀进行相关工艺参数调整,方便,避免电气参数调整或者结构设计,让设备具有结构简单、成本低、操作方便优点;
(2) 三工位的设计布局,在空间上使套袋工序和装袋2个工序完全错开,解决传统装袋机上套袋和装袋的工序重合,由于系统故障或者不稳定因素给套袋操作者造成严重的人身安全事故,从结构上彻底解决了传统装袋机因工序位置重合而形成不安全问题;
(3) 旋转气缸配合三工位转盘,使套袋和装袋2个工艺在空间上完全错开,让套袋和装袋工艺操作能同时进行,提升设备的效率,相同情况下,与传统单筒结构相比,减少时间等待,使装袋效率得以提升;同时气动+三工位组合,简化系统的结构,减轻系统的总体重量,便于转场作业,增加设备的灵活度。
综上述基于PLC控制的三工位气动装袋装置,大大降低了劳动强度,提高了生产安全性,提生了生产效率,促进食用菌生产和食用菌生产的工厂化进程 。
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
中国食用菌(2020年9期)2020-11-11 04:55:40
商品与质量(2019年43期)2019-05-25 08:34:54
农家之友(2018年4期)2018-01-30 17:47:26
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年2期)2017-05-04 04:17:34
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
食品安全导刊(2014年7期)2014-10-21 15:03:13
有色金属加工(2014年1期)2014-09-19 10:29:06
